
Fターム[4E087EA11]の内容
Fターム[4E087EA11]の下位に属するFターム
液圧プレス (9)
クランクプレス (8)
トッグル(ナックル)プレス (2)
穿孔プレス (9)
スエージングプレス (8)
スクリュープレス
Fターム[4E087EA11]に分類される特許
1 - 17 / 17
成形機械、特に鍛造プレス
【課題】 成形機械、特に鍛造プレスを提供する。
【解決手段】 本発明は、機械フレームを具備し、この機械フレームが下側の横クラウンと、上側の横クラウンと、上側と下側の横クラウンの間に配置されかつこれらの横クラウンに締め付け固定された柱とを備え、柱と上側および下側の横クラウンとの間の締め付け固定が伸びボルトを介して行われる成形機械において、上側および下側の横クラウンと個々の柱との間の各連結面にそれぞれ、少なくとも2本の伸びボルトが付設され、伸びボルトが上側および下側の横クラウンの貫通穴を通って、柱に設けられた止まり穴内に延在していることを特徴とする成形機械に関する。
(もっと読む)
電極支持構造及びそれを有する通電加熱装置

【課題】通電加熱において被加工材に局所加熱の発生しない電極支持構造を提供する。
【解決手段】金属板の通電加熱に用いる電極(4、5)に荷重をかけるための電極支持構造であって、該支持構造は該電極(4、5)を固定する第1部材(1)と、該第1部材からの荷重を受け又は該第1部材を荷重手段(9)に接続する第2部材(2)との少なくとも2つの部材からなり、該2つの部材を弾性材(3)を介在して結合した該支持構造は、通電加熱用電極を被加工材に均一に接触するように均一に荷重をかけることができ、均一加熱ができる。
(もっと読む)
アクスルビームの製造方法
【課題】アクスルビームの左右のバネ座を1回のプレス動作で成形するには能力が不足する比較的小型のプレス装置を使ってアクスルビームの左右のバネ座をプレス成形する。
【解決手段】プレス装置1は、その上型側構造体200に、シリンダ214によって移動可能な左右の座押し型206を含み2回プレス動作によってフロントアクスルビームWの左右のバネ座10をプレス成形する。各プレス動作では、一方の座押し型206L(206R)が作動位置にセットされて、これに対応するバネ座10L(10R)がプレス成形される。
(もっと読む)
変形機の作業室を通してワークをステップバイステップ式に搬送する装置
【課題】種々様々な運動実行のために個別駆動装置が使用可能で、移動速度が高速でワークの搬送時間が短く、かつ系全体が振動に対して鈍感かつ頑丈で、確実なワーク搬送を保証することができる装置を提供する。
【解決手段】移動系10〜13の駆動ユニット6〜9が、軸において回転可能な揺動ハウジングと、該揺動ハウジング内において前記軸に対して90°回動させられて支承されていて移動ビーム3,4に枢着された揺動体とを備えて形成されており、揺動ハウジングが揺動するように駆動されていて、搬送方向における移動ビームの水平方向運動のために、第1の歯車セグメント30a,30bと揺動を惹起するように係合しており、かつ揺動体が、搬送方向32に対して垂直な移動ビームの運動のために、第2の歯車セグメントと揺動を惹起するように係合している。
(もっと読む)
多段式加熱装置
【課題】複数枚の金属板を同時加熱可能であると共に加熱された金属板を個別に取り出すことができ、加熱温度の厳密な管理が可能であって金属板の高温加熱にも使用でき、更には、装置の設置面積を比較的小さくすることができる多段式加熱装置を提供する。
【解決手段】多段式加熱装置の装置本体10は、熱源によって加熱される加熱室を内部に有している。装置本体の前側壁12には、上下に並んだ複数段の開口部18が設けられ、各段の開口部18ごとに、それを開閉する扉23が設けられている。各段の扉23ごとに、それを装置本体の前後方向に水平移動可能に支持する扉可動支持機構(21,22)が、装置本体の左右両側壁14,15の外側に設けられている。各段の扉23の内側には、加熱対象物である金属板Mを支持するための支持具(例えば複数本の支持棒24)が水平に支持されている。
(もっと読む)
雌ねじの形成方法
【課題】筒状部材への雌ねじ形成を簡単に、かつねじ切り負荷を小さくできるようにする。
【解決手段】円形穴12を有する筒状部材1の6角形の外周11を、ダイス2の円弧溝21で押圧して円形に縮径すると、この円形穴が6角形穴12aに塑性変形する。次に6角形穴12aに内接する円の直径とほぼ同じ下径のタップで、雌ねじ13を形成する。雌ねじ13は、6角形穴12aの各辺の中央近辺にのみ形成されるので、ねじ切り負荷を小さくできる。なお6角形穴12aには、塑性変形によって加工硬化が期待される。
(もっと読む)
板金製歯車形状部品、そのプレス成形型及び成形方法
【課題】板金製素材から、カップ状体の周壁部に歯部及び歯底部が形成されてなる歯車形状部品を、パンチとダイスとでプレス成形する板金製歯車形状部品のプレス成形型において、板状の板金製素材からダレを抑制しつつ一工程でカップ状の板金製歯車形状部品をプレス成形する方法及び装置、ならびにダレがが抑制された板金製歯車形状部品を提供する。
【解決手段】ダイスの成形内周面に、歯部及び歯底部を段階的に形成する谷筋及び山筋を軸線方向に沿って複数領域に分けて形成すると共に、パンチ30の成形外周面30aに、歯部及び歯底部を形成する山筋31及び谷筋32を形成し、かつ、該パンチ30の山筋31に、該山筋31の先端側が後端側よりも低くなるように段部31aを設ける。
(もっと読む)
熱間鍛造プレスによる成形方法およびその熱間鍛造プレス
【課題】プレス全体を小型化でき、かつ成形精度を良好に維持できる熱間鍛造プレスによる成形方法およびその熱間鍛造プレスを提供すること。
【解決手段】熱間鍛造プレス1は、プレス能力が略同程度のモジュール化された少なくとも2台のプレスユニット2A,2Bで構成されているとともに、1台のプレスユニット2Aにはディスケール工程と予備成形工程とを行う型13A,13B,14A,14Bが取り付けられ、他の1台には最終成形工程を行う型13C,14Cが取り付けられる。
(もっと読む)
鍛造プレスのビレット移送装置
【課題】移送中のビレットを確実に保持でき、かつ、鍛造プレスへの受け渡し位置でのビレットのリフト量を小さくできる鍛造プレスのビレット移送装置を提供することである。
【解決手段】受け台1の上に、傾斜シュート22から落下するビレットAが縦向きに挿入される筒状ホルダ7を配設して、筒状ホルダ7の側壁の下端部に設けた左右一対の開口7aでライナ板6の上面との間に隙間を形成し、この受け台1の上面と筒状ホルダ7との隙間から進退する一対のフィンガ9で、筒状ホルダ7に縦向きに挿入されたビレットAの下部を挟持する挟持手段8を設けることにより、筒状ホルダ7の高さを低くしても、ビレットAが転倒したり、飛び出したりしないようにした。
(もっと読む)
プレス加工装置
【課題】受圧板における磨耗劣化の発生を少なくできるプレス加工装置を提供する。
【解決手段】本発明は、パンチ3の基端側を受圧板5の受圧面51で支持した状態で、パンチ3の先端部31をワークWに押圧させるプレス加工装置を対象とする。受圧板5の受圧面51に、パンチ支持台部6が突出するように形成されるとともに、そのパンチ支持台部6に、パンチ3の基端面32に接触するパンチ支持面61が設けられる。パンチ支持面61の大きさが、パンチ3の基端面32の大きさ以下に設定される。
(もっと読む)
プレス加工装置及びプレス加工方法
【課題】被加工物ごとに精度良く加工することができるプレス加工装置及びプレス加工方法を提供する。
【解決手段】ボルスタ130にスライド150を接近させて型締めした状態で、対向する第1の型及び第2の型との対向面間に配置された被加工物を所望の形状に塑性変形させるプレス加工装置100において、第1の型110、第2の型120、ボルスタ130(可動部131)、及びスライド150の少なくとも1つに圧力センサ170を配置し、プレス加工時における圧力センサ170の検出信号に基づいて、コントローラ180が、プレス加工中にスライド150とボルスタ130(可動部131)の接近状態(平行度及びスライド量の少なくとも一方)を制御するようにした。
(もっと読む)
閉塞鍛造成形装置
【課題】型締めの際、閉塞荷重吸収手段への閉塞荷重負担を軽減させて、閉塞荷重吸収手段の消費エネルギーを低減させることのできる閉塞鍛造成形装置を提供する。
【解決手段】本閉塞鍛造成形装置1は、型締めの際に各ガスシリンダ3への閉塞荷重負担を軽減させると共に、成形上必要な閉塞荷重を付与するクッション機構2、すなわち、型締めの際、上側、下側ダイ20、21に作用する閉塞荷重を各ガスシリンダ3に伝達する円筒状伝達部材5と、該円筒状伝達部材5の周りに干渉可能に配設される筒状干渉部材6とを備えている。これにより、型締めの際には、円筒状伝達部材5が筒状干渉部材6に干渉するために、各ガスシリンダ3への閉塞荷重負担が軽減されると共に、干渉した際の反力により成形上必要な閉塞荷重が得られ、正常に鍛造成形加工を行った上で各ガスシリンダ3の消費エネルギーを低減させることができる。
(もっと読む)
マグネシウム合金加工方法及びその製造工程
【課題】プレスフォージング加工作業によって精度の高いサイズ、細部及び表面品質に優れたマグネシウム合金加工方法及びその製造工程を提供する。
【解決手段】マグネシウム合金加工方法及びその製造工程は、マグネシウム金属(もしくはマグネシウム合金)の冶金性質及び物理特性に対し、先ず板片状のマグネシウム合金を加熱方式で、その分子構造を破壊して軟化固形体にする。同時に既定形状の金型で少なくとも一回の前成型プレスフォージング工程を行い、軟化したマグネシウム合金板片を筐体の凡その形状の半製品に鍛造する。続いて前成型よりやや低めの加熱温度で既定形状の金型を使用し、半製品を主成型プレスフォージング工程で、筐体内部の嵌合部、陥没部、反嵌合部、ボス部位、凸条部位等を成形し、最後に製品の要求に沿って選択的に切削、最終処理等後続加工処理を行う。
(もっと読む)
底付容器の製造装置及び熱間拡張成形用金属ビレット
【課題】製造に手間を要せず、端面形状に優れた容器、筒物を製造すること。
【解決手段】厚物金属製円筒物または円筒容器の熱間プレス成形法に使用する金属ビレット200は、プレス方向の前方側200bは断面形状が正方形であり、その対角線長さはコンテナの内径以下である。また、プレス方向の後方側200aは断面形状が円形であり、その直径はコンテナの内径と略同等である。この金属ビレットをプレス加工温度に加熱した後プレス成形用コンテナに装入し、プレス加圧機によって作動する穿孔ポンチによってこの金属ビレットの加工物中心を穿孔しながら熱間拡張成形して、厚物金属製円筒物または円筒容器を成形する。
(もっと読む)
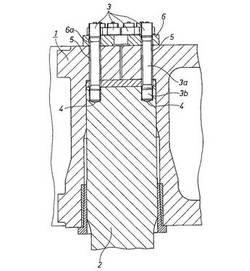
熱間金型タイプの鍛造プレスおよびプレスの断熱手段
【課題】熱間金型鍛造プレス用の断熱手段の厚さを低減する。
【解決手段】本発明は、温度Tを超える作動温度を有する熱間金型タイプの鍛造プレスに関し、鍛造プレスは、二つの金型支持要素4、5の間に二つの金型7、8を備え、各金型7、8とその支持要素4、5との間に断熱手段6、6’が置かれる。プレスは、前記断熱手段6、6’が、少なくとも二つの重ねられた層A、Bを備え、第1の層Aは、温度Tを超える温度での作動に適した機械的および熱的特性を有する第1の材料を含み、第2の層Bは、温度Tを下回る温度での作動に適した機械的および熱的特性を有する第2の材料を含み、第2の材料の熱伝導度が、第1の材料の熱伝導度より低いと共に、許容誤差10%で0.2W/(m・K)にほぼ等しいことを特徴とする。本発明によれば、薄い厚さの効果的な断熱手段を得ることができる。
(もっと読む)
シャットハイト調整機構を備えた鍛造プレス
【課題】高い生産性を維持したまま、シャットハイトの調整を1サイクル中に確実に行うことができ、鍛造品の厚み精度を一定に保つことができるシャットハイト調整方法を提供する。
【解決手段】鍛造プレス1の連続型打運転時において、シャットハイトの調整を行うサイクルでは、スライド40を上死点で型打ちのみを行うサイクルよりも長時間停止させ、シャットハイトの調整が終了するまでは、偏心軸20の回転を停止しさせる。たとえ高速で連続型打運転を行っても、シャットハイトの調整を1ストローク内で終了させることができるので、製品精度のばらつきを無くすることができる。また、シャットハイトを調整する時間が長くなるので、確実かつ高精度にシャットハイトの調整ができる。シャットハイト調整の終了後は、1サイクル当りの時間が短い高速運転で操業するので、生産性を高く維持できる。
(もっと読む)
金属スラグを加工するアプセット方法、該方法により鍛造操作のために金属スラグの準備をする方法、および該方法を実行する装置
【課題】所定の細横比を有する金属スラグを加工するアプセット方法を提供する。
【解決手段】本発明は、所定の細横比を有する金属スラグ14を加工するアプセット方法に係わり、鍛造操作の準備のために、細横比を減少させ、かつハウジングの断面と等しい断面を有する円筒形のスラグを得るために、スラグ14が、この目的のために提供される円筒形のハウジング3で、スラグ14の長さの方向に少なくとも部分的にアプセットポット2に配置され、スラグ14がハウジングの全断面を充たすまで、圧力が、パンチ10を用いて長さ方向にスラグ14に加えられることを特徴とする。本方法により、より大きい細横比を有するスラグ14をアプセットすることが可能となる。
(もっと読む)
1 - 17 / 17
[ Back to top ]