
Fターム[4E087ED03]の内容
鍛造 (11,151) | ダイス等の製作、材質、処理、取扱い (356) | ダイス等の材質、表面処理に関するもの (92)
Fターム[4E087ED03]の下位に属するFターム
材質 (39)
被覆、コーティング材 (44)
Fターム[4E087ED03]に分類される特許
1 - 9 / 9
鉄合金材料の表面処理方法
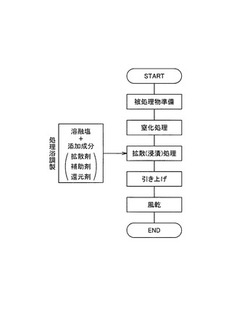
【課題】拡散剤である拡散元素の拡散量が十分でなく、かつ処理剤の寿命も短く、処理浴が経時変化して硬化層形成にバラツキを生じる等の従来の鉄合金材料の表面処理方法における問題点を解決すること。
【解決手段】鉄合金材料(被処理材)の表面に、予備窒化処理を実施後、拡散処理を実施して表面硬化層を形成する表面処理方法。鉄合金材料の表面に、窒化処理を実施した後、本窒化した被処理材を、400〜700℃の溶融塩中に加熱保持し、周期表第4〜6周期の4〜7族元素などの一種または二種以上の元素の窒化物あるいは炭窒化物からなる表面硬化層を被処理材に形成する。
(もっと読む)
鍛造用金型及び熱間鍛造方法

【課題】鍛造用金型の寿命を長くすることができるとともに、成形される素形材の内部に金属素材の表面変質層が混在し難い鍛造用金型を提供することを目的とする。
【解決手段】下型4及び上型5を備えた鍛造用金型2であって、下型4は、キャビティ27を形成するための凹部13を備えた母型6と、母型6に焼き嵌めされたリング7と、を有し、凹部13の底面14aの外周に、凹溝17が形成されていることを特徴とする。この凹溝17に金属素材の表面変質層を逃がすことができる。
(もっと読む)
クランクシャフトの製造方法及び製造装置
【課題】軸素材からクランクシャフトを製造するに当たり、偏芯据え込み鍛造に伴う軸素材の割れを抑制すること。
【解決手段】軸素材8の所定部位における半径方向への変形を特定方向以外の方向につき規制しながら軸素材8の両端部をダイ7により押圧して軸素材8に軸方向の圧縮荷重を加えることにより、軸素材8を据え込みし、所定部位を特定方向へ座屈させることによりクランクシャフトを製造する。軸素材8の端面8aを押圧するダイ7の押圧面を特定方向へ向けて、かつ、軸素材8の他端側へ向けて下降するように傾斜させておく。軸素材8の両端をダイ7により押圧するときに、軸素材8の端面8aを、傾斜させた押圧面により押圧することで、据え込みに対する座屈の先行を抑えるように軸素材8に圧縮荷重を加えるようにする。
(もっと読む)
転造ダイス
【課題】窒化処理により転造ダイスの転造成形面を硬化させて耐摩耗性を向上させる場合に、化合物層や靱性の低下に起因するチッピング、欠損の発生を抑制して耐久性を一層向上させる。
【解決手段】窒化拡散層16の表面に形成される化合物層の深さが1μm以下とされているため、硬くて脆い化合物層の影響をあまり受けなくなるとともに、実用窒化層深さt1が40μm以下で比較的浅いため内部の靱性が良好に維持され、それ等の相乗効果で高い抗折力が得られるようになる。また、実用窒化層深さt1が5μm以上で表面硬さが1300HV以上または表面硬化量が400HV以上であるため、上記抗折力の向上と相まって、転造丸ダイス10の早期のチッピングや欠損の発生を抑制しつつ優れた耐摩耗性が得られるようになり、耐久性が大幅に向上する。
(もっと読む)
一体型クランク軸の成形装置
【課題】一体型クランク軸の成形時の材料流動を阻止でき、材料流動による金型の磨耗が少なく、成形した後の一体型クランク軸の機械加工時間も短くて済む一体型クランク軸の成形装置を提供する。
【解決手段】クロスヘッド1の下方に設けられ、そのクロスヘッド1の圧下に連動して互いに接近する水平方向に移動する一対の把持ダイス2と、その一対の把持ダイス2間に設けられ、下方に向け移動するピン部押し下げ用ポンチ3を備えた一体型クランク軸の成形装置であって、一対の把持ダイス2の把持面2a、ピン部押し下げ用ポンチ3の把持面3aのうち、少なくとも一組の把持面2a,3aに、成形時の丸棒素材eの材料流動を阻止する材料流動阻止手段4を設けた。
(もっと読む)
温熱間成形用金型のガス窒化処理方法およびそれによって得られた温熱間成形用金型
【課題】窒化層を耐剥離性やクラックの進展を抑制するものとすることにより耐摩耗性と耐剥離性を兼ね備えた温熱間成形用金型のガス窒化処理方法を提供する。
【解決手段】フッ素源ガスを含む雰囲気中に被処理品を加熱保持してその表面の酸化物膜を除去するフッ化処理を行ったのち、窒素源ガスを含む雰囲気中に加熱保持して窒化処理を行うことにより、被処理品の表層部に窒素を拡散浸透させ、表面から少なくとも100μm深さまでの深さに、いずれの深さにおいても硬さが900〜1100HvでかつN濃度が1.5重量%以上となる耐摩耗層を形成させる。
(もっと読む)
金型補修方法
【課題】強固且つ確実な補強で金型の耐久性を再度向上させ、製品の生産性及び経済性の向上に寄与する金型補修方法を提供する。
【解決手段】Fe基合金からなる鍛造用金型10のキャビティ11a(12a)におけるクラックC等の損傷部に、混合粉末を塗布する。この混合粉末は、炭化物化することで鍛造用金型の硬度を上昇させる性質を有する第1元素粉末と、該第1元素粉末に比して低融点の第2元素粉末を含む。その後、鍛造用金型10に対して熱処理を行い、該鍛造用金型10内に炭化物を拡散させる。
(もっと読む)
押出成形方法及び押出成形装置
【課題】 スプラインの大径部のダレが抑制される押出成形方法及び押出成形装置を提供する。
【解決手段】 ダイス4における、スプラインの小径部を成形する側のランド7の面粗度Rz1が、スプラインの大径部を成形する側のランド9の面粗度Rz2よりも粗く形成される。したがって、押出成形時における、スプラインの小径部を成形する側のランド7と被加工材との摩擦が増大されて、当該ランド7周辺の被加工材の塑性流動が抑制される。これにより、スプラインの大径部を成形する側のランド9周辺の被加工材が、スプラインの小径部を成形する側のランド7周辺の被加工材に向けて塑性流動するのが抑制されて、スプラインの大径部にダレが発生するのが防がれる。
(もっと読む)
金属製保持器、金属製保持器の製造方法、金属製保持器用金型、金属製保持器用金型の製造方法、及び転がり軸受
【課題】 潤滑剤が少ない環境下で用いられる場合であっても、優れた潤滑性を備えた金属製保持器を提供する。
【解決手段】 深溝玉軸受で用いられる金属製保持器4において、玉3と摺接するポケット部の表面の表面粗さを、最大高さ(Rmax)で1.0μm以上10.0μm以下とする。
(もっと読む)
1 - 9 / 9
[ Back to top ]