
Fターム[4E024DD18]の内容
Fターム[4E024DD18]に分類される特許
1 - 20 / 20
クラスタ圧延機を用いる被圧延物の形状制御方法およびクラスタ圧延機の形状制御装置
【課題】本発明は、形状データより直接、有効成分を読み取って制御することで圧延材の板や条の平坦な形状得る。
【解決手段】軸方向に数分割された分割ロールを有し、各分割ロールを個別にもしくは圧延材の板幅方向の中央部に対して対称に圧下位置が調整されるバックアップロールを上下に有するクラスタ圧延機を用いる被圧延物の形状制御方法であって、圧延機出側に設けられた形状検出器により被圧延物の圧延方向の伸びを板形状として検出し、分割ロールの配置に応じて、被圧延物の板幅方向の各形状検出点を複数のゾーンに区分し、各ゾーンの形状偏差に対して、各分割ロールの操作量の重み付けを行い、ゾーン毎に形状検出器の検出値に基づいてバックアップロールの圧下量または開放量を計算し、その計算値に基づいてバックアップロールの圧下位置を出力して被圧延物の伸びを修正する形状制御方法を提供する。
(もっと読む)
帯板の平坦度を制御する方法と、そのための制御システム

【課題】平坦度制御を行って帯板を圧延機で圧延する方法を提供すること。
【解決手段】圧延機は、アクチュエータで制御可能な複数のロールを備える。この方法は、帯板の平坦度に関する平坦度測定データを受信するステップ(S1)と、帯板の基準平坦度と平坦度測定データとの差として平坦度誤差を求めるステップ(S2)と、調整平坦度誤差を、平坦度誤差と、アクチュエータの配置の組み合わせに関する重みであって、閾値を下回る平坦度影響係数を与える重みとに基づいて求めるステップ(S3)と、制御ユニットの調整平坦度誤差を利用してアクチュエータを制御することにより、帯板の平坦度を制御するステップ(S4)とを含む。上記方法を実行するコンピュータプログラム製品及び制御システムが、更に本明細書において提示される。
(もっと読む)
板圧延機の零点調整方法
【課題】短時間で高精度な零点調整が可能となり、圧延機の圧延時の板形状の推定精度を高めることができる板圧延機およびそれを用いた零点調整方法を提供すること。
【解決手段】上下両方のロールアセンブリーが、軸方向に3分割以上に分割された分割バックアップロールによってワークロールを支持する機構であり、上下少なくともどちらか一方の各分割バックアップロールには独立した荷重検出装置と圧下装置とが配置された板圧延機において、キスロール締め込みによって該板圧延機の零点調整を行う際、予め押し込み量と荷重分布変化量との関係式を作成し、前記関係式より、各分割バックアップロールの圧下位置修正量を計算し、その圧下位置修正量に基づいて各分割バックアップロールの圧下位置を制御することを特徴とする板圧延機の零点調整方法。
(もっと読む)
圧延機の主圧下変形特性同定方法
【課題】少なくとも上下一方のロールアセンブリが軸方向に3分割以上に分割された分割バックアップロールでワークロールを支持する機構を有し、各分割バックアップロールに夫々独立した圧下装置、荷重測定装置及び圧下位置測定装置を備えた圧延機において、ワークロール水平面内たわみが十分小さくなる最適な変形特性同定方法を供する。
【解決手段】変形特性同定の基準点のための分割バックアップロール合計荷重を仮定し、ワークロール水平面内たわみが十分小さくなる目標となる分割バックアップロール荷重分布を予め求めておき、圧延機キスロール状態で前記合計荷重まで締込み、締込み時の分割バックアップロール荷重を測定し、目標となる分割バックアップロール荷重分布との差から分割バックアップロール位置を修正し、目標となる分割バックアップロール荷重分布を実現させた分割バックアップロール圧下位置を変形特性基準点とする作業を各荷重水準で行う。
(もっと読む)
板圧延機およびその制御方法
【課題】下分割補強ロールに荷重検出装置を配備しない簡素な構成でありながら、広幅の圧延材を圧延する場合であっても幅方向反り形状不良を発生させることなく、しかも高精度、高応答な形状制御または板厚分布制御を可能とする板圧延機およびその制御方法を提供すること。
【解決手段】下作業ロールたわみの目標値を実現するための下分割補強ロール幅方向プロフィル制御装置の制御目標値を圧延条件に応じて演算し、これに基づいて幅方向プロフィル制御装置を制御する。加えて、上分割補強ロール荷重検出装置で測定された荷重検出値から圧延材〜作業ロール間の幅方向圧延荷重分布または幅方向圧延荷重分布と圧延機出側の幅方向板厚分布を推定し、所望の幅方向圧延荷重分布または幅方向板厚分布を達成するための上分割補強ロール圧下機構の制御目標値を演算し、これに基づいて上分割補強ロール圧下機構を制御する。
(もっと読む)
板圧延機およびその制御方法
【課題】圧延後に幅方向反り形状不良を抑え、良好な板形状を得ることができる板圧延機、およびその制御方法を提供する。
【解決手段】知能圧延機において、下作業ロールたわみの目標値を実現するための下作業ロールたわみ調整装置8の制御目標値を圧延条件に応じて演算し、その演算結果に基づいて下作業ロールたわみ調整装置8を制御する。また、上分割補強ロール1−1の荷重検出装置4による荷重検出値から圧延材〜作業ロール間の幅方向圧延荷重分布および/または当該圧延機出側の幅方向板厚分布を推定し、所望の幅方向圧延荷重分布または幅方向板厚分布を達成するための上補強ロール圧下位置制御装置14の制御目標値を演算し、その演算結果に基づいて上補強ロール圧下位置制御装置14を制御する。
(もっと読む)
圧延機の分割バックアップロールの変形マトリックス同定方法
【課題】少なくとも上下一方のロールアセンブリが軸方向に3分割以上に分割された分割バックアップロールでワークロールを支持する機構を有し、各分割バックアップロールに夫々独立した圧下装置、荷重測定装置及び圧下位置測定装置を備えた圧延機において、ワークロール水平面内たわみが十分小さくなる最適な変形特性同定基準点を供する。
【解決手段】変形特性同定の基準点のための分割バックアップロール合計荷重を仮定し、ワークロールの水平面内たわみが十分小さくなる目標となる分割バックアップロールの荷重分布を予め求めておき、圧延機のキスロール状態で前記合計荷重まで締め込み、締込み時の分割バックアップロール荷重を測定し、前記目標となる分割バックアップロール荷重分布との差から分割バックアップロール位置を修正し、目標となる分割バックアップロール荷重分布を実現させた分割バックアップロール圧下位置を変形特性の基準点とする。
(もっと読む)
圧延機の零調方法
【課題】少なくとも上下一方のロールアセンブリが軸方向に3分割以上に分割された分割バックアップロールによってワークロールを支持する機構を有し、各分割バックアップロールに夫々独立した圧下装置、荷重測定装置及び圧下位置測定装置を備えた圧延機において、ワークロール水平たわみが十分小さくなる最適な零調方法を提供する。
【解決手段】零調のための分割バックアップロール合計荷重を仮定し、ワークロールの水平面内たわみが十分小さくなる目標となる分割バックアップロール荷重分布を予め求めておき、圧延機のキスロール状態で前記合計荷重まで締め込み、締込み時の分割バックアップロール荷重を測定し、前記目標となる分割バックアップロール荷重分布との差から分割バックアップロール位置を修正し、当該ロール位置修正によって目標となる分割バックアップロール荷重分布を実現させた主圧下位置および分割バックアップロール圧下位置を零点とする。
(もっと読む)
板圧延機およびその制御方法
【課題】非定常部のない高精度、高応答な形状制御または板厚分布制御を安定して実現できる板圧延機およびその制御方法を提供すること。
【解決手段】圧延材3を挟んで対向配置される一対の作業ロール1,2の少なくとも一方に設置された分割補強ロール4によって前記作業ロールの少なくとも一方を直接支持する形式の板圧延機の制御方法において、分割補強ロール位置制御量Nの出力によって生じる他方の作業ロール系の変形量についても考慮して、分割補強ロール位置制御量Nを演算することを特徴とする板圧延機およびその制御方法。
(もっと読む)
ロール偏芯解析方法、及びロール偏芯除去装置
【課題】簡便且つ確実に上下偏芯成分を精度良く算出することができる、圧延機のロール偏芯解析方法、及びロール偏芯除去装置を提供する。
【解決手段】非圧延時にワークロール対W1,W2をキスロール状態としバックアップロール対B1,B2を所定回数回転させつつ1回転区間毎にフーリエ解析を行って第一偏芯除去制御値を設定する。バックアップロール対B1,B2におけるフーリエ解析の次数で規定される相対位相を180度ずらし、キスロール状態で第一偏芯除去制御値に基づき運転する圧延機10を所定回数だけ回転させつつフーリエ解析を行い、第一偏芯除去制御値を修正して第二偏芯除去制御値を設定する。相対位相をさらに180度ずらし、キスロール状態で第二偏芯除去制御値に基づき運転する圧延機10を所定回数回転させつつフーリエ解析を行い、第二偏芯除去制御値を修正して第三偏芯除去制御値を設定し、圧延機10のロール偏芯を解析する。
(もっと読む)
ゼンジミア圧延機における自動板厚制御方法及び自動板厚制御装置
【課題】被圧延材の形状に応じて形状制御操作したサドル位置に対応する部分の出側板厚が目標板厚からオフセットする現象を防止できるゼンジミア圧延機における自動板厚制御方法及びそれに用いる装置を提供するおよびそれに用いる装置を提供する。
【解決手段】As−Uロールによるロールクラウン調整機構を用い、形状制御操作を行う際に、As−Uロールのサドル位置に対応するワークロール間のロールギャップが変化する分を考慮して圧下操作指令量を決定するゼンジミア圧延機における自動板厚制御方法およびそれに用いる装置。
(もっと読む)
調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法
【課題】調質圧延鋼板の板幅方向の材質変動を予測し、抑制することができる調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法を提供する。
【解決手段】連続焼鈍炉1の出側に、鋼板幅方向に複数に分割されたバックアップロール9を装備する調質圧延機2を配置し、調質圧延機9における伸び率、張力、鋼板幅方向の圧延荷重の値と、鋼板の板厚、板幅とに基づいて調質圧延鋼板の幅方向材質予測を行う。また、得られた予測結果に基づいて連続焼鈍炉の徐冷炉および/または急冷炉の冷却手段18を幅方向に制御すれば、鋼板幅方向の材質バラツキを抑制することができる。
(もっと読む)
延性及び耐常温時効性に優れた冷延鋼鈑の製造方法
【課題】板幅方向の材質の均質性を確保することが可能な、延性及び耐常温時効性に優れた冷延鋼板の製造方法を提供する。
【解決手段】軸方向に3以上に分割された分割バックアップロールによってワークロールが支持され、分割バックアップロールに負荷される荷重を検出する荷重検出装置と各分割バックアップロールを独立して昇降させる圧下装置を設けた圧延機により、固溶C量と固溶N量の合計が0.0010%未満であり、板厚が0.3〜2.0mm、板幅が600〜2000mmである冷延鋼鈑に、伸び率が0.1以上0.8%未満の調質圧延を施す。
(もっと読む)
冷間圧延における形状制御方法
【課題】バックアップロールが摩耗しても、広範囲な圧延条件に対応して良好な形状の鋼帯を製造する。
【解決手段】摩耗によるバックアップロールのプロフィール変化量とバックアップロール使用時の圧延長の関係を定式化するとともに、バックアップロールのプロフィール変化量及びワークロールクラウンの変更量を変数とし、板端から距離が異なる複数の箇所について板幅中央に対する伸び率差の変化量を表す数式モデルを予め作成し、バックアップロール使用時の圧延長に対応して前記バックアップロールのプロフィール変化量とバックアップロール使用時の圧延長の関係式から予測されるバックアップロールのプロフィール変化量を前記伸び率差の変化量を表す数式モデルに代入し、摩耗によるバックアップロールのプロフィール変化に応じて伸び率差が変化しないように、適正なワークロールクラウンの変更量を算出し、ワークロールを交換する。
(もっと読む)
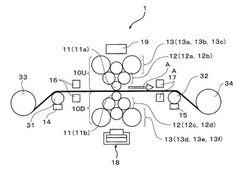
形状制御装置、及び形状制御方法
【課題】圧延速度が遅い場合でも摩擦抵抗に依存されることなく第1中間ロールを適正な位置にシフトさせAS−Uロールの撓み量に余裕を持たせて高精度な形状制御を行う。
【解決手段】形状制御装置2は、AS−Uロール11の撓み量と第1中間ロール13のシフト位置を制御し、ワークロール14への押圧力を制御しながら被圧延材15を形状制御する。このとき、第1中間ロール位置補正装置3が、被圧延材の形状実績、圧延速度、AS−Uロール11の撓み量、及び第1中間ロール13のシフト位置に基づいて第1中間ロール13のシフト位置を補正している。これによって、AS−Uロール11の撓み量が制限値に達しても第1中間ロール13が適正なシフト位置で形状制御を行うことができる。また、第1中間ロール位置設定装置4が過去の圧延実績データを保持して、その圧延実績データに基づいて第2のロールのテーパ位置を所望の位置に設定する。
(もっと読む)
差厚鋼板の圧延方法
【課題】 圧延作業能率の向上を図り、全長に渡って平坦度が良好な差厚鋼板を製造することができる差厚鋼板の圧延方法を提供する。
【解決手段】 少なくとも上、下いずれか一方の分割型バックアップロール20、50を構成する各分割バックアップロール21〜27、51〜57がそれぞれ独立した圧下装置301〜307、601〜607荷重測定装置321〜327、621〜627および圧下位置測定装置341〜347、641〜647を有する分割バックアップロール型板圧延機により差厚鋼板Pを圧延する。予め定めた設定荷重を全圧延荷重の目標値として圧延を開始し、設定荷重に到達した後の主圧下位置の変化を監視し、主圧下位置の変化に応じて全圧延荷重の目標値を変更し、変更した目標値に基づき主圧下位置および分割バックアップロール圧下位置を調整する。
(もっと読む)
板圧延機のロールプロフィール同定方法
【課題】2本以上のロールについてプロフィールを高精度で同定することができる分割バックアップロール型板圧延機のロールプロフィール同定方法を提供する。
【解決手段】ロールプロフィール同定方法が適用される板圧延機は、上あるいは下いずれか一方の分割型バックアップロール20、50でワークロール13、43を支持し、分割型バックアップロール20を構成する各分割バックアップロール21〜27がそれぞれ独立した圧下装置301〜307および荷重測定装置321〜327を備えている。2水準以上のワークロール軸方向シフト位置でそれぞれワークロール13、43をキスロール締め込みし、各ワークロールシフト位置水準で各分割バックアップロール21〜27の荷重を測定し、2本以上のロールについて荷重測定値に基づきロールプロフィールをそれぞれ同定する。
(もっと読む)
上下バックアップロール偏芯量検出方法及び板厚制御方法
【課題】 上下バックアップロールの偏芯量を上バックアップロールと下バックアップロールとについて高精度に分離して検出することができる上下バックアップロール偏芯量検出方法及び板厚制御方法を提供する。
【解決手段】 ワークロールの外乱量を複数回測定して、その外乱量のうちの2つについて、線形補間により下バックアップロール又は上バックアップロールの位相を合わせて、その差の値を算出し、算出された差の値について、上バックアップロールの回転数又は下バックアップロールの回転数を基本周波数としてフーリエ級数展開を行うことにより係数を求め、その係数に基づいて上下バックアップロールの偏芯量を分離して検出することを特徴とする。
(もっと読む)
金属板材の圧延設備
【課題】板幅にかかわらず板形状や板クラウンなどの板形状の制御性を改善するとともに、うねりやキャンバーのない良好な形状の金属板材を安定して製造することのできる圧延設備を提供する。
【解決手段】少なくとも上下いずれか一方に、ロール軸方向に3分割以上に分割した分割バックアップロール5〜8によってワークロール3、4を支持する機構を有し、分割バックアップロールを構成する分割ロールにそれぞれ独立に荷重検出装置9、10、圧下装置および圧下位置検出装置を設けた板圧延機1を備え、板圧延機入出側の少なくとも一方に被圧延材13に張力を付与する上下に対となったピンチロール2が配置された圧延設備において、ピンチロール2は胴部長さ方向の中心または円筒状中央部の端から胴部の端に至るまで胴部直径が漸減する形状となっている。
(もっと読む)
圧延機のロール偏心制御装置
【課題】 バックアップロール交換の際のメンテナンスの手間が掛からず、精度の良いロール偏心制御を実施できる圧延機のロール偏心制御装置を得る。
【解決手段】 上下ワークロール3、4の軸に対しギアを介して動作するモータMに取り付けられたパルスジェネレータ8と、荷重検出器6が検出した圧延荷重とパルスジェネレータが検出したパルスを入力し、各上下ワークロール及び各上下バックアップロール1、2に対応した圧延荷重データとして処理するコントローラ部12と、ここで処理されたデータにフーリエ変換を施して、ロール偏心による変動を検出し、どれにロール偏心が発生しているかを診断し、コントローラ部に出力するロール偏心診断装置13とを備え、コントローラ部は、診断結果を基にして、ロール偏心が発生しているロールに対して補償を行うように圧下装置を制御する。
(もっと読む)
1 - 20 / 20
[ Back to top ]