
Fターム[4E014DB04]の内容
Fターム[4E014DB04]に分類される特許
21 - 29 / 29
浸漬ノズル
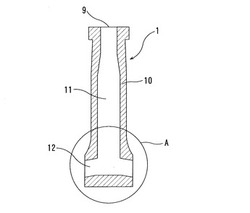
【課題】浸漬ノズルの吐出孔から流出する溶鋼流の減衰を抑制して、できるだけ長い距離に亘って意図した方向の流速を得ることのできる浸漬ノズルを提供すること。
【解決手段】上端に設けられた溶鋼の導入部9から溶鋼が下方に通過する上下縦方向にパイプ状の直胴部10と、この直胴部10の下部に設けられ、溶鋼を直胴部の側面から横方向に吐出する左右対称となる一対の吐出孔12とを有し、各吐出孔12の内壁面が、当該吐出孔12の中心軸の長手方向に平行であって、かつ45mm以上の長さを有する浸漬ノズルである。
(もっと読む)
浸漬ノズル

【課題】鋳造開始時におけるスプラッシュ現象を抑制すると共に、溶鋼吐出流の鋳型厚み方向の偏流を軽減可能な連続鋳造用の浸漬ノズルを提供する。
【解決手段】ノズル内側底面1の近傍に一対の対向する吐出孔2・2を穿孔し、前記ノズル内側底面1にはノズル径方向に延在する凹部4を凹設する。前記凹部4の長手方向の垂直断面は長方形を含む台形とし、その側辺4aを0度以上50度以下外側へ傾斜させ、その深さhと前記浸漬ノズル100の内径Dとの比は0.1≦h/D≦1.0の範囲内とする。当該垂直断面の下辺の幅yと前記吐出孔2・2の内周側開口端2a・2aの開口幅Yとの比は0.4≦y/Y≦1.0の範囲内とし、前記吐出孔2・2の穿孔方向と前記凹部4の長手方向との角度θ2と、当該穿孔方向と当該内周側開口端2a・2aの側辺と前記浸漬ノズル100の軸心とを結ぶ面との角度θ3と、の比は0≦θ2/θ3≦1.0の範囲内とする。
(もっと読む)
ノズル内移動溶融金属を電磁回転する連続鋳造装置
発明は金属、特にスチールの連続鋳造装置に関する。サブマージドノズル(8)を環状の電磁インダクタ(1)が囲み、鋳造軸の周りに磁場が回転し、溶融金属をその軸の周りで回転する。本発明の特徴とするところは、上記インダクタを磁場がそれを通る多相型とし、且つ位相毎に一対の突出極(3)から成るようにする。更に、ノズルと対向する各突出磁極の端部に、磁極端(4)間の距離を増大する側方狭細部(12)が設けられる。このようにして、インダクタは極めてコンパクトであり、極めて強力であり、ノズル内を流れる溶融金属に有効な回転を生じるように高周波一次電流を用いて、ノズルの中心部に強力な横行磁場を供給できる。発明は、側方に流出口のあるサブマージドノズルを用いた、スラブの連続鋳造に特に適している。  (もっと読む)
(もっと読む)
連続鋳造用浸漬ノズル
【課題】連続鋳造時に浸漬ノズルの内部を通過する溶鋼における渦流及び偏流発生を防止するとともに、ノズルの内壁に介在物が付着されない花模様断面を有する連続鋳造用浸漬ノズルを提供する。
【解決手段】連続鋳造工程時にノズルを通過する溶鋼の偏流及び介在物の付着を防止するために、所定区間で放射線状の円形溝部からなる花模様断面を有する内径区間が備わった連続鋳造用浸漬ノズルにおいて、前記花模様内径区間は、ノズルの上端から所定距離離れて形成され、前記花模様内径区間の終了地点には、花模様の最内郭部によって形成される内径より1.1倍〜1.5倍大きく形成された内径を有する拡大内径区間が形成されたことを特徴とする連続鋳造用浸漬ノズルを構成する。
(もっと読む)
動的安定化機能を有する浸漬式注入ノズル
本発明は金属溶湯の鋳造に用いる注湯管に関する。この注湯管は乱流や鋳型内の混乱を低減し、排出流を安定化、均一化する。注湯管の流出口には少なくとも1つの舌状部があって、その両側が少なくとも2つのスロットになっている。これらのスロットにより、相互対抗回転する複数の流れが生成し、それにより排出流が拡散して均一化する。これにより有害な非対称性やアルミナによる閉塞を低減できる。 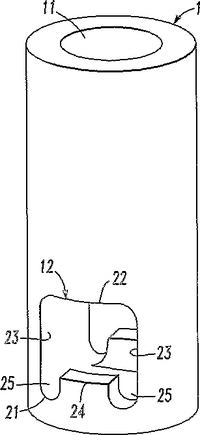 (もっと読む)
(もっと読む)
冶金学的容器の通過流量の調節方法及び冶金学的容器の底部ノズル
【課題】液体金属材料あるいは固体金属材料の品質を損なうことなく、簡単且つ信頼下にそれ材料の付着による底部ノズルのノズル詰まりを最小化する改善された技法を提供することである。
【解決手段】床1の内部にアッパーノズル3を設け、外側には鋼製のハウジング5を有し、アッパーノズル3の下方に液体金属の流量を調節するスライドゲート6を配置し、スライドゲート6の下方にはロワーノズル7が配置される。液体金属2が通過流れ孔9を通して液体金属容器8に流入し、温度センサー10がロワーノズルの外側位置で前記温度を測定する。温度センサー10は、圧力センサー11と共に、不活性ガス入口孔13から圧力制御体12を介して液体金属2内に供給されるアルゴン量を調節する。
(もっと読む)
連続鋳造用浸漬ノズルおよび連続鋳造方法
【課題】 断面が長方形のモールドを用いて電磁撹拌しながら連続鋳造するとき、鋳片に非金属介在物による欠陥が少なく、清浄度の高い鋼を鋳造することができる浸漬ノズルを提供する。
【解決手段】 ノズル先端側面に周方向の90度毎に吐出口3を配して計4つの吐出口3を均等間隔に配した浸漬ノズル1において、隣り合う90度毎の吐出口3の口径を相違する大きさとし、かつ、一つ置きの180度毎の吐出口3の口径を同一の大きさとし、これらの4つの吐出口3のうち小径である2つの吐出口3bの開口面積を大径である2つの吐出口3aの各開口面積の50%〜95%とした連続鋳造用の浸漬ノズル1。
(もっと読む)
連続鋳造用浸漬ノズル及びそれを用いた連続鋳造方法
旋回流付与浸漬ノズルのように複雑な機構を用いることなく、鋳型内流動の自励振動を抑制し、鋳片表層部の品質改善や高能率鋳造を可能にする連続鋳造用浸漬ノズルを提供する。円筒状の本体とその底部近傍の側壁に対向する一対の吐出孔とを有するノズルであって、ノズル横断面に投影された吐出方向に平行に延びた1本の尾根状突起を底部内面に有し、前記底部が最大深さ5mm以上50mm以下の滝壺状窪み形状であることを特徴とする第一の連続鋳造用浸漬ノズル、並びに、円筒状の本体とその底部近傍の側壁に対向する一対の吐出孔とを有するノズルであって、ノズル横断面又は縦断面に投影された吐出方向に対して垂直な吐出孔断面積が、出口に向かって減少していることを特徴とする第二の連続鋳造用浸漬ノズルがある。 (もっと読む)
鋼の連続鋳造用浸漬ノズルおよびそれを用いる鋼の連続鋳造方法
溶鋼の連続鋳造におけるノズル内孔部壁面へのAl2O3系介在物の付着をなくし、さらに、ノズル内孔内を流下する溶鋼流の偏流対策としての旋回羽根の効果を十分に発揮できる清浄鋼用連続鋳造用ノズルである。CaO/MgO重量比および見掛け気孔率を制御した耐火物によって構成し内層を3〜20mmの厚さで環状耐火物として設けた内孔に、旋回羽根を設置することで、内孔壁面および旋回羽根へのAl2O3系介在物の付着の防止と長時間に渡る溶鋼の偏流防止が効果的に実施でき、さらに上ノズルから旋回羽根上方位置間において不活性ガスを噴出させることで、Al2O3系介在物の浮上を促進して溶鋼への混入を押さえ、操業の安定と良好な高清浄度鋼品質が得られる。 (もっと読む)
21 - 29 / 29
[ Back to top ]