
Fターム[4E063FA08]の内容
Fターム[4E063FA08]に分類される特許
21 - 40 / 45
曲げ加工装置
【課題】
高い生産性、省設置スペース性及び良好なメンテナンス性を有し、鋼管17の曲げ部材35を高い寸法精度で製造する曲げ加工装置10を提供する。
【解決手段】
鋼管17を長手方向へ送る送り機構11と、鋼管17を送りながら支持する第1の支持機構12と、送られる鋼管17の一部または全部を加熱する加熱機構13と、送られる鋼管17における加熱機構13により加熱された部分を冷却する冷却機構14と、送られる鋼管17の少なくとも一箇所を支持しながら二次元または三次元の方向へ移動することによって、鋼管17における加熱された部分に曲げモーメントを与えて、鋼管17を所望の形状に曲げ加工する第2の支持機構25と、鋼管17の変形を防止する変形防止機構16とを備える曲げ加工装置である。送り機構11は、軸数が7軸の垂直多関節ロボットである第1の産業用ロボット18により構成される。
(もっと読む)
曲げ加工装置

【課題】曲げ方向に制約を受けることなく、被加工物を曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型32と、曲げ型32の周りを公転可能な締め型42とにより長尺状の被加工物4を挟持し、締め型42を公転させ被加工物4を曲げ加工する曲げ機構30を備えると共に、被加工物4を把持するチャック機構46を取り付けた固定台48を備える。また、曲げ機構30が取り付けられ、曲げ機構30を移動する関節型ロボット2を備える。チャック機構46は、把持した被加工物4を長手方向中心の廻りにひねり回転可能で、曲げ機構30により挟持した被加工物4を長手方向中心の廻りに関節型ロボット2を駆動して予め設定されたひねり角度範囲内でひねる(ステップ120)。ひねりがひねり角度範囲を超えるときチャック機構46を制御して被加工物4を長手方向中心の廻りにひねる。
(もっと読む)
曲げ加工装置
【課題】曲げ方向に制約を受けることなく、被加工物を曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型32と、曲げ型32の周りを公転可能な締め型42とにより長尺状の被加工物4を挟持し、締め型42を公転させ被加工物4を曲げ加工する曲げ機構30を備えると共に、被加工物4を把持するチャック機構46を取り付けた固定台48を備える。また、曲げ機構30が取り付けられ、曲げ機構30を移動する関節型ロボット2を備える。ひねり角度がひねり角度範囲内のとき、関節型ロボット2を制御して被加工物4を挟持した曲げ機構30を長手方向中心の廻りにひねる(ステップ100,110)。ひねりが設定されたひねり角度範囲を超えるとき、曲げ機構30をひねり角度範囲内でひねってから、曲げ機構30により被加工物4を掴み変えて、再度ひねる(ステップ100〜170)。
(もっと読む)
曲げ加工装置
【課題】歩留まりを改善できると共に、切断作業をすることなく曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型32と、曲げ型32の周りを公転可能な締め型42とにより長尺状の被加工物4を挟持し、締め型42を公転させ被加工物4を曲げ加工する曲げ機構30を備えると共に、被加工物4を把持するチャック機構46を取り付けた固定台48を備える。また、曲げ機構30が取り付けられ、曲げ機構30を移動する関節型ロボット2を備える。関節型ロボット2、曲げ機構30及びチャック機構46を制御して、被加工物4を曲げ機構30により挟持し、関節型ロボット2により曲げ機構30を移動して被加工物4をチャック機構46に向かって移動すると共に、移動しながら曲げ機構30により被加工物4を曲げ加工して、被加工物4をチャック機構46に把持させる。
(もっと読む)
ロボットによる曲げ加工装置及びその方法
【課題】実際の金型位置とプログラム上の金型位置とのズレを検出し、ズレが生じていたときには、ロボットの動作プログラムを補正することにより、また、ロボットがワークを位置決めする際に、そのワーク位置を確認することにより、いずれの場合も所望の製品ができるようにして、精度が良い高度な曲げ加工を可能にしたロボットによる曲げ加工装置及びその方法を提供する。
【解決手段】予め製品情報に基づいて曲げ順、金型レイアウト、ワーク位置を決定しておき、実際の金型位置と、予め決定された金型レイアウトを比較し、両者間にズレがある場合は、ロボット動作プログラムを補正し、実際のワーク位置と、予め決定されたワーク位置を比較し、両者間にズレがある場合は、ロボット位置を修正し、修正した位置にあるロボットに把持されたワークに曲げ加工を施す。
(もっと読む)
ロボットによる曲げ加工方法及びその装置
【課題】ロボットグリッパとワーク間の位置決め誤差を解消することにより、ワークの腰折れに基づく不良製品の発生を除去する共に、ロボットグリッパへの過負荷に基づく損傷を防止するロボットによる曲げ加工方法及びその装置を提供する。
【解決手段】(1)ラム20を起動させ、パンチPがロボットグリッパ14で把持されたワークWと接触したときに、該ワークWがロボットグリッパ14から解放された後、(2)ロボットグリッパ14をワークWの跳ね上がり動作に追従させ、該ロボットグリッパ14が目標角度位置まで追従したときにそこに待機し、(3)その後、ラム20が限界位置に到達して停止し当該工程における曲げ加工が終了した後該ラム20が逆方向に起動し、ワークWの荷重がゼロになると同時に、上記目標角度位置に待機したロボットグリッパ14がワークWを把持する。
(もっと読む)
ワーク搬送ロボット及びワーク搬出入方法
【課題】プレスブレーキへ供給し位置決めするワークを吸着保持する機能のワーク保持手段とワークをクランプする機能のワーク保持手段とを備えたワーク搬送ロボット及びワーク搬入方法を提供する。
【解決手段】ワーク搬送ロボット1にX,Y,Z方向へ移動自在に備えたロボットヘッド15に主回転軸17を回転自在に備えると共に、当該主回転軸17の軸心に対して直交する方向のワーク支持面を備えた回転フレーム23を前記主回転軸17に一体的に備え、この回転フレーム23に支持されたワークWの一辺側を把持自在又は吸着保持自在な第1ワーク保持手段27を前記回転フレーム23に備えると共に、前記ワークWの前記一辺に隣接しかつ前記一辺に交差する方向のワークの他辺側を把持自在又は吸着保持自在の第2ワーク保持手段29を前記回転フレーム23に備え、前記第1ワーク保持手段27又は第2ワーク保持手段29の一方を、前記ワークの辺に沿う方向であって他方のワーク保持手段に対して接近離反する方向へ移動可能に構成してある。
(もっと読む)
曲げ加工システム
【課題】 曲げ工程と圧入工程から成る加工を行う場合に、1台の装置で実施可能にすると共に、両工程の適性順序を予め決定し、更に、既存設備を利用することにより、それぞれの点で作業効率を向上させる曲げ加工システムを提供する。
【解決手段】 接近・離反する上下テーブル12、13とワークWを所定位置に位置決め自在なバックゲージを有する曲げ加工装置1において、上記バックゲージにより位置決めされたワークWに対して、圧入加工を行う一対の圧入金型AP、ADを上下テーブル12、13に設置すると共に、該圧入金型AP、ADに圧入金具を供給する圧入金具供給部5を設けた。
(もっと読む)
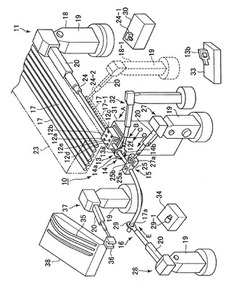
曲げ加工機
【課題】マガジンから供給された長尺状ワークを曲げ加工する曲げ加工機を提供する。
【解決手段】2つの曲げ加工ロボット20が、基部支持体の長手方向に平行に移動可能であるように、作業区域内で基部支持体の中央に取り付けられた共通案内路25上に配設され、基部支持体19の前面には、それぞれ基部支持体19の長手方向で見たときに、ほぼ中央にある保持プライヤ23と、保持プライヤ23の両側に、各々、曲げ加工ロボット20と平行に移動可能である1つの補助把持体22とが設けられ、基部支持体19の後面には、ほぼ中央にある保持プライヤ23に対して横方向にずれて配置される排出把持体24が設けられる。
(もっと読む)
曲げ加工装置
【課題】関節型ロボットにチャック機構を取り付けても、好適に曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型42と、曲げ型42の周りを公転可能な締め型48とにより長尺状の被加工物4を挟持し、締め型48を公転させ被加工物4を曲げ加工する曲げ機構40を有する。曲げ機構40を取り付けた固定台58を備えると共に、被加工物4を把持するチャック機構64が取り付けられ、チャック機構64を移動する関節型ロボット2を備える。関節型ロボット2は、互いに平行な軸の廻りで回動する平行関節6,8,10と、平行な軸と直交する軸の廻りに回動する直交関節12,14とをそれぞれ複数有する。曲げ機構40により締め型48を公転させて被加工物4を曲げ加工する際に、関節型ロボット2により被加工物4を把持したチャック機構64を被加工物4の長手方向に移動させる。
(もっと読む)
曲げ加工装置
【課題】関節型ロボットにチャック機構を取り付けても、曲げ方向に制限を受けることのない曲げ加工装置を得る。
【解決手段】曲げ機構40を取り付けた固定台58を備えると共に、被加工物4を把持するチャック機構64が取り付けられ、チャック機構64を移動する関節型ロボット2を備える。関節型ロボット2は、互いに平行な軸の廻りで回動する平行関節6,8,10と、平行な軸と直交する軸の廻りに回動する直交関節12,14とを複数有する。チャック機構64は、回転可能に支持された回転部材72と、回転部材72に揺動可能に支持された爪部材74,76とを備えると共に、チャック機構64は、被加工物4が長手方向に挿入される筒部材84を回転部材72に摺動可能に支持し、筒部材84を移動して爪部材74,76を揺動させ被加工物4を把持する。
(もっと読む)
金属材の曲げ加工方法、曲げ加工装置および曲げ加工設備列、並びにそれらを用いた曲げ加工製品
【課題】金属材を2次元的、または3次元的に連続曲げを行う場合であっても、効率的に曲げ加工することができる金属材の曲げ加工方法および装置を提供する。
【解決手段】支持手段で回転可能に保持された被加工材を上流側から逐次または連続的に押し出しながら、前記支持手段の下流側で曲げ加工を行う金属材の押通し曲げ加工方法において、前記支持手段の下流側に設けられた可動ローラダイスで前記金属材をクランプし、当該可動ローラダイスの位置または/および移動速度を制御しつつ、前記可動ローラダイスの入り側であり前記金属材の外周に配置した加熱手段および冷却手段を用いて、前記金属材を局部的に塑性変形が可能な温度域でかつ焼入が可能な温度域に加熱し、前記加熱部に曲げモーメントを付与した後、急冷することを特徴とする金属材の曲げ加工方法である。並びにその方法を適用できる曲げ加工装置および曲げ加工設備列である。
(もっと読む)
バックゲージ動作及びセンサに基づく曲げ加工制御の方法及び装置
【課題】ワークピースの曲げ装置のダイ空間への搬送中に、そのワークピースを一致させ、ロボットが、曲げ装置環境内において、ワークピースをある位置から別の位置に移動させるとき、ロボットのセンサに基づく制御を実行する。
【解決手段】バックゲージ機構には、ダイ直角、そして平行な方向の力を検知するための力センサを有するフィンガ・ゲージ機構が設置される。さらに、グリッパが保持中のワークピースの移動により作成される剪断力、通常力のどちらか一方、或いは両方を検知するため、ロボット・グリッパ・センサが提供される。
(もっと読む)
板金曲げ計画の作成・実行用知能システム
【課題】知能的曲げ板金の設計、計画、製造システムを提供する。
【解決手段】計画作成モジュールが、曲げ計画を作成するために、数種のエキスパート・モジュールと相互に作用しあう。計画作成モジュールは、状態・空間サーチ・アルゴリズムを利用する。ロボット・グリッパ、レポ・グリッパを選択し、曲げ装置により形成されるワークを保持するグリッパの最適配置を判定するため、コンピュータ化された方法が提供される。コンピュータ化された方法は、曲げ装置に使用される工具だてを選択し、工具だてステージのレイアウトを判定するために提供される。計画作成システムは、設計,コスト計算,スケジュール作成,及び/又は製造、アセンブリを実行する設計、アセンブリ・システム等の機能を支援するのに利用される。
(もっと読む)
ロボットによる曲げ加工システム及び曲げ加工方法
【課題】 ロボットで把持されたワークの片伸び値を測定する測定装置が小型であって構成が簡単であり、測定時間を短縮することにより、測定効率を向上させ、曲げ角度が90°のみならず鋭角や鈍角のワークを測定対象とすることにより、測定対象の範囲を拡大し、且つワークの片伸び値を測定する測定装置を用いてワークを位置決めし、ロボットが機械本体と干渉することなく曲げ加工を行うロボットによる曲げ加工システム及び曲げ加工方法を提供する。
【解決手段】 ワークWを把持するロボット13のグリッパ14と、該グリッパ14に取り付けられ、ワークWの片伸び値αを測定する測定装置1を有する。
(もっと読む)
板金曲げ計画の作成・実行用知能システム
【課題】共同生成計画作成システムを有する知能板金曲げシステムを提供する。
【解決手段】計画作成モジュールが、曲げ計画を作成するために、数種のエキスパート・モジュールと相互に作用しあう。計画作成モジュールは、状態・空間サーチ・アルゴリズムを利用する。ロボット・グリッパ、レポ・グリッパを選択し、最適配置を判定するため、コンピュータ化された方法が提供される。曲げ装置に使用される工具だてを選択し、工具だてステージのレイアウトを判定する。運動制御オフセット値を学習し、余分なセンサ・ベースの制御操作の必要性を排除する方法が提供される。計画作成システムは、設計,コスト計算,スケジュール作成,及び/又は製造、アセンブリを実行する設計、アセンブリ・システム等の機能を支援するのに利用される。
(もっと読む)
板金加工システム及び板金加工方法
【課題】 ブランク材がミクロジョイントで連結されたままのシート材を搬入し、各ブランク材を所定データとのマッチングを確保した状態で曲げ加工機側へ供給することにより、曲げ精度の向上を図ると共に、作業者を負担を軽減し、スペースの有効利用を図る板金加工システム及び板金加工方法を提供する。
【解決手段】 ネスティング情報N及び材料情報Zを組み込んだ曲げ加工プログラムPRGに従って、ブランク材A、B、CがミクロジョイントJで連結されたまま搬入されたシート材Sから各ブランク材A、B、Cを1枚ずつ分離して曲げ加工機2側へ供給するロボット3を有する。
(もっと読む)
板金加工機とシート加工の方法
板金(25)を操作するための少なくとも1つのマニピュレーターを有する改良された板金加工機であって、
前記マニピュレーターが少なくとも1つの止め面(22-24)を備えており、手操作で供給される板金(25)を前記止め面に押しつけて配置することができること、
を特徴とする改良された板金加工機。
(もっと読む)
曲げ加工シミュレーション装置
【課題】干渉の有無を判断し、干渉回避の方法を取り易い曲げ加工シミュレーション装置を得る。
【解決手段】被加工物を曲げ加工する曲げ加工機構による前記被加工物の曲げ加工をシミュレーションする。その際、被加工物の曲げ加工に伴う干渉の有無を加工データに基づいて判断し(ステップ200,220,240)、干渉が発生すると判断したときには、干渉を回避する方法を報知する(ステップ210,230,250)。曲げ加工機構は、曲げ型と、曲げ型の廻りを公転可能な締め型とを備えた曲げヘッドを有し、干渉は、被加工物と曲げヘッドとの間の干渉である(ステップ200)。また、干渉は、被加工物と床との間の干渉である(ステップ230)。
(もっと読む)
バックゲージ動作及びセンサに基づく曲げ加工制御の方法及び装置
【課題】ワークピースの曲げ装置のダイ空間への搬送中に、そのワークピースを一致させ、ロボットが、曲げ装置環境内において、ワークピースをある位置から別の位置に移動させるとき、ロボットのセンサに基づく制御を実行する。
【解決手段】バックゲージ機構には、ダイ直角、そして平行な方向の力を検知するための力センサを有するフィンガ・ゲージ機構が設置される。さらに、グリッパが保持中のワークピースの移動により作成される剪断力、通常力のどちらか一方、或いは両方を検知するため、ロボット・グリッパ・センサが提供される。
(もっと読む)
21 - 40 / 45
[ Back to top ]