
Fターム[4E050CD07]の内容
金型の交換、取付け、製造 (1,478) | 金型交換の対象 (117) | その他 (20)
Fターム[4E050CD07]に分類される特許
1 - 20 / 20
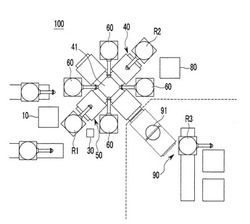
車両用パネルのローラーヘミングシステム
【課題】
車両用パネルのローラーヘミングシステムを開示する。
【解決手段】
アウターパネル及びインナーパネルをセッティングしたパーツをローディングするメリッジジグ、第1ハンドリングロボットのアーム先端に着脱可能に設置され、前記メリッジジグにローディングされたパーツを複数のクランピング手段で規制する規制パッド、互いに中心で交差する複数の運搬レール、車種別に仕様が異なるパーツに対応して前記複数の運搬レールのうちの設定された運搬レールに配置され、前記運搬レール上で前記中心と初期位置との間で往復移動可能に装着されて、前記規制パッドに規制されたパーツが定着する複数のヘミングダイ、及び前記各々のヘミングダイに対応して配置され、前記パーツの周縁をヘミング加工するヘミングローラーユニットが装着される複数のヘミングロボット、を含む。
(もっと読む)
プレス機の型点検機構

【課題】プレス機の信号を用いずとも、プレス機で用いる上型の押圧部材と下型の押圧部材の干渉を点検できるプレス機の型点検機構を提供する。
【解決手段】型点検機構2の制御手段20は、上側ピン12と下側ピン14の間隔が初期間隔にあるとき、上側ピン12と下側ピン14の干渉を点検する指示を受けると、型点検機構2の搬送手段21を作動させて、上側ピン12と下側ピン14の間に発色部材3をセットし(S1)、上側ピン12と下側ピン14の間隔が、発色部材3の厚みtよりもわずかに小さく、かつ、上側ピン12と下側ピン14が当接しない点検間隔dになるまで、上型11を下降させた後(S2)、上側ピン12と下側ピン14の間隔が初期間隔になるまでプレス機1の上型11を上昇させ(S3)、型点検機構2の搬送手段21を作動させて、プレス機1の上側ピン12と下側ピン14の間から発色部材3を取り出す(S4)、動作を行う。
(もっと読む)
被加工物の加工装置
【課題】被加工物の機種切替えに伴い、被加工物の多品種、小ロット生産に対応できるような被加工物の加工装置を提供すること。
【解決手段】加工されるパイプ材であるワークPWに対応して選択されたクランプ治具32が加工するための位置に移動するように第3移動機構によりクランプ保持装置29を移動させ、且つ複数種のパンチ治具8のうちの選択されたパンチ治具8を所定位置に移動するようにパンチ治具支持装置2の支持装置本体2Aを第1移動機構により移動させると共に前記所定位置に移動した前記選択されたパンチ治具8を前記ワークPWに加工するための位置まで第2移動機構により移動させて、選択されたクランプ治具32により保持された前記ワークPWに前記所定位置に移動した選択された前記パンチ治具8により加工をする。
(もっと読む)
金型交換装置及び金型交換方法
【課題】パンチ金型Pの取付不良が生じた場合に、パンチ金型Pのリトライ動作を実行して、パンチ金型の取付不良を自動的に改善する。
【解決手段】
収納されているパンチ金型Pをタレット5Uへ装着する金型交換装置9である。そして、アーム13に備えた把時手段11に把時されたパンチ金型Pを前記タレット5Uへ装着する最中に把持手段11への負荷状態を監視する監視部25aと、監視部25aの監視中に異常負荷を検知した場合に、パンチ金型Pの挿入動作を繰り返し実行する動作制御部25bとを備える。
(もっと読む)
ダイ取付機構及びダイ取付方法
【課題】ダイDの取付不良が生じた場合に、ダイDのリトライ動作を実行して、ダイDの取付不良を自動的に改善すること。
【解決手段】
上部プッシャ59及び下部プッシャ49の下降を開始してから所定時間を経過しても、上部検出センサ61及び下部検出センサ63からの検出信号が入力されない場合に、サブ下部検出センサ65からの検出信号が入力されるまで、下部プッシャ49による押圧力を増圧し、上部プッシャ59及び下部プッシャ49を一旦上昇させ、上部検出センサ61及び下部検出センサ63からの検出信号が入力されるまで、上部プッシャ59及び下部プッシャ49を再び下降させること。
(もっと読む)
金型交換方法
【課題】金型を交換するときに加工機、例えば、タレットパンチプレスの稼働停止時間の短縮を図ることにより、タレットパンチプレスの稼働効率を向上させることのできる金型交換方法を提供する。
【解決手段】金型交換装置35を用いることにより、ストレージ37の上、下部収容タレット71A,71B、73A,73Bから装着金型PSを取り出してバッファ機能を有する上、下部タレット11,15に装着し、上、下部タレット11,15に装着されている交換金型PCを取り出して上、下部収容タレット71A,71B、73A,73Bに収容する金型交換方法であって、上、下部タレット11,15に金型が装着されていない空きステーションSEを少なくとも1つ設け、金型交換装置35を動作させて上、下部タレット11,15の空きステーションSEに装着金型を装着した後、上、下部タレット11,15から交換金型PCを取り出す。
(もっと読む)
下型装着装置
【課題】打抜き加工用ダイと成形加工用ダイとの着脱交換が容易な下型装着装置。
【解決手段】パンチプレスにおける下型ホルダ3上に着脱可能に装着したダイホルダ7に形成したダイ装着孔15A内に、リフターカラー21Aを上下動自在に備え、このリフターカラー21A上にダイ17を着脱交換可能に載置して設けると共に前記リフターカラー21Aを所定高さ位置に上昇するためのリフターカラー上昇手段を前記ダイホルダ7に備え、前記リフターカラー21Aの下側へ出入自在な楔部材35を前記ダイホルダ7に往復動自在に備えると共に当該楔部材35を往復動するためのエアーシリンダ31を前記ダイホルダ7に備え、前記ダイ17から落下する打抜片を下方向へ吸引するためのエアー噴出孔27を前記リフターカラー21Aに備え、エアー源からのエアーを前記エアーシリンダ31又は前記エアー噴出孔27側へ切換え自在な切換弁を前記ダイホルダに備えている。
(もっと読む)
金型収納装置及び金型
【課題】折曲げ機用の金型の管理を容易に行うことのできる金型収納装置を提供する。
【解決手段】板材折曲げ加工機用の上下の金型11を収納するための金型収納装置1であって、前記板材折曲げ加工機に対する前記金型11の取付部11Aを係合支持する金型係合凹部25A〜25Gを、各金型11の長さに対応して複数備え、上記各金型係合凹部25A〜25Gに、当該金型係合凹部25A〜25Gに対応した金型11が係合支持されたことを検知するための係合検知センサ27A,27Bを備えると共に、上記係合検知センサ27A,27Bの検知動作を条件として前記金型係合凹部25A〜25Gに係合支持されている金型11に備えた工具情報媒体29A,29Bの情報を読み取るための工具情報読取手段31を、前記各金型係合凹部25A〜25Gに対応して備えている。
(もっと読む)
金型収納装置
【課題】板材の折曲げを行う折曲げ加工機用の比較的長い金型の収納,取り出しを容易に行うことのできる金型収納装置を提供する。
【解決手段】板材折曲げ加工機用の金型を収納するための金型収納装置であって、前記板材折曲げ加工機に対する前記金型45の取付部45Aを係合支持する溝状の金型係合凹部47を上面に備えた金型支持台49を備え、当該金型支持台49に支持されている金型45を持ち上げるために前記金型45の下側へ手を入れることのできる空間部59を備え、前記金型支持台49に備えた溝状の前記金型係合凹部47に沿って金型45の収納,取出しを行う金型出入部側に、前記金型係合凹部47に沿っての金型45の抜け出しを防止するストッパー部材51を備え、前記ストッパー部材51が前記金型係合凹部47に対向した部分に、前記金型係合凹部47に対して金型45が自重によって滑落可能な傾斜面51Sを備えている。
(もっと読む)
曲げ加工システム
【課題】 曲げ工程と圧入工程から成る加工を行う場合に、1台の装置で実施可能にすると共に、両工程の適性順序を予め決定し、更に、既存設備を利用することにより、それぞれの点で作業効率を向上させる曲げ加工システムを提供する。
【解決手段】 接近・離反する上下テーブル12、13とワークWを所定位置に位置決め自在なバックゲージを有する曲げ加工装置1において、上記バックゲージにより位置決めされたワークWに対して、圧入加工を行う一対の圧入金型AP、ADを上下テーブル12、13に設置すると共に、該圧入金型AP、ADに圧入金具を供給する圧入金具供給部5を設けた。
(もっと読む)
板材曲げ加工機
【課題】交換金型を複数備えて、それぞれの交換金型を選択して機敏に押え金型の下側に装着することが出来、多種の特殊な曲げ加工を自動運転により連続して行うことが出来る板材の曲げ加工機を提供することを目的とする。
【解決手段】相対的に開閉する押え金型と下金型との間に板材をクランプしつつ、側部から曲げ金型を板材に押し当てて曲げ加工する板材曲げ加工機であって、押え金型の下側にセットする交換金型を、装着してあるホルダと、ホルダを曲げ加工機本体にセット及び退避する装着装置と、ホルダを、装着装置に供給及び装着装置から引き取る金型ストッカ装置とを備えていることを特徴とする板材曲げ加工機とした。
(もっと読む)
タレット交換システムおよびパンチプレス
【課題】 タレットの着座不良が発生した場合に、その着座不良を解消することができるタレット交換システムを提供する。
【解決手段】 1つまたは複数のパンチ工具1を支持するタレット3が、着脱自在に装着されるタレット支持手段6と、このタレット支持手段6に対してタレットを着脱するタレット着脱機構61とを備える。装着されたタレット3がタレット支持手段6に正常に着座されたか否かを判定する着座判定手段76を設ける。着座面清掃手段92と、タレット装着リトライ制御手段77とを設ける。タレット装着リトライ制御手段77は、着座不良と判定されたときに、タレット着脱機構61によりタレット3を着座面から離れるように一旦退避させ、着座面清掃手段92に着座面を清掃させ、再度タレット3をタレット支持手段6に装着させる。マガジン8上のタレット支持手段18に対するタレット3の着座についても、上記と同様な制御を行うものとする。
(もっと読む)
縦型スピニングマシンの絞りローラ交換方法
【課題】絞りローラを容易に移動して交換することができる縦型スピニングマシンの絞りローラ交換方法を提供すること。
【解決手段】スピニングマシンの上部フレーム5の絞りローラ取付位置上と所要離れた対向位置上とにそれぞれ吊りフック6aと対向位置フック6bを設けるとともに、吊りフック6a及び対向位置フック6bから各々渡した索状体7により絞りローラRを吊り上げ、吊り上げた各索状体7の長さを調節することにより、絞りローラRを取付位置と対向位置との間で移動させるようにする。
(もっと読む)
金型の回転駆動装置
【課題】歯付きベルトの異常摩耗や破損をできるだけ防止し、ブランキングダイ等の金型の回転精度を維持することが可能な金型の回転駆動装置を提供する。
【解決手段】所定形状にプレス加工された鉄心片を金属条材から抜き落とし転積して積層鉄心を形成するブランキングダイ11からなる金型の回転駆動装置10であって、ブランキングダイ11に軸心を合わせて設けられた従動プーリ13と、従動プーリ13に歯付きベルト15を介して連結されブランキングダイ11に回転動力を与える動力源に連結された駆動プーリ14と、歯付きベルト15の一部に当接かつ押圧するテンションプーリ19を備えるテンション機構20とを有し、しかも、テンションプーリ19は歯付きベルト15にスプリング38、39を介して押圧される。
(もっと読む)
ヘミング加工方法及びヘミング加工装置
【課題】ヘミング加工装置をワーク全体の大きさに拘わらずに汎用的に適用する。
【解決手段】ヘミングを行う方向に沿うように第1溝52及び第2溝54を備えた移動金型18をロボット22で移動し、生産ライン14上の車両12におけるホイールアーチ部16に対して位置決め設定する。移動金型18は、クランプ機構58により車両12に取着させて位置決め固定される。第1溝52にガイドローラ32を係合させながら転動させ、ガイドローラ32に連動して移動するヘミングローラ30のテーパローラ38の錐面によってフランジ17を傾斜させる。次に、第2溝54にガイドローラ32を係合させながら転動させ、ヘミングローラ30の円筒ローラ40の円筒面によってフランジ17を屈曲させる。ヘミング加工後に移動金型18を車両12から離間させる。
(もっと読む)
曲げ加工装置並びに金型配列方法及び金型ストッカ選択方法
【課題】 金型の磨耗状態の均一化を図ることにより、通り精度が良い曲げ加工を行う曲げ加工装置並びに金型配列方法及び金型ストッカ選択方法を提供する。
【解決手段】 パンチPとダイDから成る一対の金型をストッカを介して格納する金型格納部2、3を有する曲げ加工装置1において、各ストッカ内の金型P、Dの使用回数を検出する金型使用回数検出手段20Eと、該検出された金型使用回数に基づいて、各ストッカ内の金型P、Dを、所定の順に並べ変える金型並べ変え手段20Fを有する。
(もっと読む)
ボルスター段替装置
【課題】
ピット部分を広げることなく、かつ床台車を装備することなくピット部の開口部を塞ぐことが可能なボルスター段替装置を提供することを目的とする。
【解決手段】
ピット3に設置したレール4を所望な高さに保持する架台18と、かつ、該ピット3の底部の両側に床板9が昇降可能な床昇降装置10を設け、搬送台車7のいずれかのステージ6がプレス機1の正面に位置する時に、ピット3の開口部側にある床昇降装置10の床板9を作業床2の高さまで上昇させることで、ピット3の開口部を塞ぐことが可能となる。
(もっと読む)
パンチ交換用治具
【課題】 作業者がパンチホルダを持ち上げることなく、パンチホルダの姿勢を変更できて、パンチの交換が簡単に行えるパンチ交換用治具を提供する。
【解決手段】 パンチが下面から着脱可能に取付けられたパンチホルダ1を、パンチの交換作業のために保持して姿勢変更する治具である。基台34に起倒回動自在に設置されて起立姿勢で前方からパンチホルダ1を縦向き姿勢に装着可能であり倒れ回動によってパンチホルダ1を横向き姿勢に変更可能なパンチホルダ反転部材31を設ける。パンチホルダ1が上面に載置可能でパンチホルダ反転部材31に対して前後に進退自在に設置され上面のパンチホルダ1を進出位置でパンチホルダ反転部材31に装着するスライドテーブル32を設ける。スライドテーブル32を載せて昇降させる上下シフト手段33を設ける。
(もっと読む)
スピニング機の金型交換装置及び該装置を備えたスピニング機
【課題】立形スピニング機の金型交換作業の時間短縮と安全性を確保する金型交換装置を提供すること。
【解決手段】立形スピニング機の本体の一部にスピニング機主軸と平行な方向に移動と回転可能な駆動部材を設け、該駆動部材に2段又は1段のスイングアームとスイングアームの端部に金型受台を取着して、金型をスピニング機の主軸上に搬入/搬出する。前記駆動部材として、ピストン軸に嵌合して回転及び摺動可能な油圧/空圧シリンダーを用いるか、ボールネジとそれに係合するナット筺を用いる。
(もっと読む)
トランスファプレスのワーク搬送装置とそれに用いるダイセット
【課題】簡易な装置構成で、ワーク保持具の段取り時間の短縮化と作業性の向上を図る。
【解決手段】ワーク搬送方向に沿うように配され、3次元方向に移動自在なトランスファバー13,14と、このトランスファバー13,14に着脱自在に設けられるフィンガ15と、下型が載置されるとともに、金型交換時には下型と上型とが重ねられた状態でそれら下型および上型をプレス本体2に対して搬出・搬入するダイセットと、このダイセットの両側部に設けられ、金型交換時にフィンガ15が載置される受台を備える構成とする。
(もっと読む)
1 - 20 / 20
[ Back to top ]