
Fターム[4E004SC01]の内容
Fターム[4E004SC01]の下位に属するFターム
溶湯レベル制御 (5)
溶湯流量制御 (5)
鋳造速度・ライン速度制御 (17)
鋳型ギャップ・板厚制御 (9)
Fターム[4E004SC01]に分類される特許
1 - 16 / 16
連続鋳造設備におけるガス吹込み異常検知装置、連続鋳造設備
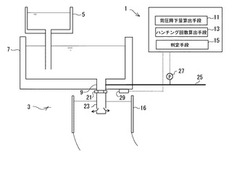
【課題】上ノズルからのアルゴンガス等の不活性ガス吹込みの異常を検知する装置及び該装置を備えた連続鋳造設備を提供する。
【解決手段】本発明のガス吹込み異常検知装置1は、複数個の取鍋5を順次交換してタンディッシュ7に溶鋼を供給すると共にタンディッシュ7の底部に設けられた上ノズル9から不活性ガスを溶鋼中に吹込みながら連続鋳造を行うに当り、不活性ガスの吹込み状況の異常を検知するものであって、交換前の取鍋5からの溶鋼供給時の背圧と、交換後の取鍋5からの溶鋼供給時の背圧とに基づいて背圧の降下量を算出する背圧降下量算出手段11と、背圧降下量算出手段11の算出結果に基づいてガスの吹き込み異常を判定する判定手段15とを備えたことを特徴とするものである。
(もっと読む)
連続鋳造装置、連続鋳造装置の製造方法および周波数設定基準表

【課題】連続鋳造装置において、装置構造の複雑化や部品点数の増加を招くことなく、製品品質及び製造効率を向上させる。
【解決手段】誘導加熱コイル18に供給すべき電力Pxを抜熱分を含み被溶解材料13を安定溶解させるに足る値に設定するとともに、溶解炉10の内径Dに誘導加熱コイル18に通電すべき電流の周波数の平方根√fを乗じた値D・√fを磁気ウォマスレイ対応値と定義して、この磁気ウォマスレイ対応値D・√fを周波数fを通じて、溶湯14を安定溶解可能とする範囲で最も小さい値である第1の値を上回るように設定した。
(もっと読む)
双ロール式薄板鋳造機のエッジダム水平振動制御装置及びその制御方法
【課題】双ロール式薄板鋳造機のエッジダムの振動制御装置及びその制御方法を提供すること。
【解決手段】本発明の技術的要旨は、双ロール式薄板鋳造機のエッジダムの振動を制御する装置において、振動板を振動波形にしたがって水平振動させ、前記振動板に結合したエッジダム耐火物を水平振動させる振動部と、前記水平振動のために振動波形を前記振動部へ出力するサーボバルブと、前記サーボバルブに振動波形を印加して前記振動部の水平振動を制御する制御部とを含んでなることを特徴とする双ロール式薄板鋳造機のエッジダム水平振動制御装置である。本発明によれば、鋳造状況に応じて振幅、振動数及び振動波形を可変的に制御し、サーボバルブ及び油圧シリンダーを用いてエッジダムを水平に振動させることにより、スカルを迅速に除去し、スカルの生成及び成長を抑制し、鋳造ロール又はエッジダムの破損を低減させて鋳造安定性を確保するうえ、良好な品質の鋳片を生産することができる。
(もっと読む)
マグネシウム合金鋳造材
【課題】塑性加工性に優れるマグネシウム合金鋳造材を提供する。
【解決手段】このマグネシウム合金鋳造材は、DASが0.5μm以上5.0μm以下である。この鋳造材は、マグネシウム合金を溶解炉で溶解し、得られた溶湯を湯だめに移送し、湯だめから注湯口を介して可動鋳型に溶湯を供給して凝固させる連続鋳造により製造される。溶解から鋳造に亘る工程において溶湯が接触する部分は、酸素の含有量が20質量%以下の低酸素材料にて形成された部材を用い、特に、凝固する際に急冷することで得られる。DASが上記範囲を満たすことで、このマグネシウム合金鋳造材は、塑性加工性に優れる。
(もっと読む)
双ロール式連続鋳造機のロール温度制御装置及び運転方法
【課題】外部冷却装置によるロールの冷却条件を制御して鋳片・凝固シェル厚さやロール熱変形のコントロールを可能とした双ロール式連続鋳造機のロール温度制御装置及び運転方法を提供する。
【解決手段】互いに逆方向に回転する一対のロール11a,11bの周面間に溶鋼14を供給し、各ロールの周面で凝固した凝固シェルを圧接してなる鋳片15をロールの周面間から引き出す双ロール式連続鋳造機10において、各ロールの周面を該ロールの外側から冷却水により冷却する外部冷却装置16a,16bと、外部冷却装置へ供給する冷却水の供給量を調整する流量調整弁17a,17bと、各ロールの温度状態を検出するロール温度状態検出手段としての鋳片・凝固シェル厚さ計測装置19と、鋳片・凝固シェル厚さ計測装置からの検出信号に基づいて流量調整弁を制御する制御装置18と、を備えた。
(もっと読む)
エッジ品質を制御するストリップ鋳造方法及びその装置
金属ストリップ連続鋳造方法は、横方向に位置決めされて相互間に薄鋳造ストリップを鋳造できるロール間隙を形成する鋳造表面を有する、一対の相互方向に回転可能な鋳造ロールと、ロール間隙上方に溶鋼を送給できる金属供給システムとを組立て、鋳造ロールにクラウン形状を持たせることにより鋳造ストリップのエッジから50mm以内の鋳造ストリップのエッジ部分をストリップ幅中央部分の鋳造ストリップよりも高温とし、鋳造域におけるロール間隙上方の鋳造表面に支持される溶鋼の鋳造溜めを形成し、ロール間隙の端に隣接した側部堰を制御して鋳造溜めを囲い込み、鋳造ストリップの各エッジから50mm以内の鋳造ストリップのエッジ部分がストリップ幅中央部分の鋳造ストリップよりも高温であるよう鋳造ストリップを形成することを含むことができる。  (もっと読む)
(もっと読む)
薄鋳造ストリップにおける熱流束の局部的制御方法及び装置
各鋳造ロールの鋳造表面に回転ブラシをロール間隙と鋳造域との間で接触させることにより各鋳造ロールの鋳造表面から酸化物を除去し、鋳造ロール表面に沿った若しくはロール間隙付近の鋳造ストリップ幅方向の区分の温度を割出し、鋳造表面に隣接して区分で割出された温度に対応して区分で調整される回転する清浄ブラシと鋳造域との間にガス送給して、製造されるストリップの品質を制御することを含む薄鋳造ストリップ連続鋳造方法及び装置。鋳造表面付近の回転ブラシと鋳造域との間へのガス送給は鋳造ロールに沿った少なくとも5区分で行うことができ、温度割出し段階は走査パイロメータ等により連続体で行うことができる。鋳造ストリップの温度割出しはロール間隙から0.2〜1mで行うことができる。  (もっと読む)
(もっと読む)
双ロール式縦型鋳造装置及び複合材料シート製造方法
【課題】溶湯液面の状態に左右されずに厚みと品質の安定した複合材料シートを安定して高速度で製造する装置及び製造方法を提供する。
【解決手段】間隔を空けて対向した2つの水冷回転ロール12、14上に溶湯16を受けるための堰20を設け、水冷回転ロール12、14の回転軸12A、14Aと平行な2つの板状の主堰22、24の下端が水冷回転ロール12、14の表面と接触又は2mm以下の隙間を形成し、主堰22、24の端をつなぐ横堰42、44の側面が水冷回転ロール12、14の表面と接触又は2mm以下の隙間を形成している双ロール式縦型鋳造装置。この装置でセラミック粒子を金属中に分散した金属基複合材の圧延シートを製造する。本発明は半凝固状態の材料を主堰とロールの円弧周面とで囲まれた領域内に注入し急速冷却により短時間で凝固を完了させることにより高速で連続的に品質の安定したシートを製造することができる。
(もっと読む)
Zr基金属ガラス板材
【課題】本発明は、結晶含有率が少ない寸法の大きなZr基金属ガラス板材を提供することを課題とした。
【解決手段】本発明のZr基金属ガラス板材は、Zr基金属ガラス板材のうちで、臨界冷却速度が10000K/sよりも低い材料において、厚さ0.5mm以上、2mm未満、幅100mm以上、長さ100mm以上であり、結晶含有率が30%以下であることを特徴とするZr基金属ガラス板材を提供することで上記課題を解決した。
(もっと読む)
アルミニウム合金鋳造板の製造方法
【課題】固液共存温度領域の広いAl-Mg 系アルミニウム合金の双ロール式連続鋳造方法であっても、板厚中心部の欠陥を抑制できる、アルミニウム合金鋳造板の製造方法を提供する。
【解決手段】双ロール式連続鋳造方法によって、Mgを特定量含む鋳造板厚が厚いAl-Mg 系アルミニウム合金鋳造板4 を製造する方法において、双ロール1 、2 のロール径をD(m) 、双ロール1 、2 の周速をv(m/s) 、溶湯3 がロール1 、2 に接触を開始した点5 、5 からキス点6 、6 までのロールの円周長さである凝固距離をs(m)、キス点6 、6 におけるロールギャップとして鋳造板4 の板厚をd(m)とした際に、これらが特定の関係を満足しつつ連続鋳造を行なうことである。
(もっと読む)
ロット計画立案方法、ロット計画立案装置、及びコンピュータプログラム
【課題】複数オーダーから設定された評価関数の値を厳密に最適にするロット計画を立案する。
【解決手段】先ず、ロット計画を立案するための変数と、変数の上下限制約、変数間の制約式、及び、評価関数を設定する。次に、評価関数の値を最適にする変数の実数値を算出し、既に得られている最良解より評価値が良く、変数の値が整数であれば、それらの変数と評価値を最良解として記憶し、変数の値が整数でなければ、変数の値を整数値に固定する処理を繰り返すことにより、評価関数の値を最適にするロット計画を立案する。
(もっと読む)
メルトスピニング法を用いた連続鋳造による帯状物質の製造方法
【課題】 連続鋳造による金属等の帯状物質を製造法において、板厚精度の高い製品の製造方法を提供する。
【解決手段】 ノズル4の流出口と冷却ロール5との間の間隙、ノズル4での融液圧力、ノズル4での融液温度、冷却ロール5の周速、並びに、冷却ロール5の冷却特性値である板厚影響因子群を用いた関数で帯状物質3の製品板厚を表すとともに、制御出力量を算出し、制御に用いる。
(もっと読む)
双ロール鋳造機を用いた薄鋳造ストリップ製造方法及び装置
連続鋳造による薄鋳造ストリップ製造システム及び方法を開示する。システムの含む双ロール鋳造装置が有する一対の鋳造ロール(22)は、横方向に互いに隣接配置して、金属ストリップを連続鋳造できる鋳造ロール間のロール間隙を形成する。別々の駆動モータ(320,330)を含む駆動機構は、駆動軸(311,312)を介し相互回転方向に鋳造ロール(22)を個々に駆動してストリップを鋳造ロール間のロール間隙に通すことができる。システムの制御機構は鋳造ロール(22)間の回転位置合わせ角度を変えて、鋳造ロールで造られるストリップのプロフィールに対する鋳造ロールの偏心の影響を減らすことができる。制御機構が含むモータ制御装置/駆動装置(340)は、鋳造ロール(22)から離反するストリップの厚みプロフィール変動を検出するストリップセンサ(370)からフィードバック信号(371)を受け、更に駆動軸(311,312)の角度位置を検出するセンサ(350,360)から得られる鋳造ロール角度位置ω1,ω2を示す信号(351,361)を受ける。  (もっと読む)
(もっと読む)
表面性状に優れた薄鋼板用連続鋳造スラブ鋳片およびその製造方法
【課題】 表面性状に優れた薄鋼板を得るための連続鋳造スラブ鋳片、およびこうしたスラブ鋳片を、スラグ改質剤を使用しなくても製造することのできる有用な方法を提供する。
【解決手段】 本発明の薄鋼板用連続鋳造スラブ鋳片は、連続鋳造法によって得られるスラブ鋳片であって、Al2O3,MgO,CaOおよびSiO2の合計を100%(質量%の意味、以下同じ)としたときに、Al2O3含有量が80%以上であり、長径が30μm以上のアルミナ系介在物で、鋳片表面からの深さが0〜15mmまでの表層に存在するものの個数が、鋼材1kg当り30000個以下である。
(もっと読む)
双ロール式連続鋳造機およびそのメンテナンス方法
【課題】 従来の双ロール式連続鋳造機においてロール表面のメンテナンスを行う場合、連続鋳造中にメンテナンスしていたので、回転するロール表面が連続鋳造部に接し終わってから次に接し始めるまでの間で、ロール表面の付着物をブラシロール等で取り除く必要があり、付着異物を完全に取り除くことはできなかった。
【解決手段】 所定隙間を設けて並設した2本のロール2と、2本のロール間の隙間上方に配置され、溶湯の湯溜り部を形成するタンディッシュノズル3とを備え、溶湯4がタンディッシュノズルから2本のロール間の隙間を経ることで薄板4aが連続的に鋳造される双ロール式連続鋳造機1であって、該連続鋳造機はロール表面のメンテナンスを行うブラシロール5を備え、ロール幅寸法Waはタンディッシュノズル幅寸法Wbよりも大きく形成され、前記タンディッシュノズルとメンテナンス部材とが同期して、ロールの軸方向へ移動可能である。
(もっと読む)
薄鋳造ストリップにおける熱流束の限局的制御方法及び装置
鋳造域より前に回転ブラシを各鋳造ロールの鋳造面に接触させることにより各鋳造ロール鋳造面から酸化物を除去し、鋳造面の、回転ブラシと鋳造域入口との間にガスを送給して酸化物が除去された各鋳造ロール鋳造面にガス層を形成する、薄鋳造ストリップの連続鋳造における熱流束の限局的制御方法及び装置。鋳造面の回転ブラシと鋳造域入口との間にガスを送給するのは、好ましくは、鋳造ロール軸線に沿った少なくとも3域で行なって酸化物の除去された各鋳造ロール鋳造面にガス層を形成する。各域に発射されるガスは異なる組成、混合、圧力、又はそれらを組合わせたものとすることができる。  (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]