
Fターム[4E063DA01]の内容
Fターム[4E063DA01]の下位に属するFターム
上型 (41)
下型 (29)
回動(揺動)ダイ (58)
カム機構を利用する曲げ型 (43)
分割ダイ (20)
回転式多面型
可撓性ダイを有するもの (4)
Fターム[4E063DA01]に分類される特許
21 - 23 / 23
板材曲げ加工機
板材を下型と押え型の間にクランプして、上下及び左右に位置制御されたベンドビームに装着された曲げ型に形成したブレードにて曲げ加工する板材曲げ加工機である。
ベンドビーム(10)の垂直方向断面形状を略コの字形に形成し、この略コの字形の上部側に第1曲げ型(31)を取り付け、下部側に第2曲げ型(30)を取り付けるとともに、第1及び第2曲げ型の少なくとも一方の曲げ型に上方向と下方向の両方向に延在させたブレード(36)、(37)を形成した。ここで、当該横ベンドアーム(11)と、略垂直方向に配設された縦ベンドアーム(12a)の一端とを偏心軸(B軸)(14a)にて連結すると良い。  (もっと読む)
(もっと読む)
車体構成材の製造方法およびプレス加工装置
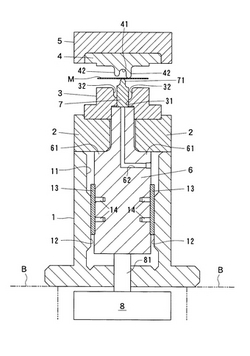
【課題】ワレの発生を極力回避しつつ複雑度の高い断面形状を有する車体構成材を製造可能な車体構成材の製造方法と、その方法の実施に適したプレス加工装置とを提供する。
【解決手段】プレス加工装置は、下型3、上型4、下型3によって両型の接近離間方向に出没可能に保持された可動入れ子7、及び、可動入れ子7を突出方向に付勢可能なダイクッション装置8を具備する。両型3,4間に金属板材Mをセットした後、下型3から突出した可動入れ子7を上型4で没入方向に押圧し、可動入れ子7と上型4とに挟圧される金属板材Mに対して谷部に相当する形状を付与する(第1付形工程)。続いて、ダイクッション装置8の設定クッション力S以上のプレス力Pでもって、上型4で可動入れ子7及び下型3を没入方向に押圧し、可動入れ子7を後退させつつ、両型3,4に挟圧される金属板材Mに対して二つの山部に相当する形状を付与する(第2付形工程)。
(もっと読む)
縦方向にスロットを有し、そして、異なる断面を有するいくつかの縦方向セグメントを備えている中空形材を、金属シートから製造する方法
本発明は、長さ方向に沿って異なる断面を備える中空形材を製造する方法に関する。前記形材は、ダイ中において、切断金属シート(5,6,7)1片から成形される。本発明によると、縦方向断面(8a,8b,9a,9b)の端部状に製造される凸形又は凹形ラウンディングが、移行領域(8,9)での材料過剰又は材料不足を引き起こし、それにより、前記移行領域(8,9)における成形の間に材料の薄化又は厚化を防止する。  (もっと読む)
(もっと読む)
21 - 23 / 23
[ Back to top ]