
Fターム[4E087CA44]の内容
Fターム[4E087CA44]に分類される特許
1 - 14 / 14
金属製部品の塑性加工装置
【課題】円環状の第三中間素材21をローリング加工により拡径して第四中間素材22とする際に、破断面の溝底を起点とする微小なクラックの発生を防止して歩留りを向上させ、製造コストの低減を図る。
【解決手段】円板状の第一中間素材19の片面に揺動鍛造により円形凹部45を形成した後、中央部をこの円形凹部45と反対側から打ち抜いて、上記第三中間素材21とする。打ち抜きに伴って内周面に生じる破断面が、軸方向中間部に位置する。この破断面は、上記ローリング加工の初期段階で押し潰されて平滑面となる。この為、上記第三中間素材21の直径が拡がる段階でこの第三中間素材21の内周面には、上記クラック発生の起点となる様な溝が存在しない状態となり、上記課題を解決できる。
(もっと読む)
軸受外輪の製造方法

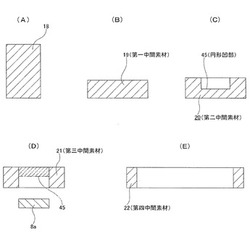
【課題】背面組み合わせ型の複列アンギュラ型玉軸受を構成する外輪3を、円柱状の素材10を塑性変形させる事により造る場合に、両外輪軌道2、2に、この素材10のうちで清浄度の高い中間部金属材料29を露出させられる製造方法を実現する。
【解決手段】上記素材10に、(A)→(B)の据え込み加工と、(C)→(D)の後方押出加工と、(D)→(E)の打ち抜き加工と、(E)→(F)のローリング加工と、仕上加工とを順次施す事により、上記外輪3とする。上記据え込み加工で造る第一中間素材11aの外径を、後方押出加工に使用するダイス13の内周面の内周面側大径部18の内径以下で内周面側小径部19の内径よりも大きくする。そして、上記後方押出加工で、上記第一中間素材11aの外径寄り部分を内周面側傾斜部20に全周に亙り引っ掛けた状態で、この第一中間素材11aをパンチ14の先端面により上記ダイス13の底部に向けて押し込む。
(もっと読む)
穴あけされたブシュブランクのためのブシュ拡開装置に用いられる供給装置および穴あけされたブシュブランクを鍛造するための方法
【課題】穴あけされたブシュブランクの極めて正確な位置決めを可能にし、ひいてはブシュブランクの正確でかつフレキシブルな変形加工/鍛造を可能にする。
【解決手段】ブシュブランク3の周面を変形加工する鍛造サドル9に対して鍛造マンドレル5が、ブシュブランク3の穴あけ部4の内側でカウンタホルダを形成しており、鍛造サドル9が、駆動装置10,11によって比較的高速に駆動可能であり、当該供給装置が、ブシュ拡開装置1内に引込み可能な台車を有しており、該台車が、相互間隔を置いて配置された載置装置25,33,34を有しており、該載置装置が、鉛直方向でストローク運動可能でかつ回転運動可能な3つの支承台を有しており、鍛造サドル9の駆動装置も、載置装置および当該供給装置のための駆動装置も、1つのCNC制御部49に、プログラム制御されるように関係付けられている。
(もっと読む)
リング素材の製造方法
【課題】セット替えの手間がほとんどなく、ランニングコストも安く、多種のリング素材を製造できる製造方法を提供する。
【解決手段】丸棒素材11より切出す切断ビレット12の長さを変えることで、後方押出しと打抜きにより成形したリング状素材15の長さと、前記リング状素材15を一定の据込み高さに据込んで得られた据込みリング状素材16の外径を制御し、前記据込みリング状素材16を冷間ローリング加工で拡径することで、異なる外径のリング素材17を成形する。
(もっと読む)
環状成形体の製造方法及び環状成形体
【課題】同一の素材からなり、部分的に特性の異なる環状成形体を製出することが可能な環状成形体の製造方法、この製造方法によって製造された環状成形体を提供する。
【解決手段】貫通孔を有する環状素体20にリング圧延を施すことによって成形される環状成形体の製造方法であって、前記リング圧延においては、環状素体20の内周側に配置されるマンドレルロール50と、環状素体20の外周側に配置されるメインロール40と、によって圧延を行う構成とされており、マンドレルロール50と環状素体20との接触部又はメインロール40と環状素体20との接触部の少なくとも一部に、マンドレルロール50又はメインロール40からの押圧力を軽減する押圧力軽減部を形成し、前記押圧力軽減部に相当する部分の結晶粒を他の部分の結晶粒よりも粗大にすることを特徴とする。
(もっと読む)
金属製リング状部品の製造方法及び金属製部品の塑性加工装置
【課題】円環状の第三中間素材21をローリング加工により拡径して第四中間素材22とする際に、破断面の溝底を起点とする微小なクラックの発生を防止して歩留りを向上させ、製造コストの低減を図る。
【解決手段】円板状の第一中間素材19の片面に揺動鍛造により円形凹部45を形成した後、中央部をこの円形凹部45と反対側から打ち抜いて、上記第三中間素材21とする。打ち抜きに伴って内周面に生じる破断面が、軸方向中間部に位置する。この破断面は、上記ローリング加工の初期段階で押し潰されて平滑面となる。この為、上記第三中間素材21の直径が拡がる段階でこの第三中間素材21の内周面には、上記クラック発生の起点となる様な溝が存在しない状態となり、上記課題を解決できる。
(もっと読む)
ブシュ拡張装置及びブシュブランクの鍛造法
本発明は、大型で重いブシュブランク(5)を、モータにより、例えば液圧式で駆動可能な変形加工工具(4)によって、比較的少ない投資コストで部分的に鍛造することができると同時に、直径と高さの両方を拡大させる、ブシュ拡張装置及び方法に関する。  (もっと読む)
(もっと読む)
リング形成方法
既定の長さに棒体を切断するステップと、ブランク(10)を形成するために、前記棒体の長手方向に沿って前記棒体にスリットを切削するステップと、ツールに前記ブランク(10)を挿入するステップと、前記ブランクの端部に圧縮力を加えると同時に前記スリットの中間を伸ばすステップと、ブランクが円形になるまでスリットの中間を延ばすステップとを備えるリング製造方法。  (もっと読む)
(もっと読む)
口絞りシェルの製造方法
【課題】リング状の被加工材の外周面にノッチを加工して拡径鍛造により口絞りシェルを製造する際に、円筒状シェル部の拡径に伴う口絞り部の拡径を防止して、工程設計を容易とする製造方法を提供することである。
【解決手段】リング状の被加工材1cの外周面にノッチ7を加工し、この被加工材1cを芯金5と金敷6との間で回転させながら拡径鍛造することにより、円筒状シェル部9bの端部に口絞り部9aが一体に形成されるようにした口絞りシェルを製造する際に、口絞り部9aの先端部の端面Eを水もしくは空気、または水と空気との気液混合液で冷却しながら拡径鍛造を行なうようにした。それにより、口絞り部9aの変形抵抗が上昇して、先端部の拘束力が強化されるため、円筒状シェル部9bの拡径に伴う口絞り部9aの拡径が防止され、鍛造工程設計が容易となり、絞り量自体も大きくとることができる。
(もっと読む)
機械部品用制振素材、その製造方法、及びそれを用いた機械部品
【課題】材質面での制限が少なく要求に応じた材質選択が容易であり、多くの機械部品に広く適用することができ、さらに優れた制振特性を容易に得ることのできる機械部品用制振素材を提供すること。
【解決手段】塑性加工及び/又は機械加工により形成した溝部21を有するリング状の素材2に、素材2を径方向に引き伸ばすと共に前記溝部21内空間を縮小させる方向に圧延を行うリングローリング加工により塑性加工を加える方法によって形成した、金属的に結合することなく接触している非結合界面を有する。非結合界面は、表面から内部の所定深さまで形成されており、貫通していないことが好ましい。非結合界面の深さ方向の長さが、同一方向の厚み寸法の20%以上であることが好ましい。
(もっと読む)
リング素材の鍛造方法及びその鍛造装置
【課題】リング素材の初期設計値と鍛造後の形状に差がなく歩留まりの低下がないリング素材の鍛造方法及びその鍛造装置を提供することを課題とする。
【解決手段】所定温度に加熱された円筒形状のリング素材1に芯金2を挿入し、リング素材1の上方に配置した上金敷3によりリング素材1の外表面を、その全長に亘って圧下しつつ、芯金2の回転によりリング素材1を回転することによって圧下領域の移動を繰り返し行いリング素材1を鍛造するリング素材の鍛造方法において、上金敷3の中心軸をリング素材1の中心軸から平面視で傾けた状態で、リング素材1を鍛造する。
(もっと読む)
リング素材の鍛造方法及びその鍛造装置
【課題】リング素材の初期設計値と鍛造後の形状に差がなく歩留まりの低下がないリング素材の鍛造方法及びその鍛造装置を提供することを課題とする。
【解決手段】所定温度に加熱された円筒形状のリング素材1に芯金2を挿入し、リング素材の1上方に配置した上金敷3によりリング素材1の外表面を、その全長に亘って圧下しつつ、芯金2の回転によりリング素材1を回転することによって圧下領域の移動を繰り返し行いリング素材1を鍛造するリング素材の鍛造方法において、リング素材1の両端部に設けられた保温材4及び/又は加熱装置5によりリング素材1の両端部と中心部の温度差を200℃以内にしてリング素材1を鍛造する。
(もっと読む)
口絞りシェルの製造方法
【課題】口絞り部と直円筒状シェルとの境界部での材料の引けを抑制して欠肉の発生を防止でき、かつ、低コストで製品歩留まりが向上する、大型圧力容器用の口絞りシェルの製造方法を提供することである。
【解決手段】リング状素材の外周面にノッチを加工し、この素材を芯金と金敷との間で回転させながら拡径鍛造して円筒状シェル部の端部に口絞り部を一体に形成する口絞りシェルの製造方法で、前記ノッチを素材の口絞り部側の端面Eaから、素材の全長L0の0.28以下の位置に、肉厚Tに対するノッチから素材の他方の端面Ebの距離の比が7.0以上となるように加工し、前記ノッチから端面Ebまでの素材外周面に前記金敷を接触させ、圧下率Sが、以下の第1式(b:材質依存定数)を満たすように拡径鍛造するようにしたのである。
S≦(1/b)×(δ1u/L1)×(L0/L1)2 -------------(1)
(もっと読む)
高精度リングの製造方法及び製造装置
【課題】 ラジアル玉軸受を構成する軌道輪を冷間加工で造る為の素材となる高精度リング8を容易に造れる製造方法を実現する。
【解決手段】 (A)に示したビレット21から、(B)に示した円盤状中間素材22、(C)に示した第二円盤状中間素材24を経て、(D)に示した円輪状中間素材26を造る。この円輪状中間素材26を、厚さ寸法が大きな内径側を拡げ、同じく小さな外径側を縮める方向に、断面形状を90度変える反転加工を施す。そして、内径、外径、軸方向長さを規制値とした、円筒状の上記高精度リング8とする。
(もっと読む)
1 - 14 / 14
[ Back to top ]