
Fターム[4E068BD00]の内容
レーザ加工 (34,456) | 板状体溶接 (112)
Fターム[4E068BD00]の下位に属するFターム
Fターム[4E068BD00]に分類される特許
61 - 68 / 68
ステンレス鋼製容器およびその製造方法

【課題】ステンレス鋼化してもすきま腐食の発生を防止することができることはもちろん、特別の防錆処理を不要とし、もって耐久性の向上とコスト低減とに大きく寄与するステンレス鋼製容器とその製造方法を提供する。
【解決手段】フェライト系ステンレス鋼板から成形された上側容器構成部材1と下側容器構成部材2とを、相互にフランジ3,4を重ね合せ、この重ね合せ部の端面に対向する方向に配置したレーザトーチ6から該端面に向けてレーザ光を照射して、フランジ3、4の表面から露出しないように溶接部7を形成し、フランジ3,4の重ね合せ部の端縁部を塞いで、内部への水の浸入を防ぐ。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法

【課題】溶接前の継手隙間のばらつきを考慮した良好な溶接を可能としたレーザ溶接装置を提供する。
【解決手段】 溶接直後のビードbの形状をビード形状測定装置11で測定し、その測定データをもとに制御装置1にてビードBのアンダフィルをリアルタイムで算出する。アンダフィルの設定目標値と実測アンダフィルとを比較し、実測アンダフィルが設定目標値よりも大きい場合には、ワイヤ供給速度を段階的に高くするとともに、溶接速度を段階的に低下させる。逆に実測アンダフィルが設定目標値よりも小さい場合には、ワイヤ供給速度を段階的に小さくするとともに、溶接速度を段階的に増加させる。
(もっと読む)
2つの溶接部分のすみ肉による溶接方法およびこのための傾斜先細り縁領域を有する溶接部分
本発明は、2つの溶接部分のすみ肉(11)による溶接方法において、第1の溶接部分(1)が、すみ肉(11)により溶接されるべきコーナーの少なくとも縁領域内の当接面により、第2の溶接部分(3)の当接面と接触させられ、およびそれに続いて、溶接過程の間に、溶接エネルギーが、第1の溶接部分(1)の縁から所定の距離を有するエネルギー供給領域内における、第1の溶接部分(1)の、当接面とは反対側の面のみに供給される、2つの溶接部分のすみ肉(11)による溶接方法に関するものである。溶接エネルギーの供給は一方向に行われ、第1の溶接部分(1)の内側領域を向く方向の、形成されるべきすみ肉(11)の延長線に対して直角方向を向くその方向成分が、第1および第2の溶接部分(3)の当接面の接触面と、90°より小さい溶接角を形成する。溶接エネルギーは、少なくとも第1の溶接部分(1)のエネルギー供給領域および第1の溶接部分のエネルギー供給領域に隣接する、第2の溶接部分(3)の十分な領域と、および、さらに、エネルギー供給領域と第1の溶接部分(1)の縁との間に存在する材料供給領域とが、溶解され且つ相互に溶着されるまでの間供給される。さらに、本発明は、本方法を実行するための溶接部分と、並びに少なくとも1つのパワー半導体構造要素の冷却体と溶接されている導体路を有する電気構造ユニットとに関するものである。 (もっと読む)
金属薄板のレーザ突合せ溶接装置及び金属薄板のレーザ突合せ溶接方法
【課題】 各種板厚・強度の金属薄板に対してマッシュローラを交換することなく,最小の圧下力で金属薄板端部に塑性変形を生じさせることができる装置及び方法を提供する。
【解決手段】 レーザにより金属薄板を突合せ溶接する装置であって、レーザトーチの前方で金属薄板への投影面において金属薄板の端面から0〜2mmの位置にマッシュローラを配置し,前記マッシュローラは先端rが4〜8mmで、前記金属薄板の進行方向に対するマッシュローラの回転軸の角度は変更可能であり、金属薄板を介してマッシュローラの反対側に下部ローラを配置することを特徴とする金属薄板のレーザ突合せ溶接装置。
(もっと読む)
レーザ溶接された座席のフレーム及びリクライニング装置
本発明は、座席のフレーム、特に、それぞれ接合面を備える複数の部品からなる自動車の前部座席のフレームに関する。また、本発明は、座席のフレームの製造方法、リクライニング装置、及び、2つの部品を確実に接合する方法に関する。 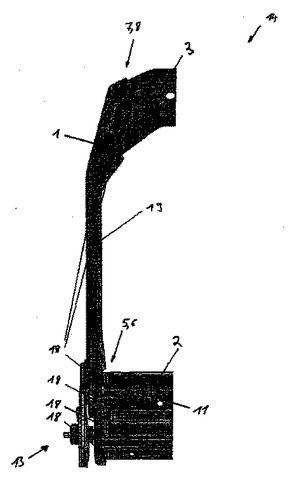 (もっと読む)
(もっと読む)
オーステナイト系合金鋼のレーザ溶接継手およびその製造方法
【課題】母材と同等の強度およびクリープ強度を有するオーステナイト系合金鋼のレーザ溶接継手とその製造方法の提供。
【解決手段】質量%で、C:0.2%以下、Si:2%以下、Mn:3%以下、P:0.03%以下、S:0.01%以下、Cr:15〜35%、Ni:6〜45%、B:0.001〜0.01%、N:0.05〜0.3%、Al:0.03%以下で、他に少量のNb、TiおよびVの1種以上と、要すればさらにMo、WおよびCuの1種以上とを含むオーステナイト系合金鋼の、フィラーを用いない1パスのレーザ溶接継手であって、溶接金属の形状が表面の幅をW0、1/2深さでの幅をW1/2とするとき、 W0/W1/2≧0.6であるレーザ溶接継手、およびレーザ出力をP(kW)、レーザの焦点位置をf(mm)、母材厚さをt(mm)とするとき、溶接速度v(cm/min)を下記(2)式の範囲内とする。
・・・・・ (2)
(もっと読む)
ろう接または溶接によって被接合部分を結合する方法ならびに結合方法を実施するための装置
凹状の継ぎ目(3)を間に形成する被接合部分(1,2)をろう接または溶接する際に、インサート(4)を挿入して、ろう接されるかまたは溶接を行う。このようにして後加工なく上塗り可能な継ぎ目閉鎖が得られる。  (もっと読む)
(もっと読む)
圧電振動デバイスの気密封止方法
【課題】 超小型化が可能で、気密封止時の飛散金属がパッケージ内部に入りにくい圧電振動デバイスの気密封止方法を提供する。
【解決手段】 パレットPに水晶振動板の搭載されたセラミックパッケージ1を搭載し、金属フタ3により閉口し、その上部に透過板である透明な耐熱ガラス板Gを搭載し、金属フタ3を押圧固定する。また押圧機構Tにより、セラミックパッケージ下面を矢印で示す上方に押圧する。この状態で前記密着部分をレーザービーム溶接する。
(もっと読む)
61 - 68 / 68
[ Back to top ]