
Fターム[4E063DA03]の内容
Fターム[4E063DA03]に分類される特許
1 - 20 / 29
板材曲げ加工装置用曲げ角度検出装置
板材の加工装置、押圧金型および金型設置体
曲げ加工装置及び曲げ加工方法
【課題】高精度な曲げ加工を可能にする。
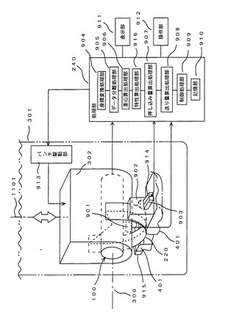
【解決手段】1対のダイ401、402上に被加工物220を載置し、パンチ302の押し込み量に応じた負荷を被加工物220の複数の曲げ加工位置に加えることによって被加工物220を所定形状に曲げ加工する際に、被加工物220の形状に関連するデータを光学式測定装置本体100で測定し、記憶部910に記憶した被加工物220の目標曲げ量を参照して、前記測定した形状に関連するデータに基づいて次回の曲げ加工におけるパンチ302の押し込み量を決定し、パンチ駆動部3が次回の曲げ加工においてパンチ302が前記押し込み量に対応する負荷を被加工物220へ加えるように処理部が制御する。
(もっと読む)
金属板のプレス曲げ装置およびプレス曲げ方法

【課題】Mg合金板等の延性の低い金属板を局部的に加熱してプレス曲げ加工する場合に、曲げ部位を局部的に加熱することが可能でかつパンチやダイ(たとえばヤゲンパンチやヤゲンダイ)を簡単に交換することが可能なMg合金板等のプレス曲げ装置およびこの曲げ装置を用いたプレス曲げ方法を提供する。
【解決手段】曲げ上型と曲げ下型を有する金属板1のプレス曲げ装置において、曲げ上型は、内蔵したヒーター10によってパンチ2を加熱する中間体3を有し、中間体10とパンチ2とが着脱自在に構成されている金属板1のプレス曲げ装置。
(もっと読む)
板材からスリット管を製造する方法及び装置
【課題】従来技術の欠点を有しない、板材(3)からスリット管(4;104)を製造する方法及び装置を提供する。特に、直径の小さな肉厚の管においても簡単に、再現可能な品質を備える円筒状のスリット管の製造を可能にする。
【解決手段】漸次成形される板材(3)に進入する上側工具(9)の長手方向軸線により規定される中央に関してそれぞれ左右で板材(3)の内面に作用する少なくとも1回の曲げステップで、他の曲げステップに比べて僅かな成形を行うことによって、まず非円形のプリフォーム(13)を備えるスリット管を形成し、その後、外側から非円形のプリフォーム(13)にその都度適当に、中央の両側の予め僅かに成形された領域(12a,12b)において作用する押し付け力(F)を加えることにより、完成したスリット管(104)を成形するようにした。
(もっと読む)
金属板の曲げ加工法、それに用いる加工工具、及びその曲げ加工法によって形成された曲げ加工品、並びに中間曲げ加工品
【課題】生産効率が高く、意匠性に優れた金属板の曲げ加工法、それに用いる工具、及びその曲げ加工法によって形成された曲げ加工品並びにその曲げ加工途中にある中間曲げ加工品を提供する。
【解決手段】金属板の曲げ加工法は、金属板1の曲げ部内側に、互いに平行に設けられた2本の凹部4,4と、これら凹部4,4の間に設けられた凸部5とを有するW溝2を成形する工程Aと、金属板1を挟んでW溝2の反対側の位置に、2つの変曲点を有し、且つ金属板1の表面と正接する曲線で構成される凸部3を成形する工程Bと、W溝2に沿って金属板1を折り曲げる工程Cとを有する。W溝2と凸部3は工具による塑性変形で形成され、生産効率が高い。また、曲げ部外側9に亀裂や皺が発生せず曲げ半径の小さい滑らかな表面となり、それに続く平面状の表面が強調されて意匠性が向上する。
(もっと読む)
車両フレーム部品、および車両フレーム部品の製造方法
【課題】車両フレーム部品の材料に非常に高い強度を有する高張力鋼板を選択する場合であっても、この鋼板に皺を生じさせてしまうことなく、綺麗に弓形に曲がる形状となる成形品とする。
【解決手段】連接部位30には、連接部位30の延在方向に沿って延びつつ2つの側壁部位21,25同士の間に向けて突き出す連接側突条部35が設けられている。センターフレーム20の材料に非常に高い強度を有する高張力鋼板を選択してセンターフレーム20として弓形に反らせて曲げられる形状に成形するような場合であっても、この成形により生ずる余分な肉余り部分を、連接側突条部35として2つの側壁部位21,25同士の間に向けて突き出させることができる。センターフレーム20として弓形に反らせて曲げられる形状に成形するような場合に、このセンターフレーム20として皺を生じさせないように肉余り部分を逃がすことができる。
(もっと読む)
曲げ加工装置
【課題】プレスブレーキの制御が簡単であり、なおかつ自由な折り曲げ角度を実現する曲げ加工装置を提供する。
【解決手段】ダイ121のV字溝127を利用した曲げ加工をする曲げ加工装置において、V字溝を挟む位置にV字溝と平行なピット(くぼみ)123a、123bを有するダイと、ピット位置と嵌合するピット部押圧部を有する第2のパンチ装置105と、V字溝と嵌合するV字溝押圧部103を有する第1のパンチ装置101と、から成り、折り曲げる素材111を第2のパンチ装置で押圧した後に、折り曲げる素材を第1のパンチ装置で押圧することを特徴とする。
(もっと読む)
波形鋼板成形方法及び装置
【課題】 成形に要する力を軽減させ、成形された波形鋼板に傷がつかないようにする。
【解決手段】 ベース1上に受け金物3の上方で油圧ジャッキ5により上下動させる可動ブロック4を備えた板曲げ装置2を設け、その両側に、板曲げ装置2の受け金物3よりも高い位置で成形用の鋼板7を上下方向の変位を拘束した状態で保持できるようにしてある一対の鋼板固定装置6を、板曲げ装置2に近接、離反する方向に移動可能に設ける。一対の鋼板固定装置6に成形用の鋼板7を保持させた状態で、その中間となる個所を、板曲げ装置2の可動ブロック4で押し下げて、成形用の鋼板7を、鋼板固定装置6における板曲げ装置2寄りの端縁部に沿わせて下向きに屈曲させると共に、可動ブロック4の両側端縁部に沿わせて上向きに曲げて、形成すべき波形形状の上側水平部aとなる個所と、下側水平部e及び2つの斜面部c,gを一度に形成させる。
(もっと読む)
形材及び開口部ユニット
【課題】 水平片と立設片とを有しており、円弧状に屈曲させてあるものであって、外観が良好な形材を提供する。
【解決手段】 水平片1と、水平片1の一方側端から上方に延びる立設片2とを有し、水平片1と立設片2とが交わる角部3を所定長さにわたり切り取った切取部4と、切取部4の中央から水平片1の他方側に寄った点を頂点とし、水平片1の他方側端を底辺とする略二等辺三角形状の第一切欠部5と、第一切欠部5の頂点から切取部4まで連通する第二切欠部6とを形成してあり、水平片1の一方側端を立設片2の下側に入り込ませつつ、第一切欠部5の対向する辺同士が当接する位置まで立設片2を円弧状に屈曲させてある。
(もっと読む)
曲げ加工用金型、これを用いた自動車用サスペンションアームの製造装置およびその製造方法
【課題】装置構成が簡単で安価であり、装置の設置面積を小さくできると共に、製造の自動化が可能な曲げ加工用金型、これを用いた自動車用サスペンションアームの製造装置およびその製造方法を提供する。
【解決手段】自動車用サスペンションアームの製造装置に用いられ、丸棒状素材20を曲げ加工して曲げ加工材21を作製するための曲げ加工用金型1であって、丸棒状素材20を載置する載置部3を備える曲げ下金型2と、曲げ下金型2に載置された丸棒状素材20を垂直方向に押圧する押圧部5を備える曲げ上金型4とからなり、載置部3および押圧部5は、曲げ加工材21の曲げ形状に沿った形状に形成され曲げ加工材21と接触する下金型接触部6および上金型接触部7を備え、下金型接触部6は、その中央部に曲げ加工材21と非接触で移動手段が曲げ加工材21を把持できる大きさに形成された溝部8を備える。
(もっと読む)
段曲げ加工装置および方法
【課題】一度の加工で段曲げ加工を行うことができ、製品の品質を向上させることができ、金型の寿命を長くすることができる段曲げ加工装置を提供する。
【解決手段】ダイ110の第一角部から第二角部まで連通する斜面と圧接の方向との振分け角度αと、板金の板厚tに対応したダイ110とパンチ120との圧接の方向に直交する相対的なシフト量δとが、
α=25°〜35°
δ=t(1−tanα)cosα
を満足する。このため、振分け角度が適切に設定されているので、段曲げ部の板厚の減少を低減することができ、シフト量が適切に設定されているので、スラスト量を減少させることができる。
(もっと読む)
チューブ曲げプレスにおいて板材から成るスリット入りチューブを製造するための方法とチューブ曲げプレス
【課題】成形すべきスリット入りチューブが真円でなくなることなく、短いサイクルタイムで、径の大きいチューブも得ることができる方法とチューブ曲げプレスを提供する。
【解決手段】チューブ曲げプレスが、ベースフレーム内に、横方向に間隔を置いて相並んで配設された2つの支持体2a,2bから成る下側工具と、垂直方向上から下側工具に向かって位置調整可能な、昇降可能な中心部材5に形成された上側工具4とを備え、上側工具4によって、曲げ荷重を板材1に加えることが可能であるチューブ曲げプレスにおいて、板材1が、全曲げ工程の間、下から上側工具4に向かって位置調整可能な荷重作用手段7によってクランプされて、上側工具4と下側工具2a,2b間に保持され、荷重作用手段7が、クランプを維持しつつ、上側工具4の曲げ荷重によって生じる板材1の曲げ半径の形成の進行に従って降下される。
(もっと読む)
金型支持装置
【課題】天井面板の両側に高さ寸法の大きな側面板を備えたワークの折曲げ加工を行うときに、前記側面板とダイホルダとの干渉を生じることのない金型支持装置を提供する。
【解決手段】プレスブレーキにおける下部テーブル3上に着脱可能なダイホルダ9の左右方向の寸法を、前記下部テーブル3の左右方向の寸法よりも小さく設け、このダイホルダ9上に着脱可能に備えたダイ13の左右方向の寸法を、前記ダイホルダ9の左右方向の寸法と等しく、又は前記ダイホルダ9の左右方向の寸法よりも長く設けてあり、前記ダイホルダ9は左右方向に複数に分割してある。また、前記ダイ13は左右方向に複数に分割してある。
(もっと読む)
弾性体型成形装置及び方法
【課題】押型により平板材の素材を介して加圧された成形用弾性体の、圧縮に伴うはみ出し変形を押型方向(内方)に強制し、素材を曲げ成形するための反力を確保することのできる弾性体型成形装置及び方法を提供する。
【解決手段】平板材6を曲げ成形するプレス加工用の弾性体型成形装置であって、上下方向に移動する押型3と、前記押型3に対向する下方に配置され、凹状空間を有する拘束ブロック5と、前記拘束ブロック5の凹状空間内に収納され、上面に前記平板材6が載置される成形用弾性体4とを備え、前記拘束ブロックの凹状空間を形成する幅方向両側壁は、上方に向かうに従って狭くなるような傾斜面5Aを有している。
(もっと読む)
ダイ
【課題】厚板を折曲げ対象とするダイにおいて、パンチと直接当接して原点位置決めを行うことのできるダイを提供する。
【解決手段】ダイ本体3に備えたV溝9の上部に、板状のワークWの折曲げ加工時にワークWと接触する傾斜した円滑なワーク接触面11A,11Bを前記V溝9内に突出して備えたダイ1であって、前記V溝9の底部に、パンチ先端を当接するためのV字形状のパンチ先端当接面15を備え、このパンチ先端当接面15における傾斜面15A,15Bは、前記ワーク接触面11A,11Bと同一平面の傾斜面17A,17Bに形成してあり、前記ワーク接触面11A,11Bの硬度よりも前記パンチ先端当接面15の硬度を小さくしてあり、前記ワーク接触面11A,11Bの幅寸法よりも前記パンチ先端当接面15における傾斜面15A,15Bの幅寸法を小さく形成してある。
(もっと読む)
プレスブレーキのダイ支持装置
【課題】薄板用のダイと厚板用のダイに共用することのできるダイ支持装置を提供する。
【解決手段】プレスブレーキにおける下部テーブルに取付けられるベースプレート3上においてダイ5A,5Bを支持するダイ支持ブロック7を、前後の第1支持ブロック9と第2支持ブロック11とに分割して備え、前記第1支持ブロック9の上面9Aと第2支持ブロック11の上面11Bとを同一高さの支持上面に形成すると共に前記第1支持ブロック9と第2支持ブロック11との接合部に、厚さの薄いダイ5Bを係合支持するダイ係合溝21を備え、かつ前記第1,第2の支持ブロック9,11における前記支持上面9A,11Bに支持された厚さの厚いダイ5Aを締付けるための締付ジョー23を第1,第2の支持ブロック9,11にそれぞれ備えている。
(もっと読む)
プレス曲げ加工用工具
【課題】簡易な金型構造で金属板を断面略ハット形に曲げ加工し、断面略ハット形の金具の製造コストの低減を図る。
【解決手段】この曲げ加工用工具では、上型1が下端に加圧面119を有する上型本体11、下端に加圧面125を有する上型アタッチメントブロック12、及び下端に突状加圧部134を有する上型形状ブロック13、の3分割部品で構成され、下型2が上端に加圧面216を有する下型本体21、及び上端に加圧面224を有する下型アタッチメントブロック22、の2分割部品により構成される。
(もっと読む)
プレス成形用の金型、プレス成形方法、及びハット型形状の成形品
【課題】金型を複雑化することなく、スプリングバックの発生を大幅に低減可能なプレス成形用の金型、プレス成形方法、及びハット型形状の成形品を提供する。
【解決手段】平板状の被加工材F0を、容器部本体とその容器部本体に連続するフランジ部とを備えたハット型形状の成形品に成形するためのプレス成形用金型である。雌型3と、雌型3の凹部内に相対的に挿入して上記容器部本体を成形するポンチ4と、ポンチの外周に配置されて雌型の凹部外側に形成された押え面と対向するブランクホルダ5と、を備える。上記ブランクホルダ5に対し、成形途中で被加工材の端面に当接して当該端面の外側への移動を拘束する拘束部6を形成した。
(もっと読む)
曲げ加工装置、曲げ加工方法
【課題】 金属部材の曲げ加工における反りとうねりを低減する。
【解決手段】 一対のダイ1とノックアウト金型3にワークWを載せて、パンチ2を下降させることにより、ワークWを箱形状に曲げ加工する。曲げ加工後の内部応力によって発生する反りを低減するために、ノックアウト金型3の表面に、曲げ稜線に平行な方向の、端部の摩擦低減領域の幅が中心部における摩擦低減領域の幅より大きくし、加工時のノックアウト金型各部の摩擦の分布を改善する
(もっと読む)
1 - 20 / 29
[ Back to top ]