
Fターム[4E016CA08]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの機能、用途 (203) | 熱間圧延ロール (82)
Fターム[4E016CA08]に分類される特許
1 - 20 / 82
耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および熱間圧延用遠心鋳造製複合ロール
【課題】ロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材を提供する。
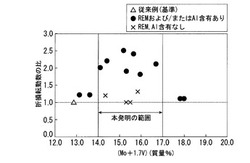
【解決手段】質量%で、C:2.3〜2.9%、Si:0.2〜0.8%、Mn:0.2〜1.0%、Cr:5.0〜7.5%、Mo:4.4〜6.5%、V:5.3〜7.0%、Nb:0.6〜1.5%を、14.0≦(Mo+1.7V)≦17.0(ここで、Mo、V:各元素の含有量(質量%))を満足するように含み、さらにAl:0.001〜0.03%および/またはREM:0.001〜0.03%を含有する組成を有し、炭化物を面積率で13〜40%含有する遠心鋳造製ロール外層材とする。これにより、表層の耐疲労性が顕著に向上する。また、このロール外層材に軸材を溶着一体化し、複合ロールとすることにより、表層の耐疲労性にも優れた、熱間仕上圧延用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
孔型圧延ロールの基準位置決定方法

【課題】圧延スタンドに配設された孔型圧延ロールの圧下位置調整のための基準位置を容易に決定でき、容易に圧下位置のキャリブレーションを行い得る孔型圧延ロールの基準位置決定方法を提供する。
【解決手段】圧延スタンド200には、圧下方向Yに垂直な方向Xに位置調整可能な2つの孔型圧延ロールR11,R12が配設されている。本発明に係る孔型圧延ロールの基準位置決定方法は、第3直線部L3を具備する孔型圧延ロールR11の第3直線部L3が、第4直線部L4を具備する孔型圧延ロールR12の第4直線部L4に一定の荷重下で接触するまで、第3直線部L3を具備する孔型圧延ロールR11又は第4直線部L4を具備する孔型圧延ロールR12を圧下方向Xに垂直な方向Yに移動させることを特徴とする。
(もっと読む)
熱間圧延H形鋼の製造方法、及びユニバーサルエッジャミルの竪ロール
【課題】多数のロールを使用することなく製品疵や寸法不良の発生を抑制しながら熱間圧延H形鋼を製造する。
【解決手段】H形鋼のウェブ高さ調整を行うユニバーサルエッジャミルを用いて熱間圧延H形鋼を製造する際に、前記ユニバーサルエッジャミルの竪ロールとして、両端にR部を介した多段テーパー加工を施された竪ロールを用いる。
(もっと読む)
熱間圧延用遠心鋳造製ロール外層材および複合ロール
【課題】耐摩耗性、およびロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、質量%で、C:2.2〜2.8%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%、Ti:0.002〜0.1%、Cu:0.01〜0.2%を、10.4<(Mo+V)≦12.5、および0.6≦(C−0.24V−0.13Nb−0.25Ti)≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れるとともに、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な遠心鋳造製複合ロールとなる。
(もっと読む)
ユニバーサル圧延機の竪ロール、ユニバーサル圧延機およびT形鋼の製造方法
【課題】T形鋼の熱間圧延に用いられるユニバーサル圧延機の竪ロール、ユニバーサル圧延機、および、それらを用いたT形鋼の製造方法を提供する。
【解決手段】ロール幅方向の両端部にロール軸を中心に自由回転する大径部を有し、中央部にはロール軸に対して偏心して取り付けられる偏心リングと、前記偏心リングの外側にベアリングを介して回転する小径部を有し、またはロール幅方向の中央部にロール軸を中心に自由回転する小径部を有し、両端部にはロール軸に対して偏心して取り付けられる偏心リングと、前記偏心リングの外側にベアリングを介して回転する大径部を有し、前記偏心リングのロール軸に対する取付位置が調整可能である竪ロール。この竪ロールをウェブ先端側に配置したユニバーサル圧延機。粗ユニバーサル圧延機の左右の竪ロールの一方でウェブの先端面を圧下し、他方でフランジをその板厚方向に圧下する際、ウェブ先端面を圧下する側の竪ロールに、大径部と小径部の段差量を調整することが可能な竪ロールを用い圧延する。
(もっと読む)
識別マーク付形鋼の製造方法および識別マーク付鋼矢板
【課題】圧延において形鋼へ識別マークを付す際に、刻設マークが形成された部分の圧延ロールの周速度と、この圧延ロールとの接触位置における形鋼の通過速度と、に速度差が生じる場合であっても、所定寸法の識別マークを形成することができる識別マーク付形鋼の製造方法を提供する。
【解決手段】圧延ロールに形成された刻設マークを形鋼に転写して、前記刻設マークと同形状の転写マークを形成し、この転写マークの圧延方向端部を圧延ロールで押圧することで、所定形状の前記識別マークを形成する構成とされており、刻設マークが形成された圧延ロールの周速度と、一対の圧延ロール間を通過する前記形鋼の通過速度と、の速度差を求め、この速度差から前記転写マークの圧延方向の変形量を予め算出し、前記刻設マークの前記圧延ロール周方向長さを、前記識別マークの前記圧延方向長さに対して前記変形量分だけ増加させておくことを特徴とする。
(もっと読む)
条鋼の圧延方法
【課題】生産性を損なうことなく表面疵を低減することができる条鋼の圧延方法を提供する。
【解決手段】複数の圧延機で断面積を順次減少させながら条鋼の圧延を行う圧延方法において、圧延材を断面各角部が曲面を有する角形状に成形し、成形された上記圧延材が圧延される次の孔型が平坦な溝底部を有し、その溝底部とフランジ部との間に上記圧延材の各角部を圧下する曲面からなる圧下部を有し、上記圧延材の角部曲面の曲率半径をr、上記圧下部曲面の曲率半径をRとするとき、R>rとなるように上記次の孔型を形成し、上記次の孔型の入側に上記圧延材を導入し、上記圧延材の角部を、上記圧下部によって対辺方向から圧下し、上記圧下部によって圧下された上記圧延材を、さらに次の孔型で断面丸形状または断面角形状に圧延することを特徴とする。
(もっと読む)
金属板の粗圧延機
【課題】4段圧延機構成とされ、かつ、一方向圧延を行う粗圧延機の最終スタンドにおいて、設備投資を削減したうえでロール間スキューが生じることを防止でき、先端のキャンバーを抑制した金属板の中間材(シートバー)を得ることが可能である金属板の粗圧延機を提供する。
【解決手段】操作側および駆動側の圧延方向出側面に、上下のバックアップロール2が上下のワークロール1に対し、入側に所定のオフセット量だけオフセット配置されるオフセット規制部材としての役割を有するシム5が取り付けられている上下のバックアップロールチョック7a、7bを備えた金属板の粗圧延機。
(もっと読む)
多ロールマンドレルミルおよび継目無管の製造方法
【課題】 マンドレルミルにおけるアンダーフィルおよびオーバーフィルを効率的に防止する多ロールマンドレルミルおよびこれを用いた継目無管の製造方法を提供。
【解決手段】小径管の製管段取において、ロールチョック部の干渉をなくし、孔型ロール間の隙間調整できる範囲を広げるため、「段取別ロールチョック部等の設計適正化」を図った多ロールマンドレルミルは、管材を圧下するロール孔型として複数の孔型ロール本体を具備し、これらを駆動するロール軸およびロールチョック部がそれぞれ配置された圧延スタンドを複数基備えるマンドレルミルであって、マンドレルミルの製管段取に応じて、孔型ロール本体に加えて、ロール軸およびロールチョック部のいずれか一以上を異なる形状の部品に交換することを特徴とする。アンダーフィル、オーバーフィルの防止に有効な延伸圧延装置である。
(もっと読む)
熱間圧延用遠心鋳造製複合ロール
【課題】耐摩耗性、およびロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、C:2.2〜2.6%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%を、10.0<(Mo+V)≦12.5および0.6≦(C−0.24V−0.13Nb)≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、さらにCo:0.1〜4%およびB:0.01〜0.06%を含み、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れるとともに、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
帯板製造設備とその方法
【課題】 一定幅の薄板スラブに発生する幅端部の凹凸形状を連続圧延中に容易かつ迅速に矯正して偏平形状の帯板を製造でき、設備コストの低減化が図れる帯板製造設備とその方法を提供する。
【解決手段】 上部に配置されるタンディシュ2から鋳造湯3を供給され一定幅のスラブ5を連続鋳造する双ロール又は単ロールの連続鋳造機6と、連続鋳造機の下流側近傍に配置されかつ一対の上下作業ロール7、8が軸線に沿って互いに反対方向に移動可能な単体の仕上圧延機11からなる。
(もっと読む)
薄い熱間ストリップを製造するための装置および方法
【解決手段】 本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための装置であって、このエンドレスプロセスが、先ず第一に、その鋳造機械内において薄スラブ3が鋳造される該鋳造機械2と、その圧延ライン内において上記薄スラブ3が鋳造工程の一次熱の利用のもとで圧延される、上記鋳造機械2の内の少なくとも1つの鋳造機械に後置された該圧延ライン4、5と、および、それら仕上げロールスタンド内において熱間ストリップ1がワークロール8でもって最終厚さへと圧延される、上記熱間ストリップ1の搬送方向Fにおいて後方の領域6内に設けられた多数の該仕上げロールスタンド7とを備える様式の上記装置に関する。エンドレスプロセス内における、薄い熱間ストリップの製造製造を改善するために、本発明において、仕上げロールスタンド7のワークロール8が、摩耗の少ないロール表面を有している。更に、本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための方法に関する。 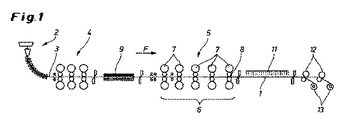 (もっと読む)
(もっと読む)
H形鋼用粗形鋼片の製造方法
【課題】スラブを、二重式圧延機によりドッグ・ボーン形状の中間材に圧延し、ウェブ相当部を、造形孔型により厚み圧下することによって、ウェブ部およびフランジ部を有する形鋼用粗形鋼片を製造する際に、造形孔型の圧延時におけるフランジ相当部の外面の噛み出しを防止して圧延能率を向上する。
【解決手段】造形孔型により中間材のウェブ相当部の厚み圧下を行う前に、中間材のフランジ相当部の外面に、tS×1.3<WR<tS×1.6を満足する幅WR、およびΔtw×(1/4)<YR<B×0.2を満足する深さYRを有する凹部を形成する。tSは鋼片の厚さを、Δtwは造形孔型圧延でのウェブ厚みの圧下量を、さらに、Bは中間材のフランジ幅を、それぞれ示す。
(もっと読む)
圧延用複合スリーブロール
【課題】スリーブロールとシャフトディスクとの滑りによるスリーブロールの摩耗を低減させて、安定した圧延を行える圧延用複合スリーブロールを提供する。
【解決手段】駆動力の伝達を受けるシャフトディスク3から与えられる摩擦力により回転し、熱間圧延を行う3ロール圧延機10に用いられる圧延用複合スリーブロール1であって、シャフトディスク3よりも先端側に突出している外層部5と、シャフトディスク3と接触する内層部6の側面1aの一部が、硬度80〜90Hsのハイス材7からなり、シャフトディスク3と接触する内層部6の内面1bの少なくとも一部が硬度65Hs以上である。
(もっと読む)
熱間圧延用遠心鋳造製複合ロール
【課題】耐摩耗性、およびロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、C:2.2〜2.6%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%を、10.0<Mo+V≦12.5および0.6≦C−0.24V−0.13Nb≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、さらにCo:0.1〜4%を含み、残部Feおよび不可避的不純物からなる組成を有し、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れるとともに、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
熱間仕上圧延機用ワークロール、熱間仕上圧延機列と圧延方法
【課題】本発明は、熱延鋼板の熱間仕上圧延において、ワークロールに発生するサーマルクラウンを抑えて、そのことにより、通板性が良好で安定した圧延と鋼板の形状品質の向上を可能とする熱間仕上圧延機用ワークロール、該ロールを組み込んだ複数の熱間仕上圧延機からなる圧延機列および該圧延機列による圧延方法を提供する。
【解決手段】仕上げ圧延機に組み込むワークロールは、炭素鋼製または合金鋼製の軸材、Fe−Ni合金製の中間層およびハイス系材料製の外層からなる複合ロールであり、ワークロールバレル部において、軸材はロール胴長方向の中央部の外周に凹部を有し、中間層は該凹部に形成されて、軸材と中間層とで円柱状をなしており、かつ中間層は胴長方向断面が台形状に形成されている。
(もっと読む)
駆動シャフト及びローラリングを備えるローラ並びにこのようなローラを組立てる方法
一方では一定の外径と一定の長さとを有する円筒形の外表面(6)を有する駆動シャフト(1)と、他方ではより短いローラリング(2)とを具備するタイプのローラであって、ローラリングが、硬い材料から作成される外部リング(4)と、外部リングと同軸であると共により延性のある材料から作成される内部リング(3)とを含み、内部リングが、一定の内径を有する円筒形の内面を含み、かつ一方では冶金的なやり方で外部リングに永続的に結合され、他方では、駆動シャフトから外部リングにトルクを伝達するために、駆動シャフトと回転方向に固く接続されるローラに関する。本発明によれば、駆動シャフトとローラリングとの間における、回転方向に固い結合作用は、締りばめ接合のみからなり、この締りばめ接合は、駆動シャフトの外表面と内部リングの内面との間で行われ、駆動シャフトの外径の少なくとも0.01%の締めしろを有する。  (もっと読む)
(もっと読む)
継目無管の製造方法
【課題】マンドレルミルによる延伸圧延工程で管の外面に生じ易い焼き付きを効果的に防止することができる継目無管の製造方法を提供する。
【解決手段】本発明に係る継目無管の製造方法は、下記の式(1)〜式(3)をそれぞれ満足する第1〜第3圧延スタンドで管を延伸圧延する工程を含むことを特徴とする。
第1圧延スタンドの孔型周長/第1圧延スタンド入側の管外周長≧0.92・・(1)
第2圧延スタンドの孔型周長/第1圧延スタンドの孔型周長≧0.95・・(2)
第3圧延スタンドの孔型周長/第2圧延スタンドの孔型周長≧0.95・・(3)
(もっと読む)
高合金継目無鋼管の製造方法
【課題】高合金継目無鋼管の穿孔時に発生する噛出しを防止する高合金継目無鋼管の製造方法を提供する。
【解決手段】900〜1250℃の温度域に加熱した高合金鋼ビレットを、表面粗さRmaxを150〜500μmの範囲に調整した主ロールを配したピアサで穿孔圧延する。比(ガイドロールの開度WG/主ロールの開度WR)は1.10〜1.20の範囲に調整するのが好ましい。また、主ロールの出口面とパスラインとがなす半角θRおよび穿孔プラグの圧延面とパスラインとがなす半角θPの差(θP−θR)は0〜3.0°の範囲に調整するのが好ましい。
(もっと読む)
熱間圧延用遠心鋳造製複合ロール
【要 約】
【課 題】耐摩耗性、およびロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、質量%で、C:2.2〜2.6%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%を、10.0 <(Mo+V)≦ 12.5、および0.6 ≦(C−0.24V−0.13Nb)≦ 1.3 (ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れるとともに、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
1 - 20 / 82
[ Back to top ]