
Fターム[4E068BD00]の内容
レーザ加工 (34,456) | 板状体溶接 (112)
Fターム[4E068BD00]の下位に属するFターム
Fターム[4E068BD00]に分類される特許
21 - 40 / 68
ろう材、金属部材の接合構造、および、金属部材の接合方法
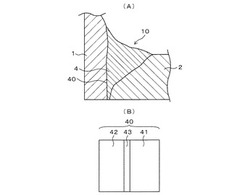
【課題】同種金属部材の接合構造と略同程度の強度を有する異種金属部材の接合構造を得ることができるろう材および金属部材の接合方法、ならびに、それにより得られる金属部材の接合構造を提供する。
【解決手段】Fe系金属部材とAl系金属部材との接合では、それら部材間にZn−Si系ろう材を介在させることにより、接合構造体10が得られる。接合構造体10の接合部4は、そのFe系金属部材1側の境界部40に、ろう材層41、反応層42、および、Si濃縮層43を有する。Si濃縮層43は、Siを主成分として含有し、AlのFe系金属部材1への流入およびFeのろう材層41への流入を防止するので、Fe系材料(Fe系金属部材1および反応層42)とろう材層41との間には、従来技術の問題であったFe−Al系の金属間化合物層が形成されず、Fe系材料とろう材層41は直接接合する。
(もっと読む)
溶接方法

【課題】逆歪みを与えたり或いは歪み取りを行うことなしに、熱による母材の変形、すなわち溶接による歪みそのものの発生を抑制する溶接方法を提供する。
【解決手段】アルミルーフ9とスチールボディサイドルーフレール10を重ねた溶接部位11に供給する金属ワイヤをレーザで溶かしながらこれらワーク同士を溶接する溶接方法において、溶接部位11全長を少なくとも3つ以上の溶接部位に分割し、その分割した各溶接部位W1〜W7の溶接方向を同一方向とし、且つ各溶接部位の溶接終了点から次の溶接部位の溶接開始点へ戻り、その溶接終了点を前の溶接部位の溶接開始点として溶接する。
(もっと読む)
鉄道車両
【課題】窓隅部を含んだ吹寄せ部をシアプレートによって補強した鉄道車両を提供すること。
【解決手段】窓開口部21が形成され、外板11の車内面側に骨部材12,13が縦横に接合された側構体1を有するものであって、外板11の車内面側には、窓開口部21横の吹寄せ部全体にシアプレート31が接合され、そのシアプレート31は、窓開口部21の上下にまで突き出た突起部31aを備え、窓隅部R1〜R4を含む窓開口部21の枠形状に沿って端部が形成された鉄道車両。
(もっと読む)
パルスレーザ溶接用アルミニウム合金材及び電池ケース
【課題】A1000系アルミニウム材をパルスレーザ溶接する際に、異常部の発生が防止され、均一に良好な溶接部を形成することができるパルスレーザ溶接用アルミニウム合金材及び電池ケースを提供する。
【解決手段】パルスレーザ溶接にて接合されるアルミニウム合金材において、A1000系アルミニウム材からなり、液相における粘度が0.0016Pa・s以下である。又は、パルスレーザ溶接後の溶接部におけるポロシティ発生度が、ポロシティの断面積×個数で表示されるポロシティ総断面積(μm2)を観察区間の長さ(mm)で除した数値(μm2/mm)として定義した場合に、1.5(μm2/mm)以下である。
(もっと読む)
レーザ・アーク複合溶接ヘッド及びその方法
【課題】高速で良好なビードを形成することができるレーザ・アーク複合溶接ヘッド及びその方法を提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板である母材Wを溶接するレーザ・アーク複合溶接方法であって、入力されたレーザ光L0を分割レーザ光L2a,L2bに2分割した後、母材Wに対して集光、照射すると共に、この分割レーザ光L2a,L2bの光軸と同軸上に配置したアーク電極20からアークAを発生させて同軸溶接を行い、更に、このアーク電極20の溶滴移行形態をスプレー移行とする。
(もっと読む)
セル状構造体の製造方法、セル状構造体及び対応する装置
互いに取り付けられた熱可塑性材料の複数のシート(101)で形成されたセル状のハネカム構造体を製造するための方法であって、起伏領域(2a及び3a)が各シートに設けられ、各自由なシート(101b)は、予め間に取り付けられた異なる複数のシートによって形成された中間ブロック(21)の隣接しているシート(101a)と一緒に取り付けられ、この取り付けは、レーザ光源で、この自由なシートとこの隣接しているシートとの接触している少なくとも所定の平面領域(3a及び2b)を、前記複数のエンボスの軸線に平行な連続ライン(L)に沿って溶接することによって行われる。 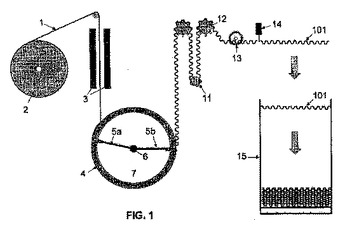 (もっと読む)
(もっと読む)
溶接継手構造および溶接方法
【課題】 従来の溶接継手構造における溶接部の形状として、例えばスポット溶接の円形状や直線形状、あるいはC字形状の形状などが知られている。また、直線形状の溶接部では継手強度と製品剛性の向上を図りやすい半面、溶接部の端部で応力集中が発生する。またC字形状の形状などでは溶接品質のバラツキにより、想定していた破壊荷重より小さい荷重により破断してしまう可能性があり、接合の信頼性が低く、作業効率が悪い問題があり、作業効率と高強度化の両方を満足することができなかった。
【解決手段】 溶接部の形状を、第1接合部とこれと同じ形状の第2接合部を離間して対向配置させたかっこ形状とする。これにより溶接部の端部の応力集中緩和と、継手強度・製品剛性の確保と、作業時間短縮のすべてを考慮した、重ね合わせレーザ接合における溶接継手構造および溶接方法を提供できる。
(もっと読む)
中空パネルおよびその製造方法、パネル構造体
【課題】任意長さの中空パネルを容易に製作できる中空パネルおよびその製造方法を得る。
【解決手段】第1のパネルシート1と、この第1のパネルシート上に等間隔をおいて直線状に配列した複数個のL字形支持板21〜25と、このL字形支持板21〜25に沿って分割され、その分割部において突き合わせ接合された複数個の分割パネルシート31〜35で形成した第2のパネルシート3とで中空パネル101を構成した。
(もっと読む)
浸食防止層の作製方法及び前記浸食防止層を有するコンポーネント
【課題】金属基材上に浸食防止層を作製する方法を提供する。
【解決手段】腐食防止材料は金属基材2上に溶接される。材料は、少なくとも0.1%の炭素と少なくとも12%のクロムを含有する鋼である。材料は、レーザ堆積溶接によって基材2に適用される。これによって金属基材2及び基材2に適用された浸食防止層3を有するコンポーネント1が作製される。
(もっと読む)
低出力レーザの溶接構造
【課題】レーザ反射率の高い金属同士のレーザ溶接に低出力のレーザを用い、突合せや重ねのギャップがあっても安定して溶接可能なレーザ溶接構造を提供する。
【解決手段】第1部材と第2部材とを重ね合わせてなる重ね合わせ部を有するレーザ溶接構造であって、第1部材は、重ね合わせ部に先端面を有し、先端面を重ね合わせ部の接触面と続く第2部材の表面に対して略135度の角度に形成し、第1部材の先端面が受光するレーザ光の照射位置は、先端面に対して略垂直方向である低出力レーザの溶接構造である。
(もっと読む)
スライド式手動溶接装置
【課題】 簡潔構造で準備も容易のスライド式手動溶接装置を提供すること。
【解決手段】 本発明のスライド式手動溶接装置10は、同一平面上に固定される一方の被溶接体19bに押し当てられ回動する回動ローラ32a、32bと、同一平面上に固定される他方の被溶接体19aの上方に取付けられるガイド部21に押し当てられ回転するガイドローラ33a、33bと、ガイドローラ33a、33bと回動ローラ32a、32bが取付けられる基板13に装着される溶接トーチ35とを備え、回動ローラ回動ローラ32a、32bの回動により溶接トーチ35が一方の被溶接体19bと他方の被溶接体19aとの端部に沿って移動し溶接が行われることとした。
(もっと読む)
電子装置用ハウジング及びその製造方法
【課題】カバーと好適に結合することができる電子装置用ハウジングを提供する。
【解決手段】電子装置用ハウジングは、基体10及びカバー20を備え、カバーは、レーザー熔接方式によって基体に結合される。取り付け孔が開設された基体及び透明なカバーを提供するステップと、カバーを基体の取り付け孔に貼り合わせるステップと、レーザ装置から提供されるレーザビーム30がカバーを透過して基体に投射されるステップと、レーザビームで基体の熔接しようとする部分を熔融して、カバーを基体に熔接するステップを備える。
(もっと読む)
溶接構造体の製造方法及び電池の製造方法
【課題】 第1部材と第2部材とが強固に溶接された溶接構造体を製造することが可能な溶接構造体の製造方法を提供する。
【解決手段】 溶接前のケース本体部材30(第1部材)と封口部材40(第2部材)は、第1外面31と第2外面41とを面一にして組み合わせたとき、第1外面31から突出する第1突出部35及び第2外面41から突出する第2突出部45の少なくともいずれかからなる突出部25であって、第1外面31と第2外面41との間に位置する突出部25を含む。溶接前のケース本体部材30と封口部材40について、第1外面31と第2外面41とを面一にして、第1外面31と第2外面41との間に突出部25を配置した状態で、突出部25にレーザビームLB(エネルギービーム)を照射し、突出部25を溶接部52の一部として、ケース本体部材30と封口部材40を溶接する。
(もっと読む)
レーザ加工方法
【課題】移動手段に設けた加工ツールによりワークの加工線をレーザ加工する際に、加工線に沿ってトーチを正確に移動させ、高精度な溶接を行う。
【解決手段】トーチ20を停止させた状態で、マスタワークWmに対応して、加工ツール14を第1センサシステム22が照射位置Pmを計測するとともに、第2センサシステム24が先行位置Qmを計測する。照射位置Pmとワーク形状を示す基準データにおける照射位置Piとの第1偏差Δxを加工線に沿った系列データとして求める。トーチ20からレーザを照射させた状態で、実ワークWに対応して加工ツール14を加工線に沿って移動させながら、第2センサシステム24先行位置Qrを計測する。先行位置Qr先行位置Qmとの第2偏差Δyを系列データとして求める。第1偏差Δx及び第2偏差Δyに基づいて実際の照射位置Prを演算して、加工ツール14の位置を補正する。
(もっと読む)
レーザ加工方法
【課題】レーザ溶接を安定して行うことができるレーザ加工方法を提供すること。
【解決手段】レーザ加工方法は、断面円弧状の円弧部をそれぞれ含む一対のワークについて、円弧部の外周面側同士を当接させ、この当接した部分に、レーザ光を照射して溶接する。このレーザ加工方法は、一対のワークの断面を仮想平面上に生成するステップST1と、仮想平面上に所定半径の円を生成するステップST2と、この生成した円を、ワーク同士の当接した部分に向かって移動して、一対のワークの両方に当接させ、この円と前記一対のワークとの接点を求めるステップST3と、円の中心と接点とが成す角度を二等分する角度を演算するステップST4と、この演算した角度を照射方向としてレーザ光を照射するステップST5と、を備える。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】圧縮耐力の強い溶接構造部材を製造する。
【解決手段】溶接ロボットFを構成するレーザ溶接装置Eにおいて、被溶接部材の板厚に対する溶け込み面積および/または溶け込み深さを必要最小にする溶け込み性状の制御部10を備えた。また、溶け込み性状を制御するために少なくとも材質、入熱、ねらい位置、ビームプロファイルに関する実験に裏付けられた溶け込み目標となる断面形状の見本画像をパターン化した形状見本データを記憶したデータベースと、溶接金属断面積と熱影響部断面積の和を板厚の二乗で除した値に対する圧縮耐力特性を記憶したデータベースと、を備え、制御部10はデータベースから読み出した形状見本データおよび/または圧縮耐力特性を参照して溶け込み性状を制御する。
(もっと読む)
歪みの無いレーザ接合材
【課題】 溶接方向に沿った長さが1m以上、幅30〜500mm、厚さ0.8〜3mmの鉄系金属板同士をレーザにて連続溶接した場合に、熱歪みが無いレーザ接合材を提供すること。
【解決手段】 鉄系金属板同士を重ね合わせ、そのすみ肉をレーザにて連続溶接する際、溶接方向と垂直な方向の断面において、溶融部端点A,Bと、板厚方向に最も深く溶け込んだ点Oとを結んで形成した三角形AOBを規定し、レーザ入射口に相当する辺ABの長さをx、その他の辺AOとBOの長さをy,zとし、点Oから辺ABへの垂線の長さをhとするとき、(x+y+z)/xとh/xの積h(x+y+z)/x2の値が2以上となる条件により、レーザ接合を行う。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】嵌め込みで組立てた支持格子を、短時間で高精度で溶接する。
【解決手段】レーザ光源光をガルバノミラーに導き、ガルバノミラーで反射されたレーザ光が溶接箇所を走査して溶接を行うレーザ溶接方法。前記のレーザ溶接方法は、レーザ光源光を前記ガルバノミラーに導く光学系と被溶接物とガルバノミラーを所定の位置に設置する設置ステップと、前記光学系の位置情報と、前記被溶接物の溶接箇所の位置情報と、前記ガルバノミラーの位置の情報を基に、ガルバノミラーから反射されたレーザ光が前記設置された被溶接物の所定の溶接箇所を照射する様に前記ガルバノミラーの取付け角度を調節する角度調節ステップと、前記取付け角度が調節されたガルバノミラーに前記レーザ光源光を導き、さらにガルバノミラーで反射されたレーザ光により前記設置された被溶接物の溶接箇所を照射する照射ステップを有しているレーザ溶接方法。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】一応組立てた支持格子の各部を溶接する時間を短縮する。
【解決手段】複数の溶接箇所が一定の規則で配列された被溶接物を、その被溶接物の溶接箇所の配列に整合して動くレーザ溶接用出射ヘッドを使用して溶接するレーザ溶接方法であって、レーザ光源光を複数の溶接用レーザ光に分割するレーザ光源光分割ステップと、前記レーザ光源光分割ステップにて分割された複数の溶接用レーザ光を、前記レーザ溶接用出射ヘッドから前記被溶接物の複数の溶接箇所に照射する照射ステップを、有しているレーザ溶接方法。前記被溶接物は、同じ形状、寸法の溶接箇所が一定の規則で配列されており、前記レーザ溶接用出射ヘッドは、前記被溶接物の溶接箇所の形状、寸法および配列に整合して動くものであるレーザ溶接方法。前記レーザ光源光分割ステップは、前記レーザ溶接用出射ヘッド内にてレーザ光源光の分割を行うレーザ溶接方法。
(もっと読む)
接合継手及び当該継手による鉄道車両
【課題】レーザ溶接による溶接部の疲労強度を向上させた接合継手及び当該継手による鉄道車両を提供すること。
【解決手段】金属板21,22同士を重ね合わせた接合部分を、連続したレーザ溶接によって接合したものであって、レーザ溶接による溶接線31は、その溶接端部31aに、非直線形状で当該溶接線31の幅方向に広がりをもたせた止め部32の溶接が行われた接合継手30。
(もっと読む)
21 - 40 / 68
[ Back to top ]