
Fターム[4E004NA03]の内容
Fターム[4E004NA03]に分類される特許
1 - 20 / 35
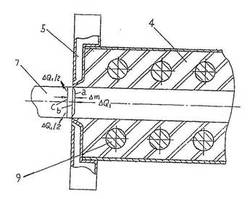
非晶質、超微結晶質、及び微結晶質金属スラブまたは他形状金属の鋳造のための低温・急速凝固・連続鋳造法及び装置
【課題】非晶質、超微結晶質、微結晶質及び微粒子から成る金属スラブあるいは他形状金属の鋳造に用いられるLRC法および装置を提供する。
【解決手段】作業室は−190℃、1バールに維持され、−190℃、1.877バールの液体窒素を冷却源として用いる。液体窒素は液体窒素エゼクタ5によって牽引バー7の表面上へ噴射量v及び噴射速度kで噴射される。噴射された液体窒素は断面cにおいて鋳造ブランクと接触する。この方法には超薄膜噴射技術が採用され、前記薄膜の厚さは2mm、液体窒素の噴射速度は30m/sとする。時間間隔△τの間に、種々冷却速度に対応して、連続鋳造速度uで作動する誘導牽引装置によって高温鋳造型4の取出し口から金属が長さ△m分引き出され、噴射された液体窒素の熱吸収及びガス化作用の下で、溶融金属は凝固し、さらに急速に冷却されて非晶質、超微結晶質、あるいは微結晶質金属構造を生成する。
(もっと読む)
連続鋳造装置

【課題】潤滑材を低減しても高速鋳造を安定して円滑に行うことができ、ブレークアウトや潤滑材反応生成物の発生も抑制し、鋳塊不良を大幅に減らす。
【解決手段】溶湯受部250内の合金溶湯255を鋳型201の一端から鋳型201内に供給してアルミニウム合金鋳造棒を製造する連続鋳造装置を、溶湯受部250と鋳型201の一端との間に配置され、溶湯受部250と鋳型201とを連通する注湯用通路211を有する断熱部材2(2a,2b)と、その断熱部材2(2a,2b)に沿って設けられ、注湯用通路211と一体の通孔を有する仕切り層2cとからなる耐火断熱性を有する耐火物製板状体210を備えて構成し、鋳型201を水平状に配置し、仕切り層2cは、潤滑材および気化した潤滑材を通さない材料とする。
(もっと読む)
アルミニウム合金の連続鋳造棒、連続鋳造棒の鋳造方法、連続鋳造装置
【課題】 連続鋳造棒の長手方向における羽毛状晶の発生頻度を抑えて柱状晶及び/又は粒状晶がほとんどを占め、かつ、結晶粒径のバラツキを均一化させて優れた機械加工性、鍛造性を有するアルミニウム合金の連続鋳造棒を鋳造する連続鋳造装置を提供する。
【解決手段】 アルミニウム合金溶湯255から連続鋳造棒を鋳造する連続鋳造装置において、鋳造中の鋳造棒1の表面から鋳造棒1の凝固面を介して凝固面近傍のアルミニウム合金溶湯に機械的振動を付与する振動付与装置411を設ける。
(もっと読む)
水平連続鋳造装置及び水平連続鋳造方法
【課題】鋳造棒が割れることなく鋳造速度を高速化することが可能な水平連続鋳造装置及び水平連続鋳造方法を提供すること。
【解決手段】水平連続鋳造装置1は、溶湯3を冷却装置6で一次冷却、二次冷却及び三次冷却しながら鋳造棒4を200〜500mm/minの鋳造速度で連続的に鋳造する。冷却装置6は、溶湯3を一次冷却するウォータジャケット61と、ウォータジャケット61中の冷却水Wで鋳造棒4を二次冷却する二次冷却ノズル62と、ウォータジャケット61中の冷却水Wで鋳造棒4を三次冷却する三次冷却ノズル63と、を備えている。二次冷却ノズル62の冷却水Wが鋳造棒4に当たる二次冷却水衝突中心位置P1から三次冷却ノズル63の冷却水Wが鋳造棒4に当たる三次冷却水衝突中心位置P2までの冷却水衝突位置間隔Yは、鋳造棒4の直径Xに対して30〜60%の比率Rに設定されている。
(もっと読む)
アルミニウム合金水平連続鋳造棒の製造方法
【課題】長期間連続で効率よくアルミニウム合金水平連続鋳造棒を製造する。
【解決手段】アルミニウム合金用の原材料を溶解させてアルミニウム合金溶湯を得る熔解工程101と、この溶解工程101からのアルミニウム合金溶湯中のアルミニウム酸化物および水素ガスを除去する溶湯処理工程201と、この溶湯処理工程201からのアルミニウム合金溶湯を鋳造してアルミニウム合金水平連続鋳造棒を得る水平連続鋳造工程301と、この水平連続鋳造工程301で鋳造したアルミニウム合金水平連続鋳造棒を定尺に切断する切断工程401と、この切断工程401で切断されたアルミニウム合金水平連続鋳造棒を検査する非破壊検査工程1301とを有し、この非破壊検査工程1301と切断工程401との間に、アルミニウム合金水平連続鋳造棒の外周部分を除去する外周除去工程1101を設け、これらを連続して行う。
(もっと読む)
水平鋳造機の始動及び停止方法及び装置
【課題】例えば金属インゴットの連続鋳造用キャスタ等の水平鋳造機を始動させたり停止させたりするための装置を提供する。
【解決手段】キャスタは、溶融金属を運ぶための供給経路,少なくとも1つの鋳型、及び、各鋳型を供給経路に別個に接続するための接続経路を有する。閉鎖ゲートは、各接続経路と関連させられ、開位置と閉位置との間で可動である。各接続経路は、閉鎖ゲートと鋳型の間に配置された落下部を有する。この落下部は、下方へ向きを変えるのに適しており、これにより、接続経路及び鋳型の入口から迅速に溶融金属を排出させることが可能である。また、装置は、鋳型内に差し込まれるのに適し、溶融金属を受け取るために内部に形成されたスレッド付き凹部を備えた、細長いスタータブロックを有する。鋳型に対してスタータブロックをシールするために、スタータブロックにはOリングが嵌め込まれる。
(もっと読む)
銅または銅合金線の製造方法
【課題】品質の良い銅または銅合金線を安定して製造する。
【解決手段】坩堝11内に銅または銅合金の原料を連続的または断続的に供給し、前記原料を坩堝11内で加熱溶融した後、坩堝11の下部に取着した鋳型12から、凝固した銅または銅合金からなる線材16を引出す銅または銅合金線の製造方法であって、鋳型12内で溶解または半凝固状態にある前記銅または銅合金の鋳型12の内周面に対する圧力をほぼ一定に保持する。
(もっと読む)
水平連続鋳造用切断機
【課題】ワイヤー状のワークを切断する際に、仕上げのための再切断の工程をなくし作業の効率化を図るとともに、切断時のワークのたわみにより延性の乏しいワークが折損してしまうことを防止することができる水平連続鋳造用切断機を提供する。
【解決手段】ワイヤー状のワークWを切断する水平連続鋳造用切断機1において、パスライン4を通過するワークWを上下から挟み込んで支持する固定端ロール5と、パスライン4の上方かつ固定ロール5の下流側に位置し、パスライン4と平行な中心軸回りに回転自在な円盤であって外周に切刃13が形成された切断砥石12と、固定端ロール5と切断砥石12との間で、ワークWを持ち上げ切断砥石12に押圧するシリンダ7と、シリンダ7により持ち上げられたワークWを上方から抑えるとともに、下方に向かって弾性復元力を生じる弾性体を備えたクランプ板9とを備える。
(もっと読む)
銅合金の製造方法および製造装置
【課題】連続鋳造法により、Zr、Cr、Tiなどを含む銅合金を表面割れなどの欠陥を生じさせることなく安定して製造することができる方法および装置を提供する。
【解決手段】両端を開口させた筒状の炭素材料からなる鋳型12の一方の開口部よりZr、Cr、Tiなどを含む銅合金の溶湯10を注入し、他方の開口部より溶湯10が凝固した鋳造物(鋳造ロッド)16を引き抜いて銅合金を製造する方法および装置であって、鋳型12は、溶湯注入側開口部を有する、少なくとも内周面がモリブデンまたはモリブデン基合金からなる第1の筒体21と、この第1の筒体21に直列にかつ軸心を一致させて配置された、少なくとも内周面が黒鉛からなる第2の筒体22とを備える。
(もっと読む)
連続鋳造圧延材及び連続鋳造圧延材を用いた塑性加工部材の製造方法
【課題】Al合金の連続鋳造圧延材において、DC法によるスラブ圧延材と同等の特性を備えた連続鋳造圧延材及びその鋳造圧延材を用いた塑性加工部材の製造方法を提供すること。
【解決手段】過剰Si量が0.08質量%以下では、耐力が120MPaを下回ることになる。つまり、DC材よりもスプリングバック量が小さくなることから、DC法での加工設備が流用できなくなる。また、過剰Si量が0.12質量%を超えると、耐力が135MPaを上回り、DC材よりもスプリングバック量が大きくなるためである。つまり、過剰Si量が0.08質量%を超えて0.12質量%以下であれば、DC法によるスラブ圧延材と同等の塑性加工性を備えることができる。
(もっと読む)
連続鋳造装置
【課題】潤滑材を低減しても高速鋳造を安定して円滑に行うことができ、ブレークアウトや潤滑材反応生成物の発生も抑制し、鋳塊不良を大幅に減らす。
【解決手段】溶湯受部250内の合金溶湯255を鋳型201の一端から鋳型201内に供給してアルミニウム合金鋳造棒を製造する連続鋳造装置を、溶湯受部250と鋳型201の一端との間に配置され、溶湯受部250と鋳型201とを連通する注湯用通路211を有する断熱部材2(2a,2b)と、その断熱部材2(2a,2b)に沿って設けられ、注湯用通路211と一体の通孔を有する仕切り層2cとを備えて構成し、鋳型201を水平状に配置し、アルミニウム合金溶湯74のマグネシウムの含有量を0.5質量%以上、例えば、0.8質量%とする。
(もっと読む)
水平連続鋳造装置
【課題】潤滑材を低減しても高速鋳造を安定して円滑に行い、ブレークアウトや潤滑材反応生成物の発生も抑制して、鋳塊不良を大幅に減らす。
【解決手段】タンディッシュ250内の合金溶湯255を水平状に配置した鋳型201の一端から鋳型201内に供給してアルミニウム合金鋳造棒を製造する水平連続鋳造装置を、タンディッシュ250と鋳型201の一端との間に配置された断熱部材2(2a,2b)に形成され、タンディッシュ250と鋳型201とを連通する注湯用通路211と、鋳型201との間の位置関係を、注湯用通路内径下部位置が、鋳型内径下部位置に対して鋳型内径の8%以上上方となるようにし、鋳型201の一端寄りの鋳型201内周壁に設けられている潤滑材供給口を分岐して鋳型201の他端寄りにも設けて構成した。
(もっと読む)
注湯用ノズルおよび連続鋳造装置
【課題】溶湯との反応を防止して、高品質の鋳塊を長時間連続的に鋳造できる注湯用ノズルを提供する。
【解決手段】連続鋳造装置(1)の溶湯受部(10)と鋳型(40)との間に配設される注湯用ノズル(20)であって、少なくとも1つの注湯通路(21)を有し耐火物からなる筒形の本体部(22)を備え、この本体部(22)の注湯通路(21)に、熱伝導率が10〜30W/(m・℃)で溶湯と反応しない材料で構成されたスリーブ(23)が嵌装されている。
(もっと読む)
アルミニウム合金連続鋳造棒の製造方法、およびアルミニウム合金連続鋳造棒の製造設備
【課題】長期間連続でアルミニウム合金連続鋳造棒を効率よく製造することのできるアルミニウム合金連続鋳造棒の製造方法およびその製造設備を提供する。
【解決手段】非破壊検査方法における貫通型渦電流探傷検査工程1420で検出した欠陥の検出個数を予め設定した第1検出個数判定基準で比較し、また回転型渦電流探傷検査工程1430で検出した欠陥の検出個数を予め設定した第2検出個数判定基準で比較して、当該アルミニウム合金連続鋳造棒が何れの欠陥分布集合に分類されるかを求め、この各欠陥分布集合に分類されたアルミニウム合金連続鋳造棒の個数を、何れの欠陥分布集合に分類されるアルミニウム合金連続鋳造棒が多発しているかを判断する集合判定基準と比較して集合判定基準以上の欠陥分布集合を求め、その結果に基づいて、アルミニウム合金連続鋳造棒を得るための連続鋳造条件を制御する。
(もっと読む)
アルミニウム合金連続鋳造棒の製造方法
【課題】水平連続鋳造において、鋳肌の欠陥やブレークアウトの発生を抑えて良品質の鋳塊を安定して連続鋳造するアルミニウム合金連続鋳造棒の製造方法を提供する。
【解決手段】中心軸がほぼ水平に保持され、強制冷却手段203を有した筒状鋳型201を用いるアルミニウム合金連続鋳造棒の製造方法であって、Caを少なくとも0.003質量%以上含有するアルミニウム合金溶湯255を原料とし、溶湯温度と凝固温度との温度差と、筒状鋳型から引き出すアルミニウム合金連続鋳造棒の引出速度を制御することにより、中心角が少なくとも30度以上の側面の表面に厚さ20μm以上のSiリッチ組織部を有するアルミニウム合金連続鋳造棒を製造する。
(もっと読む)
アルミニウム合金連続鋳造棒
【課題】水平連続鋳造において、鋳肌の欠陥やブレークアウトの発生を抑えた良品質のアルミニウム合金連続鋳造棒を提供する。
【解決手段】中心軸がほぼ水平に保持され、強制冷却手段を有した筒状鋳型を用いる水平連続鋳造法で製造されるアルミニウム合金連続鋳造棒101であって、中心角103が少なくとも30度以上の側面の表面に厚さ20μm以上のSiリッチ組織部104を有し、表面粗さRmaxが50μm以下であって表面に鋳造後のピーリング工程によるツールマーク欠陥が残らないアルミニウム合金連続鋳造棒101。
(もっと読む)
アルミニウム合金水平連続鋳造棒の製造設備
【課題】長期間連続でアルミニウム合金水平連続鋳造棒を効率よく製造することのできるアルミニウム合金水平連続鋳造棒の製造設備を提供する。
【解決手段】アルミニウム合金用の原材料を溶解させてアルミニウム合金溶湯を得る溶解保持炉(熔解工程)101と、この溶解保持炉101からのアルミニウム合金溶湯中のアルミニウム酸化物および水素ガスを除去する溶湯処理装置(溶湯処理工程)201と、この溶湯処理装置201からのアルミニウム合金溶湯を鋳造してアルミニウム合金水平連続鋳造棒を得る水平連続鋳造装置(水平連続鋳造工程)301と、この水平連続鋳造装置301で鋳造したアルミニウム合金水平連続鋳造棒を定尺に切断する切断機構(切断工程)401とを有し、これらを連続して行う。
(もっと読む)
連続鋳造棒の超音波探傷検査方法および製造方法
【課題】連続的に鋳出されてくる連続鋳造棒に対して超音波探傷検査を行い、さらにこの検査方法を用いることにより高品質の連続鋳造棒を効率良く生産できる連続鋳造棒の製造方法の提供を目的とする。
【解決手段】鋳型(35)出口から水平方向に連続的に鋳出される連続鋳造棒(T)に対し、鋳型(35)出口直後において冷却水(C)を鋳出し方向に供給するとともに、冷却水(C)に超音波探傷検査用プローブ(42)を接触させて内部欠陥を検査する。例えば、鋳型(35)出口から下流側に離間して配置した堰状体(40)の貫通孔(41)に連続鋳造棒(T)を遊挿し、堰状体(40)で冷却水(C)の流れを妨げて貯留し、貯留した冷却水(C)にプローブ(42)を挿入する。
(もっと読む)
亜鉛ボール及び亜鉛ボールの製造方法
【課題】従来公知の製造技術では製造が困難である寸法の高品質の亜鉛ボールを製造することが可能な製造技術を提供する。
【解決手段】亜鉛棒Sを温間で転造することにより先端から所定間隔で切断し、亜鉛ボールBを製造する方法であって、転造する際に亜鉛棒の温度を70℃以上、180℃以下に設定する。
(もっと読む)
金属棒状材の製造装置、金属棒状材の製造方法、アルミニウム合金連続鋳造棒の製造方法および非破壊検査装置
【課題】簡便な方法で液槽内の気泡を確実に排除して信頼性が高く、安定した超音波探傷結果を得ることのできる非破壊検査装置を備えた金属棒状材の製造装置を提供する。
【解決手段】金属棒状材4の成形装置と、この成形装置で成形された金属棒状材4を検査する非破壊検査装置911とを有する金属棒状材の製造装置において、非破壊検査装置911が、液体924が収容された液槽912と、金属棒状材4を液槽912内の液体924中に浸漬通過させる搬送装置926Aと、液槽912内の液体924中に配置された支持部材915に設けられた超音波探触子922で液体924に浸漬している金属棒状材4を非接触で検査する超音波探傷装置と、気体を液槽912内の液体924中に噴出する気体噴出ノズル922とを有している。
(もっと読む)
1 - 20 / 35
[ Back to top ]