
Fターム[4E068BD00]の内容
レーザ加工 (34,456) | 板状体溶接 (112)
Fターム[4E068BD00]の下位に属するFターム
Fターム[4E068BD00]に分類される特許
41 - 60 / 68
金属薄板部品の複合体
車両上又は車両のために適用され、車両に組立てられた時に車両の外殻を構成する、金属薄板部品(11、12)の複合体であって、複合体が、a)第1の外殻領域(11a)を形成し、第1の外殻領域(11a)から屈曲移行部(11b)を介して複合体の内側へ突出している第1の接合領域(11c)を含む第1の金属薄板部品(11)と、b)第2の外殻領域(12a)を形成し、第2の外殻領域(12a)から複合体の内側へ突出している第2の接合領域(12c)を含む第2の金属薄板部品(12)であって、第2の接合領域(12c)が第1の接合領域(11c)に対向している、金属薄板部品(12)と、c)金属薄板部品(11、12)が結合される溶接又は半田付け継ぎ目(17)を含み、d)継ぎ目(17)が第1の外殻領域(11a)から離間されて第1の接合領域(11c)内に形成されたフランジエッジ(11d)に沿って又は平行に延び、フランジ(11e)がフランジエッジ(11d)に沿って第1の接合領域(11c)から逸れている、金属薄板部品(11、12)の複合体。  (もっと読む)
(もっと読む)
車両用パネル構造体
【課題】軽量化しつつ、剛性や強度アップを可能にした車両用パネル構造体を提供する。
【解決手段】車両用パネル構造体1では、断面C字状をなすチャンネル部材3の立上げ部7同士を密着させてなるリブ部8をもったパネル4と、このチャンネル部材3の並設方向に延在してパネル4に溶接されるフランジ部10を有する縦骨5とが利用され、このようなパネル4と縦骨5とを接合する際の工夫として、パネル4の面板部6と縦骨5のフランジ部10とを密着させた状態で溶接している。このような構成によって、縦骨5とパネル4との間の力の伝達効率が良好になり、車両の走行時に常に発生し続けている捩り力や撓み力など、不規則に発生し続ける荷重を効率良く逃がしてやることができる。さらに、断面C字状のチャンネル部材の採用により、剛性や強度のアップが図られ、縦骨5の本数を減らすことができ、その結果としてパネル構造体1の軽量化を可能にしている。
(もっと読む)
鉄道車両台車用の構造物及びその製造方法

【課題】変形が少なく、且つ、製造に要する時間及びコストの低減を図ることができる鉄道車両台車用の構造物及びその製造方法を提供すること。
【解決手段】台車枠1は、側梁2、バネ箱4、及び横梁6を備えている。側梁2、バネ箱4、及び横梁6の少なくとも一つは、レーザ溶接を用いて組み立てられている。また、側梁2と横梁6、及び側梁2とバネ箱4の少なくとも一方は、レーザ溶接を用いて接合されている。レーザ溶接を用いることにより、溶接部分を局所的に加熱溶融させることが可能となり、入熱の影響が及ぶ範囲を狭くすることができるため、側梁2、バネ箱4、及び横梁6の熱変形を抑制することが可能となる。これに伴い、熱変形による歪みを除去するための工程も不要となるため、製造に要する時間及びコストの低減を図ることが可能となる。
(もっと読む)
パネルの成形方法
【課題】パネル成形の効率化を図るようにしたパネルの成形方法を提供する。
【解決手段】補強材26のフランジ28を外板24の裏面24a側の予め定めた位置に、レーザビーム32をフランジ28に連続して照射し、補強材26と外板24とをレーザ溶接する。レーザ溶接による入熱は外板24の裏面24a側に偏るため、4本の補強材26が外板24に溶接されると、入熱による歪エネルギーによって、外板24の両端が反り上がるような熱応力が生じる。溶接による熱応力によって、補強材26を溶接した側に外板24は湾曲する。この場合、外板24はレーザ溶接によって与えられた入熱量によって定まる一定の曲率で湾曲する。これによって、補強材26を溶接する前に外板24を湾曲させる工程を別途行う必要がなく、パネル成形効率をアップさせることができ、結果的にコスト低下を可能にする。
(もっと読む)
レーザ溶接方法,コントロールユニットの製造方法、及び車両用コントロールユニット
【課題】
外観上の特徴が安定しない端子におけるレーザ溶接の品質を安定させ、レーザ溶接実施時の位置決め性の向上をコストの増大をもたらすことなく実現する。
【解決手段】
樹脂封止された集積回路の端子2に穴8を形成しておく。溶接時に、穴8を画像認識により認識して溶接実施部位の位置決めを行い、穴8のエッジ部分近傍に位置する端子2およびバスバー5の部分にレーザ光を照射してレーザ溶接を行う。穴8は円形もしくはそれに近い形状であることが好ましい。
(もっと読む)
水中補修溶接方法
【課題】水中でレーザ光によって溶接補修を行なう場合に、残留した水分が噴出す際に溶接金属を吹き飛ばして溶接不良が発生する不具合を、抑制・防止する。
【解決手段】補修対象部を含む金属製構造物2の表面を養生板3によって覆うようにその養生板3を水中で構造物2に溶接する。溶接は、溶接部に不活性ガス10を供給しながら、養生板3の周囲を水中でレーザ溶接により溶接し、補修対象部を養生板3によって密封するものである。レーザ溶接におけるレーザ光7と同軸に溶接部に不活性ガス10を供給しながら溶接する。養生板3には溶接中に養生板3と構造物2との間に残留した水から発生する水蒸気を逃がすための開口があらかじめ設けられており、養生板3の周囲を構造物2に溶接した後に開口を封止する。
(もっと読む)
レーザ溶接方法及びレーザ溶接装置
【課題】 レーザ溶接装置の設備コストの上昇を伴わず、突き合わせ部のギャップの裕度を高めることができるレーザ溶接方法及びレーザ溶接装置を実現することを目的とする。
【解決手段】 ダイオードがレーザを直接発光するダイレクトダイオードレーザ方式のレーザ溶接装置10を用いて、長辺L2が溶接ラインWと平行になるように縦長形状のスポットSを形成して、鋼板21,22の突き合わせ溶接を行うため、ギャップGに対してスポットSを十分大きくすることができる。従って、ギャップGの裕度を大きくすることができるため、鋼板21,22の加工精度を向上させる必要がないので、加工コストを抑えることができる。また、レーザLの走査位置の位置ずれの許容量を大きくすることができるので、高精度の位置計測装置、制御装置等が不要であり、レーザ溶接装置10の設備コストを抑えることができる。
(もっと読む)
レーザ溶接による金網接合方法
【課題】 本発明は、金網裏面を薄板等の平面板の表面にレーザ溶接により接着する接合方法に係り、金網体の交差部分と平板表面とに僅かな隙間があっても金網の形状を維持したままの姿で確実に溶接できる金網接合方法を提供する。
【解決手段】 溶接母体となる平板1の表面1Aに金属箔3を被せ、上記金属箔の表面に金網体5を載せ、上記金網体の表面にレーザ光Lを照射することで金網体5の交差部分5Aと金属箔3と平板表面1Aとを溶融接合するレーザ溶接による金網接合方法である。
(もっと読む)
鉄道車両
【課題】余分な部品を設けることなく車体外観を良くした鉄道車両を提供すること。
【解決手段】ステンレスの外板6からなる側構体、屋根構体及び妻構体を有し、その側構体と台枠、更に屋根構体や妻構体が接合され一体に組み立てられたものであって、側構体を構成する外板6の裾部に長土台20が接合され、その長土台20を介して外板6と台枠の側梁30とが接合して側構体と台枠とが組み付けられたものであって、その長土台20が、側梁30との接合面25が起立面23,24を介して外板6から離れて立体的に形成された鉄道車両。
(もっと読む)
鉄道車両及び骨組み溶接方法
【課題】車体外観を損なうことなく外板に骨組みが接合された鉄道車両を提供すること。
【解決手段】縦骨12及び横骨17からなる骨組みを接合した外板11を備えるものであって、縦骨12及び横骨17は、接合した外板11に対して起立した状態になる起立面12b,17bと、その起立面を挟んで反対方向に折り曲げられた、外板11に接合される接合面12a,17cと、外板11から浮いた状態になる継手面12c,17aとを有する骨部材であり、その骨部材の接合面12a,17cが外板11に接合された骨組みは、横骨17の端部が縦骨12の継手面12cと外板11との間に入り込み、面接触した縦骨12と横骨17との継手面12c,17a同士が接合された鉄道車両。
(もっと読む)
鉄道車両用構体
【課題】外板パネルにレール部材を取り付ける場合に、部品点数の削減、内部骨組などの2次構造材の取付工数削減、寸法管理の容易化を図る。
【解決手段】長手方向に連続した開口61Aを有するレール部材61を、屋根構体の横骨62に車体長手方向に沿って取り付ける。特殊ボルト部材63を用いて内装品・機器類をレール部材61に対して吊り下げ状態で取り付ける。レール部材61は、左右の断面Z形状の外側板部61a,61bと、それらを連結する連結板部61cを有し、外側板部61a,61bの下部と連結板部61cとにより、上側部分61caを除き二重板構造となっているレール部を構成する。レール部材61は、一枚の板材を折り曲げてドロー成形若しくはロール成形によりレール状に加工することで形成される。
(もっと読む)
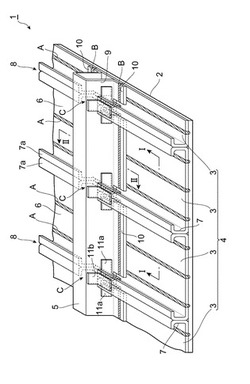
鉄道車両及び骨組み溶接方法
【課題】車体外観を損なうことなく外板に骨組みをレーザ溶接した鉄道車両を提供すること。
【解決手段】外板11に骨組み12,13…を接合して構成された側構体と、その側構体に屋根構体、妻構体及び台枠が接合されてなるものであって、側構体は、外板11の仕上げ面の裏面に縦横に骨部材12,13…が組まれた骨組みをレーザ溶接によって接合したものであり、所定の骨部材12,13,14には外板11との間にインナープレート32,33,34が挟み込まれ、そのインナープレート32,33,34は、仕上げ面側の仕上げ目と同方向にレーザビームを送って溶接が行われ、所定の骨部材12,13,14がそのインナープレート32,33,34に対してレーザ溶接された鉄道車両。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】溶接部の品質がレーザ発振器による出力制御に依存されることなく、高品質の溶接部の端部処理が可能なレーザ溶接方法およびレーザ溶接装置を提供する。
【解決手段】レーザ発振器2から出力されるレーザ光100をレーザ集光手段によりワーク表面に集光させ、当該レーザ光100のワーク表面上でのレーザ照射位置をレーザ照射位置移動手段により移動させつつ、ワーク表面における溶接部Yと非溶接部の間の溶接の切り替えを行うレーザ溶接方法であって、前記溶接の切り替えの前後においてレーザ発信器2によりレーザ光100が出力された状態を保持しつつ、前記レーザ集光手段による焦点制御またはレーザ照射位置移動手段による照射位置制御の少なくとも一方によって溶接の切り替えを行うことを特徴とする。
(もっと読む)
鉄道車両用側構体及びその製造方法
【課題】行先表示器や非常灯などが設けられる開口部周辺の見栄えをよくする。
【解決手段】外板3の開口部26周縁の内側にシアプレート41を設ける。外板横骨部材4Aは、シアプレート41まで延びるとともに、断面略コの字状の本体部4Aaと、この本体部4Aaの端縁に連続して互いに反対方向に延びるように設けられ前記外板に接合される2つの取付フランジ部4Ab,4Acとを有する断面ハット形状とされる。外板横骨部材4Aの取付フランジ部4Ab,4Acとシアプレート41とを連続して外板3に対し溶接して、それらの間で連続した溶接線とする。
(もっと読む)
レーザ照射アーク溶接方法
【課題】ギャップを有する重ね継手の隅肉溶接において、均一で十分な溶け込み深さが得られ、継手強度が大きい溶接ビードを上板と下板とに橋渡しして形成することができ、疲労強度を向上させることができるレーザ照射アーク溶接方法を提供する。
【解決手段】上板と下板との間にギャップを有する重ね継手の隅肉溶接個所にレーザ光を照射すると共に、溶接ワイヤと重ね継手との間にEN比率を設定した交流電力を供給して消耗電極ガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、ギャップの長さが増加するに従って、レーザ光のビームスポットの径を増加させると共にビームスポット径に対応させてレーザ出力を増加させ、かつ、レーザ光を下板側に照射させてビームスポットの外形が上板の下端部が下板の表面と重なる継手線にほぼ一致するようにレーザ光を照射する。
(もっと読む)
レーザ溶接装置、及びレーザ溶接方法
【課題】 1パルス周期の間にレーザビームの照射位置をワーク内で移動させることにより、良好な溶接を行うことが可能なレーザ溶接装置及びレーザ溶接方法を提供する。
【解決手段】リッドとパッケージを備えるワークに対しレーザビーム出射部は、所定のパルス周期で、パルス型のレーザビームを出射する。照射位置変更部は、レーザビームを受光し、レーザビームを照射する位置を変更する。詳しくは、照射位置変更部は、1パルス周期の間に、レーザビームを照射する位置をワーク内で移動し、連続溶接させる。これにより、溶接領域当りの熱量が小さくなるため溶接痕を小さくすることができる。また、ワーク全体に付与される熱量を減少させることができるため、溶接によってワーク内の電子部品などに与える影響を小さくすることができる。更に、溶接領域に対して間隔を空けることなく均一に溶接を行うことができるため、ワークの気密性を向上させることができる。
(もっと読む)
ゴルフクラブヘッド部材の溶接方法
【解決手段】 第一ヘッド部材を準備し、第一ヘッド部材はフェロ−マンガン−アルミ合金の材質により作成される段階と、第二ヘッド部材を準備し、第二ヘッド部材は融点がフェロ−マンガン−アルミ合金より相対的に高い材質により作成される段階と、高エネルギー溶接方式を利用して第一ヘッド部材と第二ヘッド部材を結合する段階とを含むゴルフクラブヘッド部材の溶接方法であって、上記高エネルギー溶接のエネルギー密度は実質的に106ワット/mm2より大きくなるように形成されることにより、二個のヘッド部材を瞬間的かつ同期的に溶融し、さらに強固に溶接して結合するように構成されている。
【効果】 高エネルギー溶接の方式を利用することにより、二個のヘッド部材を瞬間的かつ同期的に溶融して強固に結合することができるため、確実に溶接の信頼性を相対的に増やし、溶接の歩留りを高めることができる。
(もっと読む)
レーザ溶接システム及び方法
レーザ溶接システム及び方法であって、該システムは、ターゲットを溶接するとともに、光軸を有し、レーザビーム24のソース22と、レーザビーム24を、前記光軸30の周りを回転する一対のレーザスポット32に変換する回転可能回折格子26と、前記一対のレーザスポット32をターゲット34に集束させるレンズとを含む。 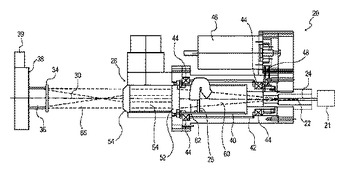 (もっと読む)
(もっと読む)
シームトラッキング溶接装置
【課題】
回転可能な円形のセンシングローラーをワークに接触させ、その位置変化をレーザ加工機にリアルタイムでフィードバックし、溶接線に対し高精度に追従することを可能とするシームトラッキング溶接装置を提供する。
【解決手段】
取付用ステー13によりレーザ発信器1と一体化し、先端部には回転軸Aにより低摩擦で回転可能な円形のセンシングローラー6が設けられており、これは支点10によるスプリング8の弾性力によって測定中は常に加工ワークW2に接触させ、
また、センシングローラー6が空中を移動する等の非接触状態において、スプリング8の引っ張り力で傾き過ぎないようにするためにストッパー12を設けたものである。
(もっと読む)
レーザ溶接部の品質判定装置および方法、並びに、レーザ溶接部の品質判定プログラムを記録した媒体
【課題】 従来、レーザ重ね溶接は被溶接材の重ねギャップの変動によりレーザ溶接部の品質が変化していたが、レーザ溶接部の品質判定は十分に満足の行くものではなかった。
【解決手段】 被溶接材M1,M2に対してレーザ光LBを移動しながら照射して行う重ね溶接におけるレーザ溶接部の品質を判定するレーザ溶接部の品質判定装置であって、前記重ね溶接に伴って前記レーザ溶接部から発生する光を、前記照射されるレーザ光に対して同軸上で、且つ、前記レーザ光の移動方向における異なる位置で検出する光検出器5と、前記光検出器から出力される前記レーザ光の移動方向における異なる位置で検出された光検出信号を受け取って前記レーザ溶接部の品質判定を行う品質判定手段4と、を備えるように構成する。
(もっと読む)
41 - 60 / 68
[ Back to top ]