
Fターム[4E081YQ01]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 複合板、管の溶接 (18) | 板継手、管継手 (8)
Fターム[4E081YQ01]に分類される特許
1 - 8 / 8
ノズルアダプタの取り付け方法及びノズルアダプタ
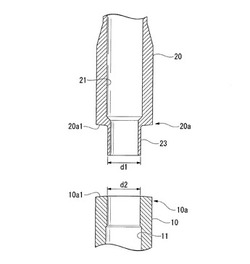
【課題】作業性が良く、溶接による変形を防止して高い位置精度で取り付け可能なノズルアダプタの取り付け方法及びノズルアダプタの提供。
【解決手段】ノズル10に管形状のノズルアダプタ20を完全溶け込み溶接によって取り付けるノズルアダプタ20の取り付け方法であって、上記完全溶け込み溶接の際に内周面側の裏当てとなり、且つ、ノズル10の端部10aの内径d2よりも大きい外径d1を有する裏当て部23が、上記管形状の端部20aに一体で形成されているノズルアダプタ20を冷却し、裏当て部23をノズル10の端部10aに挿入して冷やしばめする冷やしばめ工程と、上記冷やしばめ工程の後、ノズル10の端部10aとノズルアダプタ20の端部20aとを外周面側から上記完全溶け込み溶接する溶接工程と、を有するという手法を採用する。
(もっと読む)
配管溶接部の予防保全方法

【課題】カメラの損傷を回避することができる配管溶接部の予防保全方法を提供する。
【解決手段】連結された第1走行体29及び第2走行体28を有する配管内アクセス装置27は、第1走行体29の駆動輪41及び第2走行体28の駆動輪35の回転によって、配管25内を移動する。噴射ノズル30及びCCDカメラ31が第1走行体29に設けられたシリンダ装置34に取り付けられる。第1走行体29が配管25の溶接部26に到達したとき、配管内アクセス装置27の移動が停止され、噴射ノズル30がシリンダ装置34の外側に向って移動し、CCDカメラ31がシリンダ装置34内に収納される。溶接部26の外面が高周波誘導加熱装置55によって加熱され、噴射ノズル30から噴射された冷却水によって溶接部26の内面が冷却される。これによって、溶接部26付近の内面に圧縮残留応力が付与される。
(もっと読む)
配管の肉盛溶接方法
【課題】 原子炉再循環系配管などの溶接継手において応力腐食割れの進展を抑制する配管の肉盛溶接方法を提供する。
【解決手段】 原子炉再循環系配管1を肉盛溶接するにあたって、溶接前の開先加工部17に応力腐食割れ進展方向8と交差する方向14に溶接金属のデンドライト組織を成長させた肉盛溶接層を形成し、配管内面側6の表面硬化層4で発生した応力腐食割れ18が溶接金属7の内部に進展することを抑制する。
(もっと読む)
多重管の接合方法及び多重管
【課題】 耐食性の低下が少ない多重管の接合方法及び多重管を提供する。
【解決手段】 2本の多重管1a、1bのそれぞれの一端面同士を接合する多重管の接合方法において、それぞれの多重管は低合金鋼からなる内管2a,2bと、内管の外周に配されたステンレス鋼からなる外管3a,3bとを備え、2本の多重管のそれぞれの一端面同士の間にアモルファスシートからなるインサート材を介在させた状態で、端面同士を突き合わせ、端面近傍を加熱してインサート材の融点以上かつ多重管の融点以下の温度に保持する。
(もっと読む)
直交関係で組み付ける角パイプ組付構造
【課題】 高い精度の直交関係で角パイプを組み付ける角パイプ組付構造を提供する。
【解決手段】 組み付けるX軸角パイプ10及びY軸角パイプ20の各上面板110,210に対となる上斜め端部150,250を、各内周面板120,220に内凸端部260及び内凹端部162を、各下面板130,230に対となる下斜め端部170,270を、そして各外周面板140,240に外凸端部180及び外凹端部282をそれぞれ割り当ててなり、X軸角パイプ10及びY軸角パイプ20は、対となる上斜め端部150,250同士又は下斜め端部170,270同士を接面させ、内凹端部162に内凸端部260を嵌合し、そして外凸端部180を外凹端部282に嵌合して、内周面板220に内凹端面163を外接させた内凹端部162を隅肉溶接する角パイプ組付構造である。
(もっと読む)
パイプ連結構造
【課題】第1のパイプと第2のパイプを強固に連結するために、パイプに特殊な加工をせずに強固に連結固定できるとともに、必要な強度に応じた連結手段を選択できる点にある。
【解決手段】第1のパイプ2の周面に第2のパイプ3の端部を略直角に連結するためのパイプ連結構造において、第2のパイプの周面3bの一部又は全周面と、第1のパイプ2の周面2aの一部又は全周面とを第1のパイプ2の周面2aにおける第2のパイプ3の端部3aとの接合面より外周の一部又は全周とを溶接結合する側面視略台形状の1又は複数の補助連結具1を備えた。
(もっと読む)
配管継手構造
【課題】 バックシールなしで溶接することができ、かつ配管の内表面側に酸化スケールが発生することのない配管継手構造を提供することを目的とする。
【解決手段】 第一の管材12の端部14と、この第一の管材12と隣接して配置された第二の管材13の端部15とが突合せ溶接により接続される配管継手構造10であって、前記第一の管材12の端部14に、内側嵌合部14aが周方向にわたって形成されているとともに、前記内側嵌合部14aの半径方向外側に、第一の開先14bが周方向にわたって形成されており、前記第二の管材13の端部15に、前記内側嵌合部14aの半径方向外側に嵌合される外側嵌合部15aが形成されているとともに、この外側嵌合部15aの端面で、かつ前記第一の開先14bと対向する位置に第二の開先15bが周方向にわたって形成されていることを特徴とする。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【要 約】
【課 題】 耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】 マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に複数の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1回の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、最終層の溶接パスを、1体積%以上のオーステナイト相が生成される下限の温度であるA1点超えとなる溶接パスとする。また、その後の溶接パスのうち少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
1 - 8 / 8
[ Back to top ]