
Fターム[4E063FA05]の内容
Fターム[4E063FA05]に分類される特許
1 - 20 / 53
曲げ加工機及び曲げ加工方法
板材曲げ加工装置用曲げ角度検出装置
プレスブレーキ
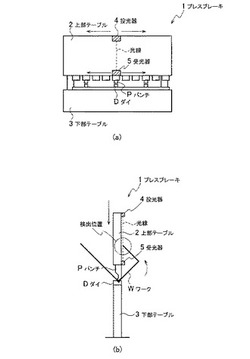
【課題】維持するために手間やコストのかからない方法で作業者の指の挟み込みを防止することのできるプレスブレーキを提供する。
【解決手段】本発明のプレスブレーキ1は、上部テーブル2の横方向に移動可能に設置されて上部テーブル2の前面に平行に光線を照射する投光器4と、上部テーブル2の横方向に移動可能に設置されて投光器4から照射された光線を受光する受光器5と、投光器4と受光器5とをワークWの加工位置に移動させ、ワークWを加工するタイミングで投光器4から光線を照射させ、照射された光線を受光器5で受光しなかったときには上部テーブル2の動作を停止させる制御部とを備えていることを特徴とする。
(もっと読む)
加工機の板材供給装置

【課題】マニピュレータで搬送されるワークの垂れ量を高精度に検出することが可能な加工機の板材供給装置を提供する。
【解決手段】
プレスブレーキ100の上方にカメラ17、及び赤外線照射器18を設け、ロボットハンド15にて把持されるワーク13に赤外線を照射した状態で、該ワーク13を撮影する。そして、撮影した画像に基づいて、ワーク13先端部の垂れ量Dを求め、更に、ワーク13先端部の、水平方向に対する傾斜角度θを求める。そして、マニピュレータ14の角度を調整してワーク13先端部の角度が略水平となるように調整し、更に、ロボットハンド15の位置を昇降させて、ワーク13を所望の加工位置に搬送する。このような制御を行うことにより、ロボットハンド15でワーク13を把持した際に、該ワーク13の先端部に撓みが発生した場合でも、確実にワーク13を搬送することが可能となる。
(もっと読む)
フットスイッチ
【課題】他の作業者が誤ってフットスイッチを操作してしまうことによる誤動作を防止することのできるフットスイッチを提供する。
【解決手段】本発明のフットスイッチ1は、作業者の靴に取り付けられて識別情報を記憶して発信する識別情報発信部3と、識別情報発信部3と通信して識別情報を読み取る読取部4と、読取部4で読み取られた識別情報が工作機械の操作を許可された作業者の識別情報として登録されているか否かを判断し、登録されている場合にはペダル2の操作に応じて工作機械の動作を許可し、登録されていない場合には工作機械の動作を禁止する制御部5とを備えていることを特徴とする。
(もっと読む)
曲げ加工装置及び曲げ加工方法
【課題】高精度な曲げ加工を可能にする。
【解決手段】1対のダイ401、402上に被加工物220を載置し、パンチ302の押し込み量に応じた負荷を被加工物220の複数の曲げ加工位置に加えることによって被加工物220を所定形状に曲げ加工する際に、被加工物220の形状に関連するデータを光学式測定装置本体100で測定し、記憶部910に記憶した被加工物220の目標曲げ量を参照して、前記測定した形状に関連するデータに基づいて次回の曲げ加工におけるパンチ302の押し込み量を決定し、パンチ駆動部3が次回の曲げ加工においてパンチ302が前記押し込み量に対応する負荷を被加工物220へ加えるように処理部が制御する。
(もっと読む)
光学式測定装置、プレス機、部品組合せ方法
【課題】小型化可能で高精度な形状測定が可能な光学式測定装置を提供する。
【解決手段】レーザ光源201が出力したビーム状の測定用光216は第2円錐ミラー207によって放射状の測定用光に変換され、ケース101の第2開口部102を通って出力された後、測定対象物220で反射され、第1開口部103を通ってケース101内へ入り、第1円錐ミラー209によって反射された後、受光レンズ213を介して光検出素子214で検出される。処理部240は、光検出素子214で検出された測定用光に基づいて測定対象物の形状を算出する。
(もっと読む)
プレスブレーキにおける金型自動交換動作方法及び同方法に使用するシャッタ装置並びにプレスブレーキ
【課題】プレスブレーキにおいて、金型自動交換装置によって上下の金型の自動交換を行うときの安全性の向上を図った交換動作方法及びその方法に使用するシャッタ装置を提供する。
【解決手段】金型自動交換装置を備えたプレスブレーキにおける金型自動交換動作方法であって、プレスブレーキ1における上部テーブル5の上型装着部5A及び下部テーブル7の下型装着部7Aの前側を開閉自在なシャッタ装置21を備え、当該シャッタ装置21におけるシャッタ29が前記上型装着部5A及び下型装着部7Aの前側を閉じた状態にあるか否かを監視する閉状態監視手段35を備え、当該閉状態監視手段35が閉状態を検知した状態にあるときに前記金型自動交換装置15によって金型の自動交換動作を行う。
(もっと読む)
曲げ加工システム及びその方法
【課題】角度センサの領域に、曲げる前の材料が干渉する場合においても、角度センサを使用して曲げることができるようにすることを課題としてる。
【解決手段】材料Wに曲げ加工を行う曲げ加工機3を制御すると共に、角度センサ13A、13Bによる材料Wの曲げ角度の検出を制御する曲げ加工システム1である。そして、角度センサ13A、13Bおよび材料Wの所定の干渉チェックを予め行う干渉チェック手段と、角度センサ13A、13Bが材料Wに干渉する場合に、角度センサ13A、13Bおよび材料Wの干渉を回避できる角度センサ13A、13Bの待機位置を計算する計算手段とを有する。
(もっと読む)
プレスブレーキ及び曲げ加工方法
【課題】ATCと曲測定装置との共存及び前後の曲げ測定装置の主要部の同一構成化が可能なプレスブレーキを提供する。
【解決手段】下部テーブル(9)の後面側で左右方向に設けられた第1レール(37R)と、前面側で左右方向に設けられた第2レール(37F)と、第1レール(37R)上を移動するATC(40)及び被加工部材(80)の形状を測定する第1測定部(39R)と、第2レール(37F)上を移動し被加工部材(80)の形状を測定する第2の測定部(39F)と、を備える。第2レール(37F)は、第1レール(37R)と異なる断面形状で、第1測定部(39R)は測定センサ(49)を有する第1本体部(39)とそれを第1レール(37R)に連結する第1連結部(38RS)とを備える。第2測定部(39F)は、第1本体部(39)と共通の第2の本体部(39)と、第1連結部(38RS)とは異なる形状で第2本体部(39)を第2レール(37F)に連結する第2連結部(38FS)と、を備える。
(もっと読む)
曲げ部材の製造装置
【課題】安全かつ効率的に稼働しながら、曲げ部材を量産することができる曲げ部材の製造装置を提供する。
【解決手段】長手方向へ送られる鋼管16の外周面から離間して配置される誘導加熱コイル12aと、誘導加熱コイル12aを冷却するコイル冷却機構とを備える金属材加熱機構12と、金属材加熱機構12により加熱された高温部の外面に冷却水13bを吹き付けることによって、鋼管16の軸方向へ向けて移動する高温部16dを形成する金属材冷却機構13と、第1の支持機構14−1および第2の支持機構14−2からなり、高温部16dを境としてその両側に位置する二つの部分を支持するとともに、第2の支持機構14−2により支持される部分の位置を二次元または三次元で変更することにより、高温部16dに曲げモーメントを与える金属材支持機構14と、一の鋼管の曲げ加工時に、全停止、送り完了後停止、および、警報出力のうちのいずれか一の動作を選択し、選択した動作を実行する信号を出力する制御機構15を備える製造装置10である。
(もっと読む)
金属加工装置及び金属部材の製造方法
【課題】ダイレス成形であっても、製造される金属部材の加工精度のばらつきを極めて小さく抑制する。
【解決手段】長尺の素材1に、素材1の軸方向へ移動する高温部1aを部分的に形成しながら、高温部1aを境として素材1の一方の端部側及び/又は他方の端部側を支持する産業用ロボット11のマニピュレータ10を、予め設定した移動軌跡の目標値に基づいて移動させて高温部1aに曲げモーメントを与えることによって、金属部材8を製造する際に、移動時におけるマニピュレータ10に作用する荷重及び/又は加速度の測定値と、予め設定した荷重及び/又は加速度の目標値との偏差を求め、偏差が予め定めた閾値を超えた場合には、金属部材8の製造の中止、又は警告の出力を行う。
(もっと読む)
鋼板の曲げ加工装置、曲げ加工方法、曲げ加工プログラム
【課題】曲げ加工中に鋼板の板厚を推定して曲げ加工の精度を向上させることが可能な鋼板の曲げ加工装置、曲げ加工方法、曲げ加工プログラムを提供する。
【解決手段】曲げ加工装置10は、油圧シリンダ11とパンチ13と支持部14a,14bと角度センサ15a,15bと記憶部30と制御部20とを備えている。油圧シリンダ11は、ワークWの平面に対して垂直な方向へ押圧する。パンチ13は、油圧シリンダ11によってワークWに当接した状態で前進しワークWの曲げ加工を行う。支持部14a,14bは、パンチ13に対向配置され、曲げ加工が行われるワークWを支持する。角度センサ15a,15bは、ワークWの曲げ角度を検知する。記憶部30は、パンチ13の移動量に対するワークWの曲げ角度と板厚との関係を示すテーブルを保存する。制御部20は、角度センサ15a,15bにおいて検知された曲げ角度とパンチ13の移動量とに基づいてワークWの板厚を推定する。
(もっと読む)
プレスブレーキおよびワークの曲げ加工方法
【課題】ワークを精度良く曲げ加工することができるプレスブレーキを提供する。
【解決手段】下部テーブル3と、下部テーブル3に対して接近・離反する方向で移動自在である上部テーブル5と、上部テーブル5の撓み量と下部テーブル3の撓み量とを測定する撓み量測定部7と、下部テーブル3の撓みを補正するクラウニング部9と、撓み量測定部7で測定した撓み量に基づいて、下部テーブル3の撓みを前記クラウニング部9で補正する制御をする制御部23とを有するプレスブレーキ1である。
(もっと読む)
曲げ加工機
【課題】周辺温度の影響を受けることなく、高精度に移動量を検出することが可能な曲げ加工機を提供する。
【解決手段】パンチPおよびダイDが対向するように装着された一対のテーブル3,5を相対移動させることにより板材Wを曲げ加工する曲げ加工機1において、上部テーブル3に設けられた測長器13と、上部テーブル3に設けられ測長器13が発した光を測長器13に向けて反射する第1の反射部材15と、測長器13が光を発してからこの発した光を測長器13が受光するまでに要した時間にもとづいて、上部テーブル3の撓み量を算出する制御装置9とを有する。
(もっと読む)
曲げ加工機におけるクラウニング装置
【課題】曲げ加工機全体を電動化、省エネ化することが可能なクラウニング装置を提供する。
【解決手段】上部テーブル2の加圧力を受ける受圧シリンダ5と、下部テーブル3の所定位置に設けられて下部テーブル3に所定のたわみを発生させるクラウニングシリンダ14と、クラウニングシリンダ14と受圧シリンダ5とを連結し受圧シリンダ5が受圧した圧力をクラウニングシリンダ14へ伝達しクラウニングシリンダ14を作動させる油圧管路16とを備える。
(もっと読む)
曲げ加工機
【課題】板材の実際の曲げ加工の際にテーブルのたわみをインラインで補正を行うことにより試し曲げを不要とした曲げ加工機を提供する。
【解決手段】下部テーブル3又は上部テーブル2の少なくとも一方のテーブルの所定位置に設けられ、加圧力によって発生するテーブルのたわみ量を補正するクラウニングシリンダ4と、光を出射する発光器51a、52a、61a、62a及び発光器からの光を受光する受光器51b、52b、61b、62bからなり、上部テーブル2及び下部テーブル3のそれぞれに取り付けられ、前記加圧力によって発生するたわみ量を検出するたわみ検出装置5,6と、上部テーブル2側のたわみ検出装置5が検出したたわみ量と下部テーブル3側のたわみ検出装置6が検出したたわみ量とが同じとなるようにクラウニングシリンダ4を駆動制御する制御装置7とを備える。
(もっと読む)
曲げ加工方法
【課題】各部位によって曲げ加工時に発生するスプリングバック量が異なる金属板を精度良く連続的に曲げ加工する。
【解決手段】金属板20において、幅方向の断面積が長手方向で一様な標準部26のスプリングバック係数と、標準部26とは幅方向の断面積が異なる異形部27のスプリングバック係数とを予め算出して制御手段24にデータ入力する。金属板20の曲げ加工に際し、上ロール10の位置を、各スプリングバック係数に基づいて算出した加圧位置まで移動するよう制御手段24で昇降駆動機構18を制御し、金属板20に付与する加圧力を調節しつつ、該金属板20の全長に亘って連続的に曲げ加工を行なう。
(もっと読む)
異形断面管の製造方法及び装置
【課題】ロール成形により、格段に低い成形荷重で成形ができるため、設備をコンパクトなものにでき、コスト低減が容易である。また、成形ロールは被成形材との接触面積がプレス金型より小さく、より高い面圧が作用するため、被成形材の表面粗さを小さくできて、より表面品質が良好な異形断面管を得る。
【解決手段】素材が管である被成形材100の長手方向の一部を冷間で、成形ロールスタンド10に配設した上下左右の成形ロール1,2,3,4で方形断面形状にロール成形して異形断面管となす異形断面管の製造方法であって、被成形材又は前記成形ロールスタンドを被成形材長手方向に移動20させつつ前記成形ロールのロールギャップを変化させる。
(もっと読む)
金型
【課題】プレスブレーキに対して、金型の表裏を誤りなく選択して装着することのできる金型を提供する。
【解決手段】板材折曲げ加工機用の金型であって、前記板材折曲げ加工機に対する金型11の取付部11Aの表裏両面に、当該金型11の表裏を表わす情報を格納した工具情報媒体29A,29Bを備え、前記工具情報媒体29A,29Bは、金型11の幅方向の中央部又は端部側に備えられている。
(もっと読む)
1 - 20 / 53
[ Back to top ]