
Fターム[4E081DA12]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | すみ肉溶接 (163)
Fターム[4E081DA12]に分類される特許
141 - 160 / 163
ステンレス鋼の溶接継手
【課題】継手疲労強度に優れる薄肉材のステンレス鋼の溶接継手を提供する。
【解決手段】溶接継手、好ましくはフェライト系またはマルテンサイト系ステンレス鋼の板厚が8mm以下におけるビードが、断面形状においてビード端部が下方に向かって凸状をなし、ビード止端部より0.3mm以上離れた位置に最小曲率半径を有する滑らかな曲線で構成され、前記ビード止端部は止端半径0.5mm以上で、溶接金属中の未変態オーステナイト率が室温において5〜85%とする。
(もっと読む)
ボイラ火炉及びボイラ火炉用パネルの製造方法

【課題】肉盛溶接に伴うボイラ火炉用パネルの変形を抑制して変形の修正作業時間の短縮を図ることができ、しかも、鋼管の熱効率の低下の抑制が可能なボイラ火炉及びボイラ火炉用パネルの製造方法を提供することを目的とする。
【解決手段】上記課題は、鋼管と平鋼の溶接継手部を隅肉溶接して隅肉溶接部を形成し、火炉内面側の当該鋼管と平鋼の表面に耐食性材料を肉盛溶接して肉盛溶接部を形成したボイラ火炉用パネルを使用したボイラ火炉において、火炉外面側にのみ前記隅肉溶接部を形成したボイラ火炉とする構成によって達成する。
(もっと読む)
建設機械の管状構造物の製造方法及び建設機械の管状構造物
【課題】製造作業の作業性を維持しながら、充分な疲労強度及び優れた美観を有する建設機械の管状構造物を製造することができる方法及び疲労強度を充分に確保しながら美観にも優れた建設機械の管状構造物を提供すること。
【解決手段】板材14〜17同士を組み合わせて相互接合する工程と補強板20を板材14、15に連結する工程とを含む組立工程を行なう前に、補強板20と特定の板材14、15との連結箇所について、板材14、15の内側面上に補助板19を配置してこの補助板19の長手方向の両端面と板材14、15の内側面とを跨ぐように前記両端面に沿って隅肉溶接を施す両側溶接工程を行い、補強板連結工程においては、補助板19が設けられた連結箇所について、この補助板19の表面に補強板20の端部を当ててこの端部の片側面と補助板19の表面とを跨ぐように当該端部に沿って隅肉溶接を施すことにより補強板20を板材14〜17に連結する。
(もっと読む)
建設機械の作業機構成部材と補強部材の接合方法
【課題】作業機構成部材が作業負荷を繰り返し受けても補強部材の補強機能を十分に維持することができ、かつ、両部材が溶接後に凹状に変形するのを抑制できる建設機械の作業機構成部材と補強部材の接合方法を提供する。
【解決手段】作業機構成部材4の一方の面4aに補強部材5の一方の面5aを接合する建設機械の作業機構成部材と補強部材の接合方法において、作業機構成部材4の一方の面4aと補強部材5の周縁部5bとを隅肉溶接するほか、補強部材5の他方の面から熱を加えて作業機構成部材4まで溶け込ませた深溶け込み溶接部8を形成し、作業機構成部材5の他方の面から熱を加えて補強部材5まで溶け込ませた深溶け込み溶接部9を形成する。
(もっと読む)
デッキプレートの補強方法、および補強構造
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
重ね隅肉溶接方法
【課題】優れた疲労特性が要求される自動車用薄鋼板の、レーザ溶接とガスメタルアーク溶接の複合溶接からなる重ね隅肉溶接方法を提供する。
【解決手段】先行溶接をレーザ溶接、後行溶接をガスメタルアーク溶接とし、レーザ溶接による溶融池が凝固する前に、溶融池にガスメタルアーク溶接のアーク放電を行う。レーザ溶接におけるレーザのビーム径D(mm)、レーザ出力P(W)および溶接速度V(m/min)は次式を満足する。 120<P/(S・V2)<170ここでS=π(D/2)2はレーザビーム照射面積。
(もっと読む)
消耗電極アーク溶接方法
【課題】 板厚の異なる板材から形成される継手を消耗電極アーク溶接方法によって高品質に溶接する。
【解決手段】 本発明は、溶接トーチをウィービングさせ、ウィービング中の溶接トーチ位置Ptが予め定めた溶接法切換位置p1を第1の境界として厚板側にあるときは電極プラス極性直流アーク溶接を行い、ウィービング中の溶接トーチ位置Ptが前記第1の境界よりも薄板側にあるときは電極マイナス極性直流アーク溶接を行い、ウィービング中の溶接トーチ位置Ptが前記溶接法切換位置p1又は予め定めた送給速度切換位置p2を第2の境界として厚板側にあるときは送給速度Frを予め定めた電極プラス極性送給速度Frpにし、ウィービング中の溶接トーチ位置Ptが前記第2の境界よりも薄板側にあるときは送給速度Frを予め定めた電極マイナス極性送給速度Frnにする消耗電極アーク溶接方法である。
(もっと読む)
波形ウェブ桁の溶接方法
【課題】良好な溶接ビード外観を、簡便に得る。
【解決手段】波形ウェブ桁10の波形ウェブ板12とフランジ板14の接合部を隅肉溶接するための波形ウェブ桁の溶接方法において、2台の自動溶接手段22、24の溶接トーチ23、25を、波形ウェブの平行部の略中央の同じ位置に向けて配置し、同時に溶接を開始して、同じ溶融池から各々反対方向に進行させ、各々の溶接アークを停止させることなく、円弧部、傾斜部及び次の円弧部を経て、次の平行部Eまで溶接する。
(もっと読む)
Zn系めっき鋼板用溶接ワイヤー及びZn系めっき鋼板の溶接方法
【課題】 Zn系めっき鋼板をアーク溶接する際に、溶接金属内での溶融金属脆化割れが発生することのないアーク溶接用の溶接ワイヤーを提供する。
【解決手段】 C:0.001〜0.3質量%,Si:1.5質量%以下,Mn:0.05〜2.0質量%,P:0.2質量%以下,S:0.03質量%以下,Ti:0.005〜0.1質量%,B:0.0001〜0.01質量%,Mo:0.05〜0.5質量%を含み、さらに必要に応じてNb:0.001〜0.1質量%,V:0.01〜0.3質量%,Zr:0.01〜0.5質量%の一種又は二種以上を含み、残部がFe及び不可避的不純物からなる金属で構成する。 上記金属を外皮とし、その外皮内に塩化物系混合物又はフッ化物系混合物を混入した溶接用フラックスを充填したコアードフラックスワイヤーとすることが好ましい。
(もっと読む)
直交関係で組み付ける角パイプ組付構造
【課題】 高い精度の直交関係で角パイプを組み付ける角パイプ組付構造を提供する。
【解決手段】 組み付けるX軸角パイプ10及びY軸角パイプ20の各上面板110,210に対となる上斜め端部150,250を、各内周面板120,220に内凸端部260及び内凹端部162を、各下面板130,230に対となる下斜め端部170,270を、そして各外周面板140,240に外凸端部180及び外凹端部282をそれぞれ割り当ててなり、X軸角パイプ10及びY軸角パイプ20は、対となる上斜め端部150,250同士又は下斜め端部170,270同士を接面させ、内凹端部162に内凸端部260を嵌合し、そして外凸端部180を外凹端部282に嵌合して、内周面板220に内凹端面163を外接させた内凹端部162を隅肉溶接する角パイプ組付構造である。
(もっと読む)
建築鉄骨構造物柱梁接合部表波ビード溶接方法
【課題】建築鉄骨鋼管構造物に片側溶接方法においての裏当金溶接方法、裏波溶接法、ビード置き方法、肉盛溶接方法等で、いずれも開先の裏側に裏波ビードを形成させるものであるが応力集中や工数の増大や不安定溶接などの障害を減少すること。
【解決手段】H形鋼柱・角形鋼管柱に対して直交する梁フランジの突合せ溶接、及びH形鋼柱・梁に対して直交するスティフナーの突合せ溶接を、それぞれレ形開先の反対側から水平すみ肉溶接又は立向すみ肉溶接を行い、開先の表側に表波ビードを形成させる。
(もっと読む)
溶接用構造材料および溶接継手
【課題】溶接パラメータや設備を変更せずに、溶接部の疲労強度を向上させることができる溶接用構造材料および溶接継手の提供。
【解決手段】溶接用構造材料20の表層部22A,22Bに、表面に沿う方向(矢印C方向)の圧縮残留応力をもたせることによって、溶接用構造材料20からなる第1,第2板材31,32を隅肉溶接により接合する際に、溶接金属34と各表層部22Aとの各境界の近傍に位置する各表層部22Aの部分が、加熱されて圧縮残留応力を開放して膨張するようにし、これによって、溶接金属34の凝固収縮により溶接部33に生じる引張残留応力を低減するようにした。
(もっと読む)
隅肉溶接用開先の構造
【課題】 隅肉溶接において溶着部における剛性急変緩和(θの増大)による応力集中の緩和を図ると共に、溶接冷却時の収縮変形による残留応力発生の緩和を図るようにした隅肉溶接用開先の構造を提供する。
【解決手段】 溶接すべき溶接母材7の開先部7c、7e側の端部が被溶接母材8に角度を成して当接され、溶接すべき溶接母材7を開先部7c、7eに沿って被溶接母材8に溶接する隅肉溶接用開先の構造であって、溶接すべき溶接母材7の溶接溶け込み部7d'より更に奥側に残留応力発生緩和の空間部Sを設けた構成としたものである。
(もっと読む)
溶接装置
【課題】 一対の溶接トーチによる横板上面と縦板下端との間の両コーナー部分の隅肉溶接に際しての機能性を高めた溶接装置を提供する。
【解決手段】 この溶接装置は、横板(1)の上面と縦板(2)下端との間の左右両コーナー部分(3)(4)の隅肉溶接を連続的に行わせる連続溶接と、両コーナー部分(3)(4)の隅肉溶接を間欠的に行わせるタック溶接の双方を可能にしている。
(もっと読む)
ガスシールドアークすみ肉溶接用フラックス入りワイヤ
【課題】 黒皮鋼板を2電極高速水平すみ肉溶接する場合においても、良好なスラグ剥離性、ビード形状およびビード外観が得られるなど良好な溶接作業性を持つガスシールドアークすみ肉溶接用フラックス入りワイヤを提供する。
【解決手段】 ワイヤ全質量に対する質量%で、Ti酸化物をTiO2換算値で2.5〜4.0%、Si酸化物をSiO2換算値で1.2〜2.0%、MgのMgO換算値を含むMgO換算値で0.1〜0.7%、Zr酸化物をZrO2換算値で0.1〜0.4%、Al酸化物のAl2O3換算値で0.3%以下、NaおよびKをNa2O換算値およびK2O換算値の合計で0.05〜0.30%、弗素化合物をF換算値で0.03〜0.20%、を含有し、Fe酸化物のFeO換算値で0.4%以下とし、残部は主に鉄粉、合金剤、脱酸剤および不可避的不純物からなることを特徴とする。
(もっと読む)
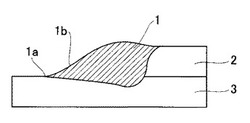
傾斜登り隅肉溶接方法およびその自動隅肉溶接装置
【課題】 水平に対し傾斜した隅肉継手の溶接品質を向上することができる傾斜登り隅肉溶接方法と、その傾斜隅肉継手を簡易に能率よく自動溶接できる傾斜登り自動隅肉溶接装置を提供する。
【解決手段】 下板1上を走行し、溶接線倣い手段を有する走行台車20と、下板1と立板2とで形成される、水平に対し傾斜した傾斜溶接線3を隅肉溶接する溶接トーチ11と、溶接トーチ11を揺動させるトーチ揺動手段と、トーチ軸を中心に前記トーチ揺動手段を回転して溶接トーチの揺動方向を水平方向に調節する揺動方向調節手段とを備えた傾斜登り自動隅肉溶接装置により、溶接トーチ11の揺動方向を水平方向に調節して傾斜溶接線3を上進溶接する。
(もっと読む)
ビード継ぎ重ね溶接方法
【課題】確実かつ容易に既存溶接ビードに重ね溶接ビードを継ぎ重ねることができるビード継ぎ重ね溶接方法を提供する。
【解決手段】水平すみ肉溶接又は下向きすみ肉溶接で既存溶接ビード4に重ね溶接ビード11を継ぎ重ねるビード継ぎ重ね溶接方法において、母材2における既存溶接ビード4と重ね溶接ビード11を継ぎ重ねる部位に予め開先3を形成し、開先3内に溶接端部5が位置するように既存溶接ビード4を形成した後、開先3内に位置する既存溶接ビード4の溶接端部5に継ぎ重ねられるように重ね溶接ビード11を形成することを特徴とする。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
溶接継手の疲労性能向上構造及び疲労性能向上方法
【課題】 本発明は、不溶着部を持つ溶接継手の止端部および不溶着部の応力集中を解放し、残留応力を制御する処理を施し、溶接継手の疲労性能を改善する方法を提供するものである。
【解決手段】 溶接継手1の端部において、端面から不溶着部5の端部に穴をあけ、応力集中を低減する。さらに当該穴にピンまたは鋼棒19などを打ち込むことによって応力低減を施す。また、当該端部において塑性変形を与え、溶接継手1表面の形状を平滑にして、端面および止端の応力集中を低減すると共に圧縮残留応力を与える。溶接の寸法を増加させるように増盛りを併用することによって効果はより大きくなる。塑性変形を与える手段として、超音波ピーニング処理装置を用いる。
(もっと読む)
自動すみ肉溶接方法
【課題】 終端部の角巻き溶接におけるビード形状にばらつきがなく、溶接品質が安定する自動すみ肉溶接方法を提供する。
【解決手段】 溶接始端12にストレートトーチ9a及び9bを移動させ、始端側をセンシングして溶接線を補正する(ステップS1)。始端側のセンシングが終了した後、アークを点火し、始端側角巻き溶接を行う(ステップS2)。始端側角巻き溶接に引き続いて本溶接を行う(ステップS3)。本溶接を終端13の手前で一端停止し、アークを切り、その位置を記憶する(ステップS4)。ストレートトーチ9a及び9bを終端13のまで移動し、トーチ先端部の溶接ワイヤにより終端部をセンシングして溶接線を補正する(ステップS5)。次いで、終端13でアークを再開して終端角巻き溶接を行い、本溶接時にアークを切った終端の手前の位置14、15まで本溶接を行い、ビードを先のビードの端部につなぐ(ステップS6)。
(もっと読む)
141 - 160 / 163
[ Back to top ]