
Fターム[4E048BA04]の内容
Fターム[4E048BA04]に分類される特許
1 - 17 / 17
プレス成形体及びこのプレス成形体の製造方法

【課題】順送りプレスによって製造するプレス成形体(半製品又は仕掛品)において、外形状及び外形寸法に高精度が要求される小さな部品、例えば、軸心に対するブレが許されない回転体、とりわけ外径の小さな歯車などを製造する場合などに好適に採用可能なようにする。
【解決手段】帯板状のストリップ2からブランク10を打ち抜くことで当該ストリップ2に形成される抜き孔11に対して打ち抜き後の前記ブランク10を厚さの一部のみが前記抜き孔11の内周面に係合するようにプッシュバックさせることにより、前記ストリップ2の一方面には前記ブランク10を突出させた凸部3が形成され且つ前記ストリップ2の反対面には前記抜き孔11を前記ブランク10で閉ざした凹部4が形成されている。
(もっと読む)
立体金属部品の製造方法

【課題】本発明は、複雑形状の立体金属部品を低コストで容易に大量生産できる製造方法を提供することを課題とする。
【解決手段】本発明による立体金属部品の製造方法では、幅広長尺の金属シートの幅方向に前記金属部品の複数構成要素をプレス成形によりその一部が前記金属シートに接続された状態で形成する成形工程と、前記金属シートの進行方向と直角の方向に移動する圧入ダイ上に前記複数構成要素の各々を順番に抜き落として積層組み立てする組立工程とからなることを特徴とする。
(もっと読む)
拍車の製造方法
【課題】低コストで先鋭度の高い山型部を有する拍車の製造を可能にする拍車の製造方法を提案すること。
【解決手段】外周に、山型部14と谷部16とが交互に形成され、記録媒体の表面に接触し、記憶媒体の搬送動作に伴って転動する拍車10の製造方法において、一つおきの谷部16の対向する稜線部14A,14Aとなる部位を形成する第1の打ち抜き工程と、残る一つおきの谷部16の対向する稜線部14B,14Bとなる部位を形成する第2の打ち抜き工程とを具備し、第2の打ち抜き工程で形成する稜線部14Bが第1の打ち抜き工程で形成された稜線部14Aと交差するように形成され、もって山型部14の頂部が尖鋭に形成されることを特徴とする拍車の製造方法。
(もっと読む)
積層鉄心の製造方法および順送り金型装置
【課題】分割型積層鉄心を構成する複数の積層鉄心片を一括成形する際に、分割される各積層鉄心片の連結部の加工精度を向上させる。
【解決手段】分割型積層鉄心3の製造方法において、複数のステータコア片7の連結部4を所定の分割線5に沿って分割する分割工程を備え、少なくとも分割工程より前に、分割線の一端5a側がその周縁と交差する分割補助穴Hを打抜く工程と、分割線の他端5b側がその周縁と交差するスロットS2を打抜く工程とを実施するものとした。
(もっと読む)
フィルターの製造方法及び液体噴射ヘッド並びに液体噴射装置
【課題】フィルターの反りを抑制してフィルターの破壊を抑制することができるフィルターの製造方法及び液体噴射ヘッド並びに液体噴射装置を提供する。
【解決手段】パンチにより金属板51に複数の貫通孔を設けるフィルターの製造方法であって、軟質部材の上に載置された前記金属板51にパンチを貫通させて抜き打ち片を軟質部材の内部に押し込むことで、前記金属板51に前記貫通孔を穿孔する工程と、前記貫通孔を穿孔する工程の前に、前記金属板51を前記パンチの貫通方向に向かって当該パンチ側が凸となるように反らせるように圧延する工程と、を具備する。
(もっと読む)
CVTベルト用エレメントの打ち抜き加工方法
【課題】打ち抜き直後の板厚ばらつきを従来よりも低減できるCVTベルト用エレメントの打ち抜き加工方法を提供すること。
【解決手段】略三角形状の頭部81と、略長方形状の胴部82と、頭部81と胴部82とを繋ぐ首部83とにより構成されるCVTベルト用エレメント8を、帯状素材1から打ち抜き加工する方法である。略五角形状の領域よりなる島状部10が、連結部11のみを介して周囲の帯状素材1に連結された状態が維持され、連結部10以外の部分が周囲から切り離された状態となるよう島状部10の外周側に空隙部15を打ち抜き形成する予備抜き工程S1と、連結部11を残した状態で島状部10に打ち抜き加工を加えてエレメント8の形状を整える仕上げ抜き工程S4と、連結部11を切断してエレメント8を帯状素材1から分離する分離工程S5とを有する。
(もっと読む)
帯状材料から精密打ち抜き部品を製作する方法と装置
精密打ち抜き部品の外周に沿った不完全打ち抜きは、打ち抜きパンチ11および/または打ち抜きプレート5の特別に形成された打ち抜きエッジによって行われる。その際、精密打ち抜き部品1は少なくとも1つの部分的な接続部分において、帯状材料と相対的な高さ位置にある精密打ち抜き部品のほぼ上側平面または下側平面で、先ず最初は帯状材料2に材料結合的に接合された状態であるように、不完全打ち抜きが行われ、そして精密打ち抜き部品は帯状材料と共に、後続の離型段(エゼクタ)まで帯状材料の走行方向に移動させられ、この離型段において精密打ち抜き部品と帯状材料が、垂直方向の剪断力成分を加えずにかつ押し戻さずに、接続部分を破断することによって帯状材料の走行方向に対して垂直方向下方へ互いに分離され、この場合、離型された精密打ち抜き部品1が打ち抜きプレート9内の落下シュートを通って排出される。 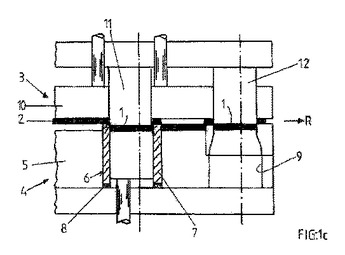 (もっと読む)
(もっと読む)
プレス成形方法及びプレス金型
【課題】バリ等の形成をさらに低減させて高精度なプレス部品を成形できるプレス成形方法及びプレス金型を提供する。
【解決手段】荒取り工程と半打ち抜き工程と打ち抜き工程とを順次行って、金属板1を打ち抜いて歯車2を成形する。荒取り工程は、金属板1を打ち抜いて、金属板1上の歯車2に成形される部品成形部11を囲む孔12を形成する。半打ち抜き工程は、荒取り工程が施された金属板1を半打ち抜きして、部品成形部11を突出させるとともに、部品成形部11の外縁部と母材との間にこれら部品成形部11と母材の双方よりも板厚の薄い板厚減少部14を該部品成形部11の全周に亘って形成する。打ち抜き工程は、半打ち抜き工程が施された金属板1の部品成形部11と板厚減少部14との間を破断させて、金属板1から部品成形部11を打ち抜く。
(もっと読む)
閉形状の枠を製造する方法
【課題】打ち抜き加工方法を連続的に作動させることによって、従前のパイプを製造する方法に比し、作業効率及び経済性に優れた閉形状の枠の製造方法を提供すること。
【解決手段】1個又は複数個の穴あけ用パンチ10を押圧方向先端に有しているプレス機1を板の移動方向に沿って複数段設け、当該穴あけ用パンチ10は、内側及び外側において閉形状を形成している二重の切断刃を備えており、前記板の移動に伴って、複数段のプレス機1を順次移動する板の同一部位に押圧することによって穴あけ用パンチ10の切断刃を当該同一部位に順次深く進入させながら、最終段階の切断刃によって当該板から打ち抜いて切断を行うことに基づき、前記課題を達成し得る閉形状の枠を製造する方法。
(もっと読む)
打ち抜き加工方法
【課題】
高品質なせん断面を得ることができ、かつ、歩留りを向上できる打ち抜き加工方法を提供すること。
【解決手段】
板材1の打ち抜き対象部2をプレス機10で打ち抜くための打ち抜き加工方法であって、板材1のうち打ち抜き対象部2に隣接する縁部3をプレス機の打ち抜き圧力Fを用いて圧縮するダイス11およびパンチ13でプレス機の加圧方向D1に圧縮することによって、加圧方向D1にパンチ13と圧接される桟4および加圧方向D1と直交する方向D2にパンチ13と圧接される縦壁5を縁部3に成形する予備成形工程P1と、縦壁5を加圧方向D1と直交する方向D2に拘束した状態で板材1の打ち抜き対象部2をダイス26およびパンチ21で加圧方向D1に打ち抜く打ち抜き工程P2と、を備える構成としたこと。
(もっと読む)
2つの部品、例えばインナー部品とアウター部品の製造方法
【課題】 材料のロスを少なくし、かつ、剪断面に亀裂が生じないように、2つの部品、例えば、インナー部品とアウター部品を製造する方法を提供する。
【解決手段】 アウター部品とそのアウター部品の内側に設けるインナー部品とが、剪断加工によって1つの出発材料から製造される。まず、出発材料がパンチとダイによって途中まで不完全の形に半ばまで剪断加工される。そのとき、剪断面に亀裂が生じない。剪断加工は少なくとも2段階に分けて行う。まず、最初の剪断加工で、インナー部品の半加工部の外周がアウター部品の半加工部の内周に部分的につながっている半抜き状態となる。次の剪断加工をする前に、半抜き状態にあるインナー部品の半加工部とアウター部品の半加工部について、軟化処理をする。軟化処理をしたインナー部品の半加工部とアウター部品の半加工部が、剪断面に亀裂を生じさせないまま、全体的に剪断加工をする。このようにして、インナー部品とアウター部品の抜き落しをする。
(もっと読む)
せん断品、せん断加工方法およびせん断工具
【課題】 製品であるせん断品に寸法変化や突起の発生などを与えることなくデバリ処理する。
【解決手段】 周縁に凸状の成形部2aが形成されたパンチ2を被加工材Mに押圧することで、被加工材Mのバリ発生位置の近傍に凹状の収容部11eを形成し、せん断によって生じたバリ11dを収容部11e側に曲げて収容部11e内に収容することで、デバリ処理する。
(もっと読む)
無段変速機用伝動ベルトのエレメントの製造方法
【課題】エレメントを形状よく打抜き形成し、またエレメント製造の各工程を一連の工程として行いエレメントを生産性良く製造する無段変速機用伝動ベルトのエレメントの製造方法を提供する。
【解決手段】使用にあってはV溝プーリの内側壁に接する傾斜部13、14が両側に設けられ、かつ下側部分に板厚が薄くなった板厚減少部15が形成されたサドル部11と、この上側位置に形成され、金属製の無端バンドを装着するバンド保持部12とを備えた無段変速機用伝動ベルトのエレメント10を、被加工板32から打抜き形成する方法において、被加工板32のエレメント打抜き予定位置34に、板厚減少部15に対応する減肉加工を板幅方向に行う機械加工工程と、機械加工工程で被加工板32に生じた内部応力を除去する焼鈍工程と、被加工板32からエレメント10の外形抜きを行う打抜き加工工程とを有する。
(もっと読む)
抜き加工装置及びその抜き加工方法
【課題】製品の剪断面を良好に維持することができるとともに、パンチとダイスとの干渉を回避することができる抜き加工装置及びその抜き加工方法を提供する。
【解決手段】板材を載置し得るダイス3が配設された下型1と、該下型1に対して近接及び離間可能な上型2と、該上型2に形成され、当該上型2が下型1に対して近接したとき、ダイス3上の板材の外形抜き加工及びその内側の孔明け加工を同時に行うとともに、孔明け加工によるスクラップB2を内部に保持し得るパンチ5とを具備した抜き加工装置において、パンチ5による加工でスクラップとなるべき板材の位置に予め所定形状の孔明け加工する予加工パンチ7を具備したものである。
(もっと読む)
積層体の製造方法およびその製造装置
【課題】正確に位置合わせができて積層不良の発生がなくなり、装置の機構や制御が複雑になることもない積層体の製造方法およびその製造装置を提供する。
【解決手段】帯状材料10に1からn番目の板材13〜16の形成部を割り当て、予め形成部にかしめ部18、19を形成し、加工ステーションに帯状材料10を送り込む第1工程と、1番目の板材13を外形抜きして分離押込み加工または非分離押込み加工し元に押し戻すとともに、2からn番目の板材14〜16を外形抜きし、上下対となる一方の外形抜き刃物23、27、31の内側に収容する第2工程と、帯状材料10を順次送って、1番目の板材13に2番目の板材14をかしめ積層し、以後順次n番目までの板材15、16をその一つ前の板材にかしめ積層する第3工程と、2からn番目の板材14〜16がかしめ積層された1番目の板材13を帯状材料10から切り離す第4工程とを有する。
(もっと読む)
プレス加工用金型装置及びプレス加工方法
【課題】ワークをダイから取り外すことなく複数種類のパンチによって複数種類の加工を高精度に行うことができるプレス加工用の金型装置及びプレス加工方法を提供すること。
【解決手段】ダイ11を具備する下型10と、複数種類のパンチ21を具備する上型20と、上型20を下型10に対してほぼ水平方向に移動させて、複数の加工停留位置に位置決めする上型送り手段30と、上型20を上昇及び下降させる上型昇降手段40と、下型10に立設されたガイドポスト51a,52a、及び複数の加工停留位置に対応して上型20に設けられガイドポスト51a,52aに嵌合する複数の受け穴51b,52bから成る金型位置決め手段50とを金型装置が具備する。
(もっと読む)
ブレーキディスク用ディスクブランクの製造方法
【課題】ディスクブランクの歩留まりの向上及びプレス加工機の小型化を実現する。
【解決手段】センター孔5aを形成された素材4をそのセンター孔を基準にして位置決めし、プレス加工機で素材の4つの角部分の1つである第1の角部分4aをプレス抜きする。順次第2・第3・第4の角部分4b・4c・4dをプレス抜きして、ディスクブランク5の外形の全周を形成する。1回のプレス加工で素材から抜き落とされる部分以外に広い部分が残るため、その広い部分を押さえ代として使用することができ、従来のように素材におけるディスクブランクの外側に押さえ代を確保する必要が無くなるため、抜きカスを最小限とすることが可能となり、材料の歩留まりを向上し得る。また、プレス加工を4回に分けて行うことから、1回に大きなプレス容量を必要とせず、プレス容量を小さくすることができ、プレス加工機を小型化し得る等、省資源化を好適に促進し得る。
(もっと読む)
1 - 17 / 17
[ Back to top ]