
Fターム[4E014DB03]の内容
Fターム[4E014DB03]の下位に属するFターム
流れの規制 (29)
Fターム[4E014DB03]に分類される特許
21 - 40 / 57
ストレート凹み堰付浸漬ノズル
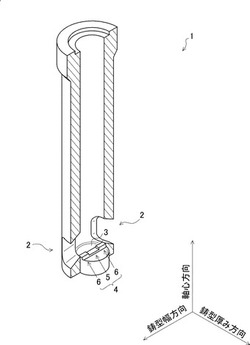
【課題】偏流が更に低減された浸漬ノズルを提供する。
【解決手段】内側底面3に、溶鋼吐出孔2の穿孔方向に対して平行に延びる第一整流突部4が設けられる。第一整流突部4は、その延在方向の中央に配される突中央部5と、軸心方向において突中央部5よりも突出する突端部6と、から成る。
(もっと読む)
鼓型凹み堰付浸漬ノズル

【課題】偏流が更に低減された浸漬ノズルを提供する。
【解決手段】内側底面3に、溶鋼吐出孔2の穿孔方向に対して平行に延びる第一整流突部4が設けられる。第一整流突部4はその延在方向中央において狭窄される。第一整流突部4は、その延在方向の中央に配される突中央部5と、軸心方向において突中央部5よりも突出する突端部6と、から成る。
(もっと読む)
連続鋳造用ノズル
【課題】内孔側耐火物層と外周側耐火物層の2層構造を備える管状耐火物構造体からなる連続鋳造用ノズルにおいて、軸方向の縦割れや横割れなどの損傷を防止すること。
【解決手段】内孔に面する内孔側耐火物層2とこの内孔側耐火物層の外周側に位置する外周側耐火物層1とを備える連続鋳造用ノズルにおいて、内孔側耐火物層2と外周側耐火物層1との間に、各耐火物層1,2の破壊強度を超えない剪断応力以下で各耐火物層1,2が相互に滑ることができる固体潤滑機能を有する潤滑層3と、内孔が溶融金属温度レベルの熱間で各耐火物層1,2が密着して厚みがゼロとなり、かつ内孔側耐火物層2の熱膨張による外周側耐火物層1への発生応力を外周側耐火物層1の破壊強度未満にするために必要な常温での厚みを有する空間層4とを設けた。また、内孔側耐火物層2と外周側耐火物層1との間に、潤滑層3と空間層4の機能を兼ね備える可縮性潤滑層5を設けた。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】首部の折損や亀裂の発生を防止することができる一体形浸漬ノズルを提供する。
【解決手段】溶融金属の導入孔1aのある上端面が平面であって、上端部分は板状の上部板状部分1となっており、上部板状部分1の下方には溶融金属流通経路である内孔2aを有する管状部分2が一体に形成されており、上部板状部分1の下面と管状部分2の上部はメタルケース4で覆われており、溶融金属の流量を制御する装置に、上部板状部分の相対する2側面1b,1bに接する下面を保持部として、スライド動作により着脱され、上部板状部分1の上端の平面は、その上方に設置された他の耐火物の下端の平面に加圧密着される連続鋳造用浸漬ノズル(一体形浸漬ノズル)において、管状部分2上部のメタルケースと上部板状部分1下面のメタルケースとに接合され、管状部分2上部のメタルケース4との接合部分を起点にして管状部分2から外方に延びる補強用リブ8を設置した。
(もっと読む)
鋼の連続鋳造方法
【課題】溶鋼にREMを添加してもノズルの閉塞が起こりにくい鋼の連続鋳造方法を提供する。
【解決手段】1または2以上のノズルを介して鋳型内に溶鋼を注入し、該鋳型下部から鋳片を連続的に引き出す鋼の連続鋳造方法において、前記溶鋼には0.0003質量%以上のREM(希土類元素)と、0.1質量%以上のAlとを含み、かつ、前記溶鋼中のREM濃度とAl濃度の比がAl/REM>20となるように調整し、しかも、前記ノズルの少なくとも1には前記溶鋼と接する内面の少なくとも一部にCaOを10質量%以上含有する耐火物が配置されている。
(もっと読む)
鋼の連続鋳造方法
【課題】溶鋼にREMを添加してもノズルの閉塞が起こりにくい鋼の連続鋳造方法を提供する。
【解決手段】1または2以上のノズル13、15を介して鋳型16内に溶鋼11を注入し、鋳型16下部から鋳片17を連続的に引き出す鋼の連続鋳造方法において、溶鋼11には0.0003質量%以上のREMが含まれ、かつ、介在物中のAl2O3濃度とREM−O濃度の比Al2O3/REM−Oが0.25以上となるように調整し、しかも、ノズル13、15の少なくとも1には溶鋼11と接する内面の少なくとも一部にCaOを10質量%以上含有する耐火物24が配置されている。
(もっと読む)
マグネシウム合金鋳塊の製造装置
【課題】表面品質を含めて優れた品質のマグネシウム合金鋳塊を機構上の無理なく得ることができる製造方法及び製造装置を提供する。
【解決手段】マグネシウム合金の溶湯を注湯ノズルの注湯口から鋳型内へ注入して凝固させることにより鋳塊とするようにしたマグネシウム合金鋳塊の製造装置において、外筒と内筒とが双方の間に空間を存してその上部でリング片を介し連結された2重構造のカバーケースと、該内筒の内周部に設けられた断熱筒と、該断熱筒の内側にて該内筒の軸線方向へ貫挿された注湯ノズルと、該注湯ノズルの外周部に巻かれたヒータと、該カバーケース及び該注湯ノズルの下方に配置された鋳型と、該鋳型のリング形の蓋体に前記カバーケースの外筒を臨んで設けられたシール材と、該カバーケースの昇降装置とを備え、昇降装置の作動により、カバーケースの外筒が鋳型の蓋体に設けられたシール材に対し摺動する状態で注湯ノズルと一体的に昇降するようにした。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】浸漬ノズルの吐出孔付近の耐スポーリング性を改善し、吐出孔付近から切断するような割れを防止することのできる浸漬ノズルを提供すること。
【解決手段】ノズル本体1の上下縦方向に設けられ、ノズル本体1の上端に設けられた溶鋼導入部2から導入された溶鋼が下方に通過する中空状の直胴部3と、この直胴部3の下部に設けられ、溶鋼を直胴部3の側面から横方向に吐出する左右一対の吐出孔4とを有する連続鋳造用浸漬ノズルにおいて、各々の吐出孔4につき、その内壁面の一部に吐出孔周囲のノズル本体用耐火物よりも熱伝導率が小さい耐火物の被覆層5を設け、この被覆層5による被覆部以外のノズル本体用耐火物の露出部6をノズル本体1の外面側に集中させた。
(もっと読む)
鋼の連続鋳造設備におけるノズル接合部のシール方法及びシール構造
【課題】ノズル内への空気の巻き込みを防止することができる鋼の連続鋳造設備におけるノズル接合部のシール方法及びノズル接合部のシール構造を提供する。
【解決手段】鋼の連続鋳造設備におけるノズル接合部のシール方法であって、前記ノズル接合部を非金属融体でシールしてノズル内への空気の巻き込みを防止した鋼の連続鋳造設備におけるノズル接合部のシール方法と、鋼の連続鋳造設備におけるノズル接合部のシール構造であって、不定形耐火物や難燃性材料からなるパッキング材9と、接合されるノズル接合面との間に、ノズル内への空気の巻き込みを防止する非金属融体10を保持させた鋼の連続鋳造設備におけるノズル接合部のシール構造。
(もっと読む)
連続鋳造用ノズル
【課題】使用前にはノズルの構造体としての強度が低下するることなく、使用後の廃棄処分時には容易に短尺化することができる連続鋳造用ノズルを提供すること。
【解決手段】ノズル本体1の外周表面に酸化防止膜3を形成した連続鋳造用ノズルにおいて、ノズル本体1の中心軸と直交する方向に沿った外周表面に酸化防止膜を形成しない帯状部分4を設けた。
(もっと読む)
難付着性連続鋳造用ノズル
【課題】ドロマイトクリンカーを含有ししかもカーボン量の少ない内孔体をノズル本体の内孔に配置する連続鋳造用ノズルにおいて、膨張代としての空間を設けなくても、予熱時や使用時に発生するノズル本体の押し割りを防止すること。
【解決手段】ノズル本体の内孔に内孔体が配置される連続鋳造用ノズルであって、内孔体の配合物が、ドロマイトクリンカーからなり、しかも内孔体の配合物の粒度構成が、粒度1mm超が10質量%以下(0を含む)、粒度0.5mm超1mm以下が30〜80質量%、粒度0.5mm以下が10〜70質量%であり、内孔体は配合物に有機バインダーを添加して混練後、成形し熱処理することで製造される難付着性連続鋳造用ノズル。
(もっと読む)
連続鋳造方法および浸漬ノズル
【課題】鋳造工程開始時に浸漬ノズルが熱応力により破損することを防止できる連続鋳造方法、および、この連続鋳造方法に使用される浸漬ノズルを提供する。
【解決手段】本発明の浸漬ノズルは、底部にモールド注入用の浸漬ノズルが設けられたタンディッシュに溶融金属を投入して連続鋳造を行う連続鋳造方法であって、少なくとも前記浸漬ノズルの吐出口を断熱材で覆い、当該浸漬ノズルを高周波誘導加熱により予熱する予熱工程と、前記予熱工程にて予熱された前記浸漬ノズルを介して前記タンディッシュから前記モールドに溶融金属を注入する鋳造工程と、を備えることを特徴とする。
(もっと読む)
ストッパー制御型浸漬ノズル
【課題】ドロマイトグラファイト質の耐火物を用いたアルミキルド鋼溶製用のストッパー制御型の浸漬ノズルにおいて、ノズル閉塞を抑制すると共にストッパーが接触する嵌合部の溶損を軽減させる。
【解決手段】浸漬ノズル13を浸漬ノズル本体15と嵌合部17とで構成し、浸漬ノズル本体15に形成した凸形部19を嵌合部17に形成した凹形部23に嵌合し、モルタル16により接続する。浸漬ノズル本体15は〔C〕25〜40質量%、〔CaO〕20〜50質量%、〔MgO〕10〜40質量%からなる耐火物で構成し、ストッパーが接触する嵌合部は〔C〕1〜10質量%、〔CaO〕40〜60質量%、〔MgO〕30〜50質量%からなる耐火物で構成する。
(もっと読む)
堰型湯溜り付浸漬ノズルを用いた低炭素鋼の連続鋳造方法
【課題】鋳型厚み方向の偏流を軽減し、凝固遅れ度を改善すると共に、優れた鋳片表面品質が得られる低炭素鋼の連続鋳造方法を提供する。
【解決手段】連続鋳造に用いる浸漬ノズル100の吐出孔2・2の形状を適宜に定める。例えば、浸漬ノズル100の縦断面(図16)において、前記吐出孔2・2の穿孔方向と、浸漬ノズル100の軸線に対して垂直な面Srcと、が成す角度θ4や、当該吐出孔2・2の開口面積を所定範囲内に設定する。上端における鋳型幅及び鋳型厚が適宜に設定された鋳型を用いる。また、鋳造速度Vc[m/min]を1.0〜2.4とし、過熱度ΔT[℃]を20〜45とする。更に、鋳型内電磁攪拌強度M-EMS[gauss]を0〜1200として鋳型内に注湯される溶鋼を電磁攪拌しながら連続鋳造する。
(もっと読む)
浸漬ノズルおよび連続鋳造方法
【課題】耐用性を向上できる浸漬ノズル、および、この浸漬ノズルを予熱する予熱工程を含む連続鋳造方法を提供する。
【解決手段】本発明の浸漬ノズルは、溶融金属の連続鋳造方法に使用される浸漬ノズルであって、少なくとも外周部のスラグと接触する部分が、ZrO270質量%以上と、FC(フリーカーボン)30質量%以下とを含んで構成された耐火物、あるいは、ZrO270質量%以上と、FC(フリーカーボン)20質量%以下と、ZrO2の安定化材を含む残部10質量%以下とを含んで構成された耐火物にて形成されており、高周波誘導加熱によって予熱されることを特徴とする。
(もっと読む)
鋼の連続鋳造用浸漬ノズル
【課題】 鋳片の清浄性を損なうことなく且つ連続鋳造操業の安定性を阻害することなく、溶鋼中のAl2 O3 による浸漬ノズルの閉塞を防止することができる連続鋳造用浸漬ノズルを提供する。
【解決手段】 上記課題を解決するための連続鋳造用浸漬ノズル1は、鋳型内に溶鋼を供給する連続鋳造用浸漬ノズルにおいて、MgOと、該MgOを還元するための成分として金属Al、金属Ti、金属Zr、金属Ce、金属Caの群から選択された1種または2種以上とを含有する耐火物材料5が、溶鋼と接触するノズル内孔2に配置され、且つ、前記耐火物材料は、浸漬ノズルの垂直方向に1〜50mmの間隔(L)を空けて配置されている。
(もっと読む)
連続鋳造用ノズル
【課題】ノズルの内周部に内筒3としてマグネシアライム系耐火物を用い、外周部に外筒2としてアルミナグラファイト耐火物を用いる連続鋳造用ノズルにおいて、内筒3の熱膨張に起因するノズルの割れを防止し、内筒3と外筒2との接触による耐火物溶損を防止することのできる連続鋳造用ノズルを提供する。
【解決手段】内筒3と外筒2とを有する連続鋳造用ノズルであって、ノズル下端部側の溶湯浸漬部22において内筒3と外筒2との間には非反応質層5が充填され(充填部20)、それ以外の上端側において内筒3と外筒2との間には非反応質層5と空間6とが配置(空隙部21)されてなることを特徴とする連続鋳造用ノズルである。空間6に替えて燃焼性材質層7としてもよい。これにより、ノズルの周方向・軸方向いずれも熱応力を緩和しつつ内筒と外筒との接触による溶損を防止し、ノズル内への介在物付着のない連続鋳造を可能にすることができる。
(もっと読む)
連続鋳造用浸漬ノズルの予熱方法及び予熱装置
【課題】コイルの寿命が長く、浸漬ノズルの劣化が少なく、多様な内径、外径を持つ浸漬ノズルを均一な温度で加熱できる連続鋳造用浸漬ノズルの予熱方法及び予熱装置を提供する。
【解決手段】連続鋳造設備11のタンディッシュ12から溶鋼を鋳型に注湯する浸漬ノズル13を、浸漬ノズル13の外周面に沿わせて配置した誘導コイル20、21によって、注湯前に予め加熱する際に、誘導コイル20、21の巻き心方向が浸漬ノズル13に対して交差するように、誘導コイル20、21を配置し、誘導コイル20、21で浸漬ノズル13を誘導加熱する。
(もっと読む)
連続鋳造方法
【課題】鋳片の角部における凝固遅れを抑制可能な連続鋳造方法を提供する。
【解決手段】鋳型1の内面に第1傾斜面2と第2傾斜面3とを設け、所謂2段テーパ鋳型とする。モールドパウダ6の、CaO成分及びSiO2成分の合計含有量を50wt%以上とし、F成分の含有量を11wt%以下とする。前記傾斜面2・3の傾斜率を、使用するパウダの塩基度や凝固温度に応じて設定する。浸漬ノズル5の溶鋼吐出孔5a・5aの孔面積を2500mm2以上6400mm2未満とする。当該溶鋼吐出孔5a・5aの吐出角を、水平を基準として、斜め下向きに10度以上35度以下とする。
(もっと読む)
浸漬ノズル
【課題】 連続鋳造のモールド中の溶鋼に浸漬される浸漬ノズルの内壁面にAl2O3を主体とした酸化物の付着を防止してノズル閉塞を防止した浸漬ノズルの提供。
【解決手段】 浸漬ノズル1の流下部内壁面3、分岐部内壁面4および吐出口内壁面5の浸漬ノズル1の内壁面全体の耐火物の表面に微小ディンプルを設けた。浸漬ノズル1の流下部内壁面3の最下部から分岐部内壁面4、吐出口部内壁面5にかけての介在物の付着および堆積も低減することができ、浸漬ノズル1のノズル閉塞防止の効果が発揮される。
(もっと読む)
21 - 40 / 57
[ Back to top ]