
Fターム[4E084FA06]の内容
溶接用非金属材料(フラックス) (4,852) | 溶接条件 (111) | 溶接姿勢 (80) | 水平 (18)
Fターム[4E084FA06]に分類される特許
1 - 18 / 18
水平すみ肉溶接用被覆アーク溶接棒
【課題】高電流の溶接条件で水平すみ肉溶接しても耐棒焼け性に優れてアークが安定し、スラグ剥離性およびビード形状が良好なすみ肉溶接用被覆アーク溶接棒を提供する。
【解決手段】鋼心線に被覆剤が塗装されている被覆アーク溶接棒において、前記被覆剤は、平均粒径が5〜45μmでMnCO3の含有量が90質量%以上である炭酸マンガン:0.6〜4.0質量%、炭酸マンガン以外の金属炭酸塩:2〜8質量%、ルチール:8〜16質量%、珪砂:4〜12質量%、マグネシアクリンカー:2〜8質量%、フェロマンガン:5〜11質量%、鉄粉:40〜60質量%を含有し、その他は塗装剤、水ガラスおよび不可避的不純物からなる。
(もっと読む)
水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤ
【課題】 プライマ塗装鋼板の水平すみ肉溶接に使用して優れた耐ピット性が得られると共に溶接作業性が良好な鋼製外皮にフラックスを充填してなる水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 ワイヤ全質量に対する質量%で、TiO2換算値:0.5〜2.5%、SiO2換算値:0.1〜0.5%、ZrO2換算値:0.1〜0.5%、C:0.03〜0.10%、Si:0.4〜0.85%、Mn:1.5〜3.0%、かつ、Mn/Si:3.0〜4.5、Al:0.2〜0.5%、Mg:0.1〜0.4%、かつ、Al+Mg:0.5〜0.8%、FeO換算値:0.1〜1.0%、Na2O換算値およびK2O換算値の1種または2種の合計:0.05〜0.2%、F換算値:0.02〜0.1%を含有し、スラグ形成剤の合計が1.5〜3.5%でることを特徴とする。
(もっと読む)
2電極水平すみ肉CO2ガスシールドアーク溶接用フラックス入りワイヤ
【課題】 高電流高速度の溶接条件での施工でアンダーカットやオーバーラップがなく健全なビードが得られ、スラグも容易に除去できる2電極水平すみ肉CO2ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、フラックスに、Ti酸化物のTiO2換算値:3.0〜4.0%、Si酸化物のSiO2換算値:1.0〜1.8%、Zr酸化物のZrO2換算値:0.6〜1.2%、Mg:0.1〜0.5%、NaおよびKの酸化物および化合物のNa2O換算値並びにK2O換算値の合計:0.10〜0.30%、弗素化合物のF換算値:0.05〜0.20%、BiおよびBi酸化物のBi換算値の和:0.010〜0.030%、Al酸化物のAl2O3換算値:0.05〜0.3%、Fe酸化物のFeO換算値:0.05〜0.3%を含有することを特徴とする。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用フラックス入りワイヤ
【課題】溶接欠陥がない良好な大脚長ビードが得られるAr-CO2混合ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】Ar−CO2混合ガスシールドアーク溶接用フラックス入りワイヤにおける、ワイヤ全質量に対する質量%で、Ti酸化物のTiO2換算値:4.0〜4.4%、MgのMgO換算値とMgOとの和の合計:1.2〜2.0%、Mg:0.3〜0.6%、SiO2:1.5〜2.0%、ZrO:0.3〜1.0%、Fe酸化物のFeO換算値:0.3〜0.7%、AlのAl2O3換算値とAl2O3との和の合計:0.1〜0.5%、アルカリ金属化合物のNa2O換算値とK2O換算値との合計:0.06〜0.20%、K2O換算値:0.05%以下、弗素化合物のF換算値:0.03〜0.10%、C:0.04〜0.12%、Si:0.3〜0.7%、Mn:1.5〜3.0%を含有し、ワイヤ全水素量が0.005%以下とする。
(もっと読む)
水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤ
【課題】広い溶接条件範囲でプライマ塗装鋼板の水平すみ肉溶接に使用して優れた耐ピット性、溶接作業性を得る。
【解決手段】水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤにおける、ワイヤ全質量に対する質量%で、Zr酸化物のZrO2換算値:1.0〜2.0%、Si酸化物のSiO2換算値:0.5〜2.0%、AlおよびAl酸化物の一方または両方のAl2O3換算値ならびにMgおよびMg酸化物の一方または両方のMgO換算値の1種または2種の合計:0.1〜1.0%、ただし、MgおよびMg酸化物の一方または両方のMgO換算値:0.5%、Fe酸化物のFeO換算値およびMn酸化物のMnO換算値の1種または2種の合計:0.2〜0.7%、Na化合物およびK化合物のNa2O換算値およびK2O換算値の合計:0.05〜0.20%を含有し、TiおよびTi酸化物のTiO2換算値:0.1%以下であることを特徴とする。
(もっと読む)
2電極水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤ

【課題】 2電極水平すみ肉ガスシールドアーク溶接方法に使用して、溶接速度1.5〜2.0m/min(脚長5〜6mm)で良好な溶接作業性、ビード形状および耐気孔性が得られる2電極水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 鋼製外皮内にフラックスを充填してなるフラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、Ti酸化物のTiO2換算値:2.5〜4.0%、Fe酸化物のFeO換算値:1.5〜3.5%、但し、TiO2換算値/FeO換算値:1.0〜2.5、Si酸化物のSiO2換算値:0.7〜1.2%、Zr酸化物のZrO2換算値:0.4〜1.0%、Al:0.1〜0.7%、Mg:0.1〜0.7%、弗素化合物のF換算値:0.06〜0.20%、アルカリ金属化合物のNa2O換算値およびK2O換算値の1種以上の合計:0.06〜0.30%を含有することを特徴とする。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】非常に安定し、かつ優れた低温靭性を有する溶接金属が得られるこガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量に対する質量%で、フラックスに、金属フッ化物のF換算値:0.5〜3.0%、鋼製外皮とフラックスの一方または両方の合計で、C:0.03〜0.08%、金属Si、Si合金およびSi化合物のSi換算値:0.1〜0.8%、金属Mn、Mn合金およびMn化合物のMn換算値:0.7〜2.0%、金属Ti、Ti合金およびTi化合物のTi換算値:0.03〜(0.15/F+0.1)%、金属B、B合金およびB化合物のB換算値:0.001〜0.01%、Ni:0.3〜3.0%を含有し、金属Al、Al合金およびAl化合物のAl換算値:0.1%以下、かつF換算値が1.5〜3.0%ではAl換算値を(0.015/F換算値)%以下を含有することを特徴とする。
(もっと読む)
サブマージアーク溶接用溶融型フラックスおよび低温用鋼のサブマージアーク溶接方法。
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られるサブマージアーク溶接用溶融型フラックスおよび低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:8〜25%、Al2O3:30〜50%、MgO:0.5〜5.0%、MnO:0.5〜5.0%、CaO:5〜20%、CaF2:25〜50%を含有する溶融型フラックスと、ワイヤ全質量%で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いフラックス入りワイヤとの両者を組合せてサブマージアーク溶接をする。
(もっと読む)
2電極すみ肉ガスシールドアーク溶接方法
【課題】プライマ塗装鋼板を溶接速度が1m/min以上の2電極高速水平すみ肉ガスシールドアーク溶接方法の提供。
【解決手段】先行電極と後行電極の電極間距離を10〜40mmとし、後行電極のトーチ角度が下板に対して0〜60°で溶接進行方向に対して1〜25°の前進角にして、ワイヤ全質量に対する質量%でフラックスに、Ti酸化物:TiO2換算値で1.5〜2.8%、Si酸化物:SiO2換算値で0.4〜1.2%、Zr酸化物:ZrO2換算値で0.1〜0.5%、Si:0.6〜1.2%、Mn:2.0〜3.0%、Al:0.3〜1.0%、但し、Ti酸化物のTiO2換算値/Al≧2.0、弗素化合物:F換算値で0.01〜0.07%、NaおよびK:Na2O換算値およびK2O換算値の合計で0.10〜0.025%を含有するフラックス入りワイヤを先行電極および後行電極に用いて溶接する。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】 スパッタ付着量の低減およびアンダーカットや止端部の膨らみがない良好なビード形状が得られる黒皮鋼板の2電極高速水平すみ肉溶接に適したガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 鋼製外皮のC:0.03質量%以下、ワイヤ全質量に対する質量%で、フラックスに、Ti酸化物:TiO2換算値で1.8〜2.8%、Si酸化物:SiO2換算値で0.4〜1.0%、Zr酸化物:ZrO2換算値で0.2〜0.5%、Fe酸化物:FeO換算値で0.1〜0.6%、さらに、鋼製外皮とフラックスの合計で、Si:0.3〜1.2%、Mn:1.5〜3.5%、Al:0.4〜1.0%、NaおよびK:Na2O換算値およびK2O換算値の合計で0.10〜0.25%、弗素化合物:F換算値で0.02〜0.08%を含有し、残部はFe成分からなることを特徴とする。
(もっと読む)
低温用鋼のサブマージアーク溶接用フラックスおよびその溶接方法
【課題】低温液体用貯槽タンクの建造材料等に使用される5.5%Ni鋼や9%Ni鋼などの溶接において、従来の下向、水平すみ肉および横向姿勢溶接に加え、立向姿勢溶接が可能な低温用鋼溶接用サブマージアーク溶接用フラックスおよびその溶接方法を提供する。
【解決手段】低温用鋼の溶接に用いるサブマージアーク溶接用フラックスにおいて、フラックス全質量に対する質量%で、Al2O3:31〜60%、CaF2:10〜40%、SiO2:1〜10%、Na2O:0.1〜5%、金属Al:0.1〜5%を含有し、その他はCaCO3、CaO、MgO、金属Mnおよび不可避不純物であることを特徴とする低温用鋼のサブマージアーク溶接用フラックス。また、Niを60質量%ワイヤと前記フラックスを組合せて溶接することを特徴とする低温用鋼のサブマージアーク溶接方法。
(もっと読む)
Ni基合金フラックス入りワイヤ
【課題】9%Ni鋼又はNi基合金の溶接において、水平すみ肉溶接又は横向溶接に際し、耐ピット性に優れると共に溶接作業性及びビード外観が良好であり、また、立向上進溶接が可能なNi基合金フラックス入りワイヤを提供すること。
【解決手段】Ni基合金を外皮とするフラックス入りワイヤにおいて、フラックス中にワイヤ全質量に対して、TiO2、SiO2及びZrO2を総量で4.0質量%以上含み、さらに、Mn酸化物をMnO2換算で0.6〜1.2質量%含み、かつ、TiO2、SiO2、ZrO2及びMnO2(換算量)の含有量を質量%で、それぞれ、[TiO2]、[SiO2]、[ZrO2]及び[MnO2]としたとき、[TiO2]/[ZrO2]が2.3〜3.3、[SiO2]/[ZrO2]が0.9〜1.5、及び、([TiO2]+[SiO2]+[ZrO2])/[MnO2]が5〜13である。
(もっと読む)
耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤ
【課題】 400〜570N/mm2級の耐候性鋼の水平すみ肉溶接において、アーク状態が良好でスパッタ発生量が少なく良好なスラグ剥離性およびビード形状が得られるとともに溶接金属の機械的性能の優れた耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 ワイヤ全質量に対する質量%で、Ti酸化物のTiO2換算:2.0〜4.0%、SiO2:0.5〜1.5%、ZrO2:0.1〜0.6%、弗化物のF換算値:0.02〜0.08%、C:0.02〜0.08%、Si:0.3〜0.7%、Mn:1.5〜2.5%、かつ、Mn/Si:2.5〜6.0、Al:0.15〜0.5%、Mg:0.15〜0.5%、かつ、Al/Mg:0.3〜3.0、Ni:0.3〜0.7%、Cr:0.45〜0.8%、Cu:0.3〜0.6%を含有し、残部はFe、アーク安定剤および不可避不純物であることを特徴とする。
(もっと読む)
非低水素系被覆アーク溶接棒
【課題】 溶接作業性などの良好な諸性能を維持しつつ、高電流の溶接条件で溶接しても優れた耐棒焼け性を確保できる非水素系被覆アーク溶接棒を提供する。
【解決手段】 鋼心線に被覆剤が塗装されている被覆アーク溶接棒において、前記被覆剤は、MnCO3およびFeCO3の1種または2種の合計を0.3〜1.8質量%、TiO2を12〜30質量%、SiO2を15〜30質量%、CaCO3を5〜15質量%、有機物を2〜5質量%、鉄粉を20〜45質量%含有し、その他は脱酸剤、スラグ生成剤、アーク安定剤および不可避不純物からなることを特徴とする非低水素系被覆アーク溶接棒。
(もっと読む)
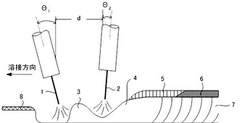
2電極大脚長水平すみ肉ガスシールドアーク溶接方法
【課題】 厚板の水平すみ肉ガスシールドアーク溶接でビード形状、外観が良好で、かつ溶接部にスラグ巻き込みや溶込み不足などの溶接欠陥がない大脚長のすみ肉ビードを高能率に得る。
【解決手段】 フラックス入りワイヤを使用する2電極大脚長水平すみ肉ガスシールドアーク溶接方法において、先行電極のワイヤ狙い位置をルート部から下板側に5〜10mm、後行電極のワイヤ狙い位置をルート部から上板側に0〜5mmとし、先行電極と後行電極の電極間距離は30mm以上の2プールで、先行電極電流(AL)と後行電極電流(AT)の比(AL/AT)を0.4〜0.8、和(AL+AT)を450〜850Aとする。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】水平すみ肉溶接施工等に関し、高速溶接性と耐気孔性が優れているとともに、スラグ被包性及びスラグ剥離性が向上したガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ガスシールドアーク溶接用フラックス入りワイヤのフラックスは、ワイヤ全質量あたりの成分比率で、金属としてのZr源をZr換算で0.10乃至0.30質量%、ZrO2を0.30乃至1.0質量%、TiO2を1.0乃至5.0質量%、SiO2を0.30乃至1.0質量%、金属Al源をAl換算で0.10乃至0.30質量%とし、アルカリ金属源としてのNa及び/又はKが、Na2O及び/又はK2O換算総量で0.04乃至0.10質量%であって、K2O/Na2O比の値が1.0乃至3.0である。
(もっと読む)
サブマージアーク溶接用溶融型フラックス
【課題】 大電流で横向き溶接することができ、且つ横向き、水平すみ肉及び下向きのいずれの溶接姿勢にも適用可能なサブマージアーク溶接用溶融型フラックスを提供する。
【解決手段】 組成を、フラックス全質量あたり、SiO2:10乃至40質量%、CaO:10乃至27質量%、CaF2:5乃至35質量%、MgO:3乃至20質量%、Al2O3:9乃至35質量%及びMnO:1.5乃至20質量%を含有すると共に、TiO2:6質量%以下に規制し、更に、CaO含有量(質量%)を[CaO]、SiO2含有量(質量%)を[SiO2]、Al2O3含有量(質量%)を[Al2O3]としたとき、下記数式で表される[A]を0.3乃至0.7とする。 (もっと読む)
(もっと読む)
被覆アーク溶接棒
【課題】 耐欠陥性に優れ、良好な耐腐食性と溶接作業性を確保しつつ、生産性も良好な耐候性、耐海水性、耐硫酸性および耐塩酸性鋼用の被覆アーク溶接棒を提供する。
【解決手段】 軟鋼または低合金鋼からなる心線に被覆剤が塗装されている被覆アーク溶接棒において、液相線温度が1150〜1400℃、かつ平均粒径が40〜160μmのCu合金を被覆剤中に1.3〜9.0質量%含有させる。またこれに加えて、液相線温度が1100〜1450℃、かつ平均粒径が60〜180μmであるSb合金を被覆剤中に0.3〜2.5%含有させる。
(もっと読む)
1 - 18 / 18
[ Back to top ]