
Fターム[4E082BA02]の内容
Fターム[4E082BA02]に分類される特許
1 - 20 / 57
アーク溶接制御方法およびアーク溶接装置
高周波発生装置

【課題】 溶接電源等に内蔵されている従来の高周波発生装置では、高速サイリスタ素子を用いているため母材―電極間から放電される高周波高電圧の発生回数が少ない。
【解決手段】 商用交流電源を整流し脈流を有する直流電圧を出力する直流電源回路と、シャントレギュレータ等で形成されるマルチバイブレータ駆動回路と、第1のスイッチング素子、第2のスイッチング素子、周波数設定用コンデンサ及び第5の抵抗器でマルチバイブレータを形成し、シャントレギュレータが通電するとマルチバイブレータが安定から所定時間の非安定になる単安定マルチバイブレータ回路と、共振コンデンサとトランスのインダクタンスとで形成される共振回路と、単安定マルチバイブレータ回路が非安定状態になると共振回路を駆動させるMOSFET素子と、放電ギャップと、トランスの2次側の一方に直列接続した複数の2次側コンデンサと、を備えた高周波発生装置である。
(もっと読む)
アーク溶接制御方法

【課題】 直流パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電して直流パルスアーク溶接するアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所Ps2−Pe2を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所Ps1−Pe1、Ps3−Pe3を溶接するときは前記直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所Ps2−Pe2を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接を行う。交流パルスアーク溶接は磁気吹きによるアーク切れが発生しにくいので、ビード外観を良好に保つことができる。
(もっと読む)
溶接装置を制御及び/又は調節するための方法並びに溶接装置
【課題】溶接プロ接中の熱入力を制御して薄板や低融点材料の消耗電極溶接などへ適用範囲を拡大する溶接装置を提供する。
【解決手段】少なくともいくつかの短絡段階33中に、溶接電流I及び/又は溶接電圧Uの極性が切り替えられ、溶接電流I及び/又は溶接電圧Uの振幅は所定値に調節され、溶接ワイヤ13の溶融と短絡ブリッジとをそれぞれ防止するが、溶接ワイヤ13を加工物16から持ち上げるときの電気アーク15の安全な再点火が、短絡段階33の終わりに又は電気アーク段階36の初めに、溶接電流I及び/又は補助電圧なしの溶接電圧Uのみによって電気アーク15を再点火することによって可能とする。
(もっと読む)
交流パルスアーク溶接方法、交流パルスアーク溶接装置および交流パルスアーク溶接システム
【課題】ワークへの入熱の調整を適切に行うことができる交流パルスアーク溶接方法、溶接装置および溶接システムを提供する。
【解決手段】逆極性にてピーク電流Ippを通電するピーク期間Tppと逆極性にてベース電流Ibpを通電するベース期間Tbpとを含む逆極性パルスを第1の所定回数繰り返す逆極性期間と、正極性にてピーク電流Ipnを通電するピーク期間Tpnと正極性にてベース電流Ibnを通電するベース期間Tbnとを含む正極性パルスを第2の所定回数繰り返す正極性期間と、を1周期として繰り返して溶接を行うものであって、ピーク期間Tpnはピーク期間Tppより短く、ピーク電流Ipnの絶対値はピーク電流Ippの絶対値より小さいことを特徴とする。
(もっと読む)
交流パルスアーク溶接制御方法
【課題】消耗電極交流パルスアーク溶接において、電極マイナス極性電流比率を大きな値に設定しても、安定した溶接状態を維持すること。
【解決手段】電極マイナス極性ベース期間Tbn中は臨界値未満の電極マイナス極性ベース電流Ibnを通電し、続けて電極マイナス極性ピーク期間Tpn中は前記電極マイナス極性ベース電流Ibnよりも大きな値の電極マイナス極性ピーク電流Ipnを通電し、続けて電極プラス極性ピーク期間Tp中は臨界値以上の電極プラス極性ピーク電流Ipを通電し、続けて電極プラス極性ベース期間Tb中は臨界値未満の電極プラス極性ベース電流Ibを通電して溶接を行う。前記電極プラス極性ベース電流Ibは、絶対値が時間経過に伴って小さくなる傾斜を有している。Ibの前半部分の電流値が大きくなるのでアーク切れを抑制でき、後半部分の電流値が小さくなるのでスパッタも少なくなる。
(もっと読む)
アーク溶接方法およびその装置
【課題】酸素を含有する金属部材を母材に用いるとき、アークを発生を抑制し、かつ溶接部位の溶け落ちを防止し、溶接部位の接合形状を従来よりも均一にする。
【解決手段】母材50には酸素含有率が10ppm以上の金属部材を用い、予熱工程と波形制御工程とを有する。予熱工程は、母材50の全部または一部を予熱する。波形制御工程は、母材50と電極30との間に流す電流Iの波形を、片極側であってピーク電流値Ipとゼロ値を含まないベース電流値Ibとの間で変化させ、電流値比(=電流振幅値Iw/電流平均値Iv)を0.5から2.0までの範囲とし、周波数を500Hz以上として、アークを発生させる。母材50を予熱するので、アークの発生時間を短く抑制できる。片極側で電流Iを変化させるので、アーク力で押しのけられた溶融金属は、アーク力が弱まった際に復元し、溶接部位の溶け落ちを防止できる。
(もっと読む)
交流非消耗電極アーク溶接制御方法
【課題】交流非消耗電極アーク溶接において、母材表面の酸化皮膜の状態、母材の温度、シールドガスのシールド状態等の溶接条件に影響されることなくアーク長を適正値に維持すること。
【解決手段】電極マイナス極性期間Ten及び電極プラス極性期間Tepを1周期とする交流の溶接電圧Vwを検出して処理し、この溶接電圧処理値が予め定めた電圧設定値と等しくなるように溶接トーチの高さを制御してアーク長Laを一定値に維持する交流非消耗電極アーク溶接制御方法において、前記溶接電圧処理値が、電極マイナス極性期間Tenの開始自転から切換時変動期間Tsが経過した後の定常期間Tc中における溶接電圧の平均値である。この溶接電圧処理値は溶接条件に影響されることなくアーク長を正確に検出することができるので、溶接条件によらずアーク長を適正値に維持することができる。
(もっと読む)
アーク溶接方法
【課題】 よりきれいなビードを形成できるアーク溶接方法を提供すること。
【解決手段】 消耗電極15と母材との間にアークを発生させることにより溶滴移行させる第1工程と、アークを発生させつつ上記母材に形成される溶融池を冷却する第2工程とを交互に繰り返すアーク溶接方法であって、上記第1工程は、消耗電極15の極性が+となるEP期間Tepおよび消耗電極15の極性が−となるEN期間Tenからなる単位周期Teを繰り返す交流パルス電流を消耗電極15と母材との間に流すことによって行われ、上記交流パルス電流は、EP期間Tenにおいてピーク値iw1pを有する波形であり、EP期間Tepは、ピーク値iw1pに達する前の前半期間Tuと、ピーク値iw1pに達した後の後半期間Td,Tbとを有しており、後半期間Td,Tbの間に第1工程から第2工程に移行する。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】よりきれいなウロコ状のビードを形成可能なアーク溶接方法、およびアーク溶接システムを提供すること。
【解決手段】消耗電極15と溶接母材Wとの間に溶接電流を、絶対値の平均値が第1の値であるように流すことにより、アークaを発生させつつ溶滴移行させる第1工程と、上記溶接電流を、絶対値の平均値が上記第1の値より小さい第2の値であるように流し、上記第1工程と上記第2工程とを繰り返すアーク溶接方法であって、上記第2工程において消耗電極15と母材Wとの間の溶接電圧Vwが予め定められた基準溶接電圧Vstよりも大きいときに上記消耗電極の送給速度Vfを増速させ、溶接電圧Vwが基準溶接電圧Vstよりも小さいときに送給速度Vfを減速させる。このような構成により、過大な上記溶接電圧に起因して溶接ビードの外観が乱れてしまうことや、過小な上記溶接電圧に起因してアークが消滅してしまうことを抑制することができる。
(もっと読む)
溶接機のための補助電源
補助電力出力部を有する電気溶接機(100)と、補助電力出力部を制御する方法とが、提供される。一実施形態で、システムは、溶接機電力出力部(165)と回路通信する第1の二次巻線(140)と、補助電力出力部を有する補助電源と回路通信する第2の二次巻線(145)とを有する。補助電源は、溶接機電力出力部がオンであるかどうかを判断するよう溶接機電力出力部をモニタリングする入力部(180)と、サージ又はスパイクが補助電力出力部で存在するかどうかを判断する回路(250)と、特定の条件が満たされる場合に補助電力出力部が利用可能な電力を制限する回路とを有する。1つの方法は、補助電力出力部に対する需要をモニタリングし、第1の制限を上回る補助電力出力部に対する需要におけるスパイクがあるかどうかを判断するステップと、スパイクが第1の制限を上回り且つ溶接機電力出力部がアクティブにされる場合に補助電力出力部が利用可能な電力を低減するステップとを有する。 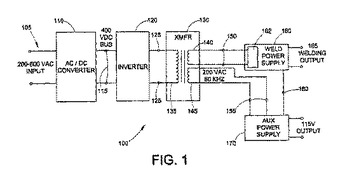 (もっと読む)
(もっと読む)
交流パルスアーク溶接の出力制御方法
【課題】交流パルスアーク溶接の手動溶接において、簡単な操作によって溶着金属量を変化させることなく、入熱量を変化させて溶接することができるようにすること。
【解決手段】電極プラス極性のピーク電流及びベース電流の通電と電極マイナス極性の電極マイナス極性電流の通電とを繰り返し、電極マイナス極性電流比率設定値Rnrに応じて前記電極マイナス極性電流の値及び/又は前記電極マイナス極性電流の通電期間を設定する交流パルスアーク溶接の出力制御方法において、トーチスイッチTsを予め定めた判定期間Th内にオン/オフするクリック操作をしたときは前記電極マイナス極性電流比率設定値Rnrを予め定めた第1修正値Δdだけ変化させ、前記トーチスイッチTsを前記判定期間Th内にオン/オフ/オン/オフするダブルクリック操作をしたときは前記電極マイナス極性電流比率設定値Rnrを予め定めた第2修正値Δuだけ変化させる。
(もっと読む)
溶接装置および溶接方法
【課題】従来のくびれ検知技術を用いた低スパッタ溶接と交流溶接を同一の装置で実現する溶接装置は、複雑であり、また、高価になってしまうという課題があった。
【解決手段】出力端子の極性反転が可能な溶接装置で、くびれ検出部がくびれ現象を検出した時点および/またはアーク中に短絡を検出した時点に、出力端子の極性反転を行うことで出力電流を急減して低スパッタ溶接を実現し、低スパッタ溶接と交流溶接を一つの装置で実現できる溶接装置を簡単な構成で安価に提供することができる。
(もっと読む)
交流パルスアーク溶接制御方法
【課題】消耗電極式交流パルスアーク溶接において、電極マイナス極性電流比率を30%以上に設定しても、安定した溶接を行えるようにすること。
【解決手段】電極マイナス極性ピーク期間Tpn中は電極マイナス極性ピーク電流Ipnを通電し、続けて電極プラス極性ピーク期間Tp中は電極プラス極性ピーク電流Ipを通電し、続けて電極プラス極性ベース期間Tb中は電極プラス極性ベース電流Ibを通電し、続けて電極マイナス極性ベース期間Tbn中は電極マイナス極性ベース電流Ibnを通電して溶接を行う交流パルスアーク溶接制御方法において、電極プラス極性ピーク期間Tp又は電極プラス極性ベース期間Tb中に溶滴移行が行われなかったときは、電極プラス極性ベース期間Tbと電極マイナス極性ベース期間Tbnとの間に電極プラス極性ピーク期間Tp及び電極プラス極性ベース期間Tbを再度設ける。
(もっと読む)
溶接操作中に溶接プロセスを変更する方法および溶接操作前に熱入力する方法
本発明は、溶接操作中に溶接プロセスを変更する方法であって、溶融する溶接ワイヤ(9)とワークピース(14)との間の短絡中に、実施された溶接プロセスから次の溶接プロセスまで変更が実行される方法、および溶接操作の前に熱を入力する方法に関する。高いプロセスの安定性によって溶接プロセスを達成するために、実施される前記溶接プロセスの短絡を検出して、前記溶接ワイヤ(9)が前記次の溶接プロセスの溶接電流(I)の閾値(34)に依存して移動方向に規定された継続期間(32)の間さらに移動した後停止し、前記溶接電流(I)が前記閾値(34)に到達すると、前記次の溶接プロセスを開始するために、前記溶接ワイヤ(9)が反対方向に移動することが提供される。 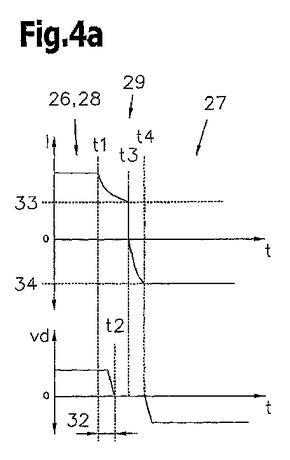 (もっと読む)
(もっと読む)
交流溶接装置
【課題】従来の重畳回路は、重畳電圧印加用コンデンサの充電開始タイミングが極性反転のタイミングと同期するため、正極性期間を短く設定した場合に充電時間が不足し、所望の重畳電圧値まで充電させることができないという課題を有していた。
【解決手段】逆極性重畳電圧印加期間のみONするt1信号を第3の逆極性用スイッチング素子153へ供給することにより、逆極性重畳電圧印加期間終了後、ただちに第1の逆極性用コンデンサ152への充電を開始させることができる。同様に、正極性重畳電圧印加期間のみONするt2信号を第3の正極性用スイッチング素子163へ供給することにより、正極性重畳電圧印加期間終了後ただちに第1の正極性用コンデンサ162への充電を開始させることができる。この動作により、正極性期間を短く設定した場合でも充電期間を確保し、所望の重畳電圧値まで充電させることができる。
(もっと読む)
交流パルスアーク溶接制御方法
【課題】消耗電極交流パルスアーク溶接において、電極マイナス極性電流比率を大きな値に設定しても、安定した溶接状態を維持すること。
【解決手段】電極マイナス極性ベース期間Tbn中は臨界値未満の電極マイナス極性ベース電流Ibnを通電し、続けて電極マイナス極性ピーク期間Tpn中は臨界値以上の電極マイナス極性ピーク電流Ipnを通電し、続けて電極プラス極性ピーク期間Tb中は臨界値以上の電極プラス極性ピーク電流Ipを通電し、続けて電極プラス極性ベース期間Tb中は臨界値未満の電極プラス極性ベース電流Ibを通電し、これらの通電を1周期として繰り返して溶接を行う。電極マイナス極性ピーク期間Tpn及び電極プラス極性ピーク期間Tpを設けることによって、電極マイナス極性電流比率が大きな値に設定されたときでも、1パルス1溶滴移行状態を維持することができ、安定した溶接状態となる。
(もっと読む)
アーク溶接方法
【課題】スパッタの発生を抑制することができるとともに、短絡状態に至ってからより早くこの短絡状態を解消することができるアーク溶接方法を提供すること。
【解決手段】溶接ワイヤ15を所定の溶接位置に導く溶接トーチ14を用いて、溶接ワイヤ14と溶接母材Wとの間にアークA1,A2を発生させて溶接を行うアーク溶接方法であって、アークA1が発生しているアーク発生状態(H1)から溶接ワイヤ15と溶接母材Wとが短絡している短絡状態(H2)へ変化した後に、溶接トーチ14を溶接母材Wから離間させ短絡状態(H2)を解消する工程を有する。このような構成により、上記短絡状態を応答性よく解消可能であり、高速溶接におけるスパッタ発生を抑制することができる。
(もっと読む)
アーク溶接方法
【課題】母材の開先面にアーク熱の分散化と集中化を自在に制御できる溶接システムを提供し、アークの入熱密度分布の制御を行うことによって、過大な溶接入熱となるのを抑制しながら母材溶融の確保を可能とする。
【解決手段】消耗電極式のアーク溶接方法であって、溶接ワイヤの送給に対して溶接ワイヤの送給波形を正弦波または矩形波に変化させ、この溶接ワイヤの送給波形に対して位相をずらすか、または位相をずらさずにアーク電流波形またはアーク電圧波形を使用する。
(もっと読む)
交流アーク溶接方法
【課題】ワークの精度のバラツキやギャップ量が変化する場合、ワイヤの突き出し長さが変化し短絡発生が不測のタイミングで発生する。特に突き出し長さが著しく変化する場合には転流のタイミングで短絡が発生する場合があり、その際アーク長が一定にならないためにアーク不安定やアーク切れやビ−ド幅の細りが発生するという課題があった。
【解決手段】ピーク電流とベース電流からなる逆極性電流を通電する逆極性期間と、正極性電流を通電する正極性期間とを交互に繰り返して溶接を行う交流アーク溶接方法であって、前記逆極性期間の終了時点でワイヤと母材が短絡している場合には、前記正極性期間とはせずに前記ピーク電流を出力して短絡を開放させ、その後前記ベース電流を出力した後に前記正極性期間にする。
(もっと読む)
1 - 20 / 57
[ Back to top ]