
Fターム[4E081DA12]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | すみ肉溶接 (163)
Fターム[4E081DA12]に分類される特許
161 - 163 / 163
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材及びフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
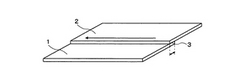
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材(板2)と、鉄系被溶接材(鋼板1)とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
(もっと読む)
ワーク取付治具及びこれを用いた溶接方法

【課題】 センタリングが容易なワーク取付治具及びこれを用いた溶接方法を提供する。
【解決手段】 仮止めされたワーク20のウエブ31の端部を第1又は第2発明のワーク取付治具の間隙に嵌合してポジショナに固定する工程と、ワークの寸法に基づいて隣接する1対のフランジ32間に挿入されるトーチ33とフランジ32との間の間隔が所定値以上であるか否かを判定する工程と、間隔が所定値以上である場合にトーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程と、所定値未満の場合にワーク取付治具を中心点35を通る水平軸を中心に回転させて間隔を所定値以上とした後、トーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程とを有し、トーチとフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、ワーク取付治具の回転中心35とウエブ相互間の交点36との間の偏心量を補正する工程を含む。
(もっと読む)
自動周溶接方法
【課題】亀裂の発生しない、耐久性寿命の長い容器を製造可能とする、基材と取付環材との自動周溶接方法を提供する。
【解決手段】溶接始端部を所定の入熱量となる溶接初期条件で溶接し、本溶接部を溶接初期条件よりも高い入熱量となる本溶接条件で溶接し、溶接終端部を本溶接条件よりも低い入熱量となる溶接終端条件で溶接し、この溶接終端部の溶接工程の終了前に、溶接トーチを取付環材yに沿って基材から遠ざかる方向に退避させ、該退避位置である溶接終点をクレータ処理条件で溶接をすることにより、溶接終点に形成されるクレータ処理部22bが、従来の周溶接方法で形成されるクレータ処理部22aと比べて、取付環材y側に偏移して形成されるため、本溶接部の形状と比べて基材面上に延出している部分が縮小又は消失する。
(もっと読む)
161 - 163 / 163
[ Back to top ]