
Fターム[4E063DA06]の内容
Fターム[4E063DA06]の下位に属するFターム
回動(揺動)カムを有するもの (18)
Fターム[4E063DA06]に分類される特許
1 - 20 / 25
端子曲げ加工装置および半導体装置
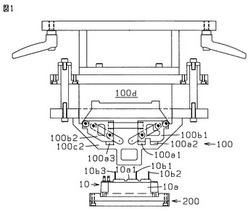
【課題】表面を傷つけることなく、外部導出端子を90°折り曲げる。
【解決手段】半導体装置10に相対的に固定された側板100c1,100c2に対して押し下げ部材100dを下向きに移動させ、押し下げ部材100dの押し下げ面100d1aによって支持部材100b1の当接部100b1b3,100b1c3を押し下げ、姿勢を維持したまま、支持部材100b1および押し当て部材100a1を側板100c1,100c2のガイド溝100c1a,100c2aに平行に斜め下向きに移動させ、押し当て部材100a1の側面100a1bを、鉛直方向上向きに延びている外部導出端子10b1に当接させ、次いで、外部導出端子10b1が折れ曲がり始めると、押し当て部材100a1の橋絡面100a1cを外部導出端子10b1に当接させ、次いで、押し当て部材100a1の下面100a1aが外部導出端子10b1に当接する時に、外部導出端子10b1の折り曲げ角度が90°になる。
(もっと読む)
プレス金型

【課題】
負角部を有するプレス製品を離型する際に、プレス製品を変形させる虞をなくし、容易に離型することを可能とする。
【解決手段】
直角曲げ加工を行う直角曲げ刃と負角曲げ加工を行うスライドカムとを有する上型と、前記直角曲げ刃に対応する固定ダイとともに、前記スライドカムに対応する負角成形部分を独立させた可動ダイ及び前記スライドカムを案内するドライバーカムを有する下型と、直角曲げフランジ端面に当接してワークを下型から抜き出すパネルリフターとで構成し、ワークをプレス成形した後、直角曲げフランジ部分を前記パネルリフターにより離型方向へ移動させてワークを持ち上げるとともに、前記可動ダイを前記パネルリフターに同期させて離型方向へ移動させてワークを負角成形の加工方向とは逆方向に取り出すようにした。
(もっと読む)
カウンタカム装置
【課題】本発明は、カウンタカム装置に関し、従来の突き上げカム装置において加工時の反力による、ホルダユニットを外側に広げようとする悪影響があることが課題であって、それを解決することである。
【解決手段】移動金型の降下によって押し下げられるドライバユニット5と、該ドライバユニットの下方向移動を伝達する円弧型移動伝達部材2と、該円弧型移動伝達部材の端部が後端部に連結されて所定方向に往復移動されるとともに先端部に工具を固着する工具取付面を有する上下スライドユニット6と、前記円弧型移動伝達部材を摺動曲面が形成された曲面摺動部でガイドし且つ支持するホルダユニット3とを少なくとも有して成るカウンタカム装置1とするものである。
(もっと読む)
金属板の曲げ加工方法
【課題】金属板の屈曲部における板厚を小さくすることなく、当該屈曲部の最小曲げ半径を小さくする。
【解決手段】この金属板の曲げ加工方法は、パンチ10と曲げ刃20とで金属板1の曲げ加工を行なう金属板の曲げ加工方法であって、曲げ刃20が金属板1に当接しながら移動することによって金属板1を曲げて屈曲部1aを成形する際に、曲げ刃20は、屈曲部1aの中央位置を通過する時点で、パンチ10と曲げ刃20との最小距離Lが、式(1)を満たすように移動する。
1.0≦L/t≦1.2・・・(1)
ただし、tを金属板の板厚[mm]とする。
(もっと読む)
干渉防止用案内カム機構
【課題】本発明は、干渉防止用案内カム機構に関し、従来のダブルカムやロータリーカムにおける、金型のスペースが大きくなることや加工が複雑でコスト高となることが課題であって、それを解決することである。
【解決手段】ワーク2の負角形成部を曲げ加工する曲面を有するダイス側の案内カム3を、この案内カムの下部に横架されて当該案内カムを軸支する2本のシャフト4とプレス金型における下型に一端部を回転自在に支持され揺動する2本のリンクプレート5,5の他端部とをそれぞれ回転自在に連結し、前記2本のシャフトの内の一方のシャフトに係合して該一方のシャフトを進退移動させる、若しくは前記案内カム3の本体に係合して当該案内カム3を進退移動させる進退装置6を設けて、前記ワーク2の負角形成部から待避可能にするとともに、前記案内カム3が負角成形位置に進出した後に当該案内カム2を位置固定して成形力を負担する案内カム固定装置8が設けられている干渉防止用案内カム機構1とする。
(もっと読む)
パンタグラフ式ジャッキのアッパアーム又はロアアームの製造装置
【課題】アーム側面の曲げ工程の前に、アーム側面にフランジやリブ等を形成することができる、パンタグラフ式ジャッキのアッパアーム又はロアアームの製造装置を提供すること。
【解決手段】凹部211が形成された下型210と、少なくとも2分割された型状部300a,300bとを有し、下型210の凹部211の上方にアーム形状板Wが搬送されるとほぼ拡大状態の上型300の型状部300a,300bによりアーム形状板Wを押して凹部211内に移動させ、アーム形状板Wの両側面を曲げ加工し、アーム形状板Wの両側面を曲げ加工後、型状部300a,300bを拡大状態から縮小状態に戻して上昇させる。
(もっと読む)
曲げ加工機
【課題】煩雑な作業を要することなく、製品の加工精度のバラツキを少なくすることができるようにする。
【解決手段】互いに揺動自在に枢支された第1レバー10及び第2レバー11を備えると共に、第1レバーに枢支されつつスライド可能な第1枢支部材12、及び、第2レバーに枢支された第2枢支部材13を備えたトグルリンク機構4と、第1レバーと第2レバーとを開脚させるよう両レバー同士の枢支点9aを押圧する押圧機構5と、第1枢支部材によって被加工部材Bに押し付けられる曲げパンチ3と、常時は第2枢支部材に当接して第1枢支部材の側と反対側に後退するのを阻止し、曲げパンチと被加工部材との間の荷重Pが所定値を越えて高まった際に、第2枢支部材の前記後退を許容する反力解放機構6とを備えた。
(もっと読む)
角パイプ、フレーム構造体、角パイプの製造方法、および、角パイプの製造装置
【課題】矩形状の断面形状を確実に得ることができ、フランジ部同士を確実にバラツキなく密着させることができる角パイプ、フレーム構造体、角パイプの製造方法、および、角パイプの製造装置を提供する。
【解決手段】矩形状の金属プレート1における幅方向両端部を屈曲させて第1の中間成形体13を形成する第1加工工程と、第1の中間成形体13の底面11における幅方向両側を屈曲させることによって第2の中間成形体21を形成する第2加工工程と、フランジ部7,7を底壁面19に向けて押圧して側壁面17を幅方向外側に凸状に湾曲させたのち、この湾曲した側壁面17を幅方向内側に押圧した第3の中間成形体23を得る第3加工工程と、第3の中間成形体23のそれぞれの角部31,33を圧壊変形させる第4加工工程と、を含んでなる角パイプの製造方法である。
(もっと読む)
鋼板の曲げ加工方法
【課題】高強度かつ伸びが小さい鋼板を被加工材とした場合であっても、曲げ肩部に割れを発生させることなく曲げ部先端に小肩半径曲げ部を有する部品を製造する。
【解決手段】鋼板に予備曲げ加工を施して目標肩半径よりも大きい肩半径の曲げ部を有する予備曲げ加工品を形成した後、所定の角度をなす固定2壁に前記予備曲げ加工品の両側未加工部外面を当接させた状態で、当該予備曲げ加工品の一側端の未加工部を拘束し、予備曲げ加工品の他側端を曲げ部方向に押圧する。
(もっと読む)
曲げ加工装置
【課題】駆動源や工程の追加なしに、曲げ加工と曲げ加工部に略垂直な強圧加工を一体的、かつ、1工程のみで完了し、スプリングバックを抑制して、高精度な曲げ形状を確保する小型で安価に加工できる曲げ加工装置1を提供する。
【解決手段】曲げパンチ31を有するパンチ12には、傾斜して貫通パンチ29が配設され、その一端側は、曲げパンチ31の配設位置と一致して強圧パンチ35を形成し、他端側は、加圧方向に付勢する強圧ばね14に係止されるカム13と当接し、カム13は、くさび状の当接カム面を有するとともに、パンチ12とは加圧方向に初期間隔Dを有して配置され、パンチ12の下降によって、まず、ワークWが曲げパンチ31によって曲げ加工され、パンチ12が下死点に到達すると、次に、初期間隔Dが縮小して強圧ばね14が圧縮され、付勢力が当接カム面を介して強圧パンチ35に伝達され、曲げ加工部を略垂直に強圧加工するようにした。
(もっと読む)
プレス成形装置
【課題】コラプス構造を備えたポンチを並べて配置した場合であっても十分な耐圧強度を確保できるプレス装置を提供する。
【解決手段】単一のワークに対して同時に曲げ加工を施すために並べて配置された第1,第2ポンチ11,12を含むプレス装置であって、第1,第2ポンチ11,12は、それぞれ第1,第2接合部11a,12aにおいて互いに接合することで連続したプレス面Pを形成可能であり、第1,第2ポンチ11,12はプレス面Pを形成するプレス位置と、曲げ加工後のワークを取り出す際の引っ掛かりが解消するコラプス位置の間をそれぞれ摺動可能であり、第1,第2ポンチ11,12のそれぞれの対向する面上には、曲げ成形時に互いに圧接し、第2,第1ポンチ12,11をそれぞれがワークから受ける力に対抗して支持するような形状を有する第1,第2凸部11b,12bが突出形成されていることを特徴とする。
(もっと読む)
成形装置および成形補助装置
【課題】被成形部材の金型内での成形完了後の変形を低減すること。
【解決手段】第1の型(2)から離隔する離隔位置と第1の型(2)に接触して被加工物(4)を挟み込む成形完了位置との間で第1の型(2)に対して相対的に移動可能な第2の型(16)と、第2の型(16)に設けられ、成形完了位置において被加工物(4)を加工後の形状に変形させる固定押さえ部材(21)と、第2の型(16)が成形完了位置に位置する場合に固定押さえ部材(21)との間に被加工物(4)を挟み且つ被保持位置に押込まれる移動支持部材(7)と、被保持位置に移動した移動支持部材(7)を保持する保持部材(9)と、第2の型(16)が第1の型(2)から離隔して移動した場合に保持部材(9,36)に係合して移動支持部材(7)の保持を解除させる保持解除部材(14,33)と、を備えたことを特徴とする成形装置(1)。
(もっと読む)
成形装置および成形方法
【課題】1つの駆動源によって、加工を行うために必要なストロークが異なる複数の成形手段を作動させることによってパネル部品などのワークの成形を効率的に行い得る成形装置および成形方法を提供する。
【解決手段】成形装置100は、第1の成形手段20による加工を実施するために第1のストローク量をスライド移動可能な第1のスライダ40と、第2の成形手段30による加工を実施するために第1のストローク量よりも小さい第2のストローク量をスライド移動可能な第2のスライダ50と、を有する。ワークWは、第2のスライダが第1のストローク量だけ移動することの妨げとなる障壁部13を含んでいる。第1のスライダに設けたプッシャーブロック41は、第1のストローク量と第2のストローク量との差の分だけ第1のスライダがスライド移動することによって第2のスライダに当接して、第2のスライダ50を第2のストローク量だけスライド移動させる。
(もっと読む)
プレス型およびプレス方法
【課題】簡単な構成で、シワの発生を抑制しつつ曲げ工程と歪み取り工程とを連続して一工程により行うことができるプレス型およびプレス方法を提供する。
【解決手段】プレス型1は、板状のワークWを負角に曲げ加工するためのものであって、相対向して配置され、相対的に近接・遠退する一対の型10、20を備えており、一方の型10には、ワークWの曲部を押圧する曲刃11と、この曲刃11を揺動可能に支持する支持機構12とを備えており、他方の型20には、プレス方向に対する負角部21aが形成されたダイス21と、ダイス21に対する曲刃11のプレス方向への相対的な近接移動に伴って、支持機構12に支持された曲刃11をダイス21の負角部21aと対応して揺動させるバックアップガイド22と、を備えている。
(もっと読む)
管状部材の曲げ加工装置、及び、曲げ加工方法
【課題】プレス成形において芯金を用いずに所望の曲げ形状を得ることができる、新規な曲げ加工装置、及び、曲げ加工方法を提案する。
【解決手段】管状部材2を曲げ加工して製品形状を得る管状部材の曲げ加工装置1であり、前記製品形状の屈曲部内側2aを成形する屈曲部成形部10aを有する第一成形溝10bが形成される第一金型10と、前記第一成形溝10bと対向して前記管状部材2を保持する第二成形溝20bが形成され、前記第一金型10との相対位置の変化に従って支点(支点軸21)を中心に傾動し、前記管状部材2に曲げモーメントを付与する第二金型20と、を具備する管状部材2の曲げ加工装置1とする。
(もっと読む)
ベンディング装置用金型およびベンディング装置用金型を用いた板材の加工方法
【課題】プレスブレーキ等のベンディング装置に適用でき、上型取り付けクランプの締結力が堅固でない場合であっても、大形で長い板材の鋭角曲げ加工と潰し加工とを同一の押圧力で行なうことができるベンディング装置用金型を提供する。
【解決手段】本発明に係る金型は、上型と下型とから構成され、上型はしごき雄型と潰し型と上カムとを備え、下型はしごき型と潰し下型と下カムとイジェクターとを備え、しごき雄型は90度未満の鋭角の先端部を有し、上カムと下カムとは、垂直方向に作用する押圧力を水平方向に作用する力に変換する一対のカム機構に構成され、しごき型は下カムと一体の構造もしくは結合した構造を備え、水平方向に移動可能に下型に取り付けられ、イジェクターは、潰し下型に隣接する位置に、イジェクターの側面が潰し下型の上面端部に当接しながら垂直方向に移動可能に下型に取り付けられる。
(もっと読む)
金型装置
【課題】予め段差曲げ加工された被加工体を、決め曲げ加工する際に、量産中での被加工体の段差曲げ形状や寸法の変動が少なく、また、段差曲げ加工形状や寸法が変動した場合に、容易に所定形状や寸法に調整を行うことができる金型装置を提供することを目的とするものである。
【解決手段】被加工体1における予め段差曲げ加工されたコーナー部分51を載置する下型のダイ46と、ダイ46に対応しコーナー部分51を決め曲げ加工する加工部34を先端に設け、カム36により移動量を自在に調整設定できるスライダー33を、上型の材料押えプレート35の孔に斜め方向摺動自在に備えてなる構成とする。
(もっと読む)
ディスクブレーキ用板金製サポートの製造方法
【課題】 アウタ側端部にロータ回入側とロータ回出側とを連結する連結部を設けない、所望の形状を有するサポートを、精度良く実現する。
【解決手段】 板金を打ち抜く事により、基板部13aと、この基板部13aの周方向両端部から延出した1対の腕部14b、14bとを備えた素板20aを造る。この素板20aの基板部13a寄り部分を、曲げ加工装置29の第一の上型及び第一の下型31により押し下げる。上記1対の腕部14b、14bの先端寄り部分を上記曲げ加工装置の第二の下型33の上面に押し付けつつ、これら両腕部14b、14bの先端寄り部分を曲げ加工する。この曲げ加工の際、これら両腕部14b、14bの先端部同士の間に、第二の下型33に固定した受け部材42を位置させる事により、これら各腕部14b、14bの先端部の変形を規制する。
(もっと読む)
プレス曲げ加工装置
【課題】曲げ加工角度の調整に要するコストの削減と調整時間を短縮することができるプレス曲げ加工装置を提供することを目的とするものである。
【解決手段】プレス曲げ加工のためのスライダ20を寸法調整用スペーサ24を備えた曲げ加工部21とカム受部22の2分割構造とすることで、加工装置全体を分解することなく、スライダ20のみの調整により短時間で容易に曲げ角度を調整することが可能であり、コストおよび加工時間の削減ができる。
(もっと読む)
プレス方法およびプレス型
【課題】 カムドライバを増設するだけの単純な構成で、プレスの1ストロークの間にスプリングバックを防止して精度のよいハット形断面のプレス品を成形することができるプレス方法およびプレス型を提供すること。
【解決手段】 曲げ刃21の角部211が、金属板素材70の折曲想定位置71の近傍の略同一位置を、プレス加工の初期から成形完了に至るまで押圧するように、曲げ刃21を保持する吊りカム体25に、下型11に設けた第1のカムドライバ40の傾斜摺動面41に当接して摺動する凸部摺動面251と、下型11に設けた第2のカムドライバ50の傾斜摺動面51に当接し、前記凸部摺動面251の垂直線に対する角度θ1より大きな角度θ2の凹部摺動面253とを設けた。
(もっと読む)
1 - 20 / 25
[ Back to top ]