
Fターム[4E087ED06]の内容
鍛造 (11,151) | ダイス等の製作、材質、処理、取扱い (356) | ダイス等の材質、表面処理に関するもの (92) | 被覆、コーティング材 (44)
Fターム[4E087ED06]の下位に属するFターム
メッキ、溶射、溶接(肉盛) (4)
Fターム[4E087ED06]に分類される特許
1 - 20 / 40
バナジウム含有被膜を被覆した鉄系合金製パンチ工具

【課題】成型加工を行っても相手材表面との摩耗を低減できる被膜を被覆した鉄系合金製パンチ工具を提供する。また、万一に被膜の摩耗が生じても鉄系合金製パンチ工具の損傷を未然に防止できる被膜を被覆した鉄系合金製パンチ工具を提供する。
【解決手段】V(1−X)CXから成り、かつXは原子%で70at%超95at%以下であるバナジウム含有被膜を鉄系合金製パンチ工具21に被覆する。また、鉄系合金製パンチ工具21とバナジウム含有被膜との間に複合被膜を被覆して、複合被膜は鉄系合金製パンチ工具21から近い順にV被膜、V(1−Y)CY被膜(ただし、Yは原子%で40at%以上60at%以下)から成る被膜とする。
(もっと読む)
耐付着性に優れる被覆金型およびその製造方法

【課題】耐付着性に優れる被覆金型およびその製造方法を提供する。
【解決手段】表面に硬質皮膜を被覆した金型であって硬質皮膜はその金型基材側に被覆したTiまたはTiの窒化物、炭化物、炭窒化物の何れかからなるa層と、金型表面側に被覆したAlxCrySizの窒化物(但し、x、y、zは原子比、x+y+z=100、x>y、3≦z<20)からなり硬度が35GPa以上であるb層と、a層とb層の間に配置され、a層側からb層側に向かってTi比率が減少するTiと、前記a層側から前記b層側に向かって前記b層のSi比率に近づくように増加するSiとを含むAlvCrwの窒化物(但し、v、wは原子比、v>w)からなる中間層とを有し、
表面粗さがRa0.1μm以下、Rz0.8μm以下、ロックウエルを用いて押圧した場合に、圧痕の外周から径方向に生ずる剥離における最大サイズが50μm以下である耐付着性に優れる被覆金型。
(もっと読む)
塑性加工用金型およびその製造方法、ならびにアルミニウム材の鍛造方法
【課題】表面性状の制御により、耐焼付き性に優れた塑性加工用金型およびその製造方法を提供する。
【解決手段】塑性加工用金型は、基材の表面をショットブラスト法を用いて粗面化して算術平均粗さRa:1μmを超え2μm以下に調整する基材粗面化工程と、この表面を研磨してRa:0.3μm以上を保持しつつスキューネスRskを0以下に調整する基材研磨工程と、この基材の表面に硬質皮膜を形成する成膜工程と、を行って製造され、硬質皮膜の表面が算術平均粗さRa:0.3μm以上2μm以下、スキューネスRsk:0以下であることを特徴とする。凹部に偏らない凹凸形状に調整することで、潤滑剤が溜まる凹部の容積を抑えて凸部の表面にも潤滑剤が十分に付着される。
(もっと読む)
潤滑離型性表層形成用コーティング組成物および潤滑離型性表層の形成方法並びに金型
【課題】金型を構成する金属基体の作用面に、密着性が高く、耐熱性、耐圧性および耐久性に優れた潤滑離型性表層を形成することのできるコーティング組成物を提供する。
【解決手段】潤滑離型性表層形成用コーティング組成物は、(A)炭化水素系オイル70〜90質量%およびシリコーンオイル5〜15質量%よりなるベースと、(B)ビニル基含有ポリシロキサン2.0〜8.0質量%およびアルキルトリアルコキシシラン2.0〜8.0質量%よりなる表層形成成分と、(C)揺変性付与剤とを含有してなる。
(もっと読む)
成形用工具、成膜装置および成膜方法
【課題】成形用部材の圧造の繰り返しに対する耐久性を有する成形用工具、この成形用工具を製造する成膜装置および成膜方法を提供すること。
【解決手段】成形対象部材を圧造し、成形対象部材を所定形状に成形する成形用工具1であって、所定形状に対応する凸形状をなして表面が硬質膜で覆われ、基端面からの突出角度が異なる複数の斜面からなる側面部(第1斜面11bおよび第2斜面11c)と、側面部の先端に位置する頭頂部11aとを有する成形部11と、成形部11の土台をなす基部12と、を備え、側面部における硬質膜の最小膜厚の最大膜厚に対する膜厚比を0.7以上とすることによって、圧造の繰り返しに対する耐久性を向上する。
(もっと読む)
被加工材の鍛造方法
【課題】加工精度の向上を図りつつ、スケールの発生を抑制することを可能とした被加工材の鍛造方法を提供する。
【解決手段】鍛造時に固定金型に挿入された被加工材に接触する可動金型の位置及び移動速度を任意に制御可能な駆動方式による鍛造プレス機を用いて、可動金型を加圧方向の最下点まで移動させる間に、可動金型を被加工材に接触させた状態のまま可動金型の移動を停止する段階を1〜5段階設け、可動金型の停止時に可動金型が被加工材に加える荷重を可動金型が停止する直前に被加工材に加えた最大荷重の20%以下とし、各段階での可動金型の停止時間を0.2〜2秒とし、可動金型の各移動区間の平均移動速度を10〜100mm/秒としながら、700〜900℃に加熱された被加工材に対して鍛造成形を行う。
(もっと読む)
鍛造加工用金型及びその製造方法並びに鍛造加工方法
【課題】チタン系焼結体の優れた性能を維持しつつ成形用材料に対するすべり性を向上させた鍛造加工用金型を製造できる製造方法を提供する。
【解決手段】本発明に係る鍛造加工用金型の製造方法は、炭化チタン、窒化チタンおよび炭窒化チタンのうち、少なくとも1種以上のチタン化合物を硬質相の主成分とする焼結体によって構成されたサーメット基材の表面に、前記サーメット基材表面のチタン化合物と反応して複合酸化物を生成する金属塩を含む処理液を塗布する工程と、前記塗布の後に耐酸化膜を形成する工程とを含むことを特徴とする。
(もっと読む)
熱間工具を製造する方法
本発明は、熱間工具(1)、特に継目無管を製造するための穿孔マンドレル若しくは圧延ロッド又は金属からなる管状の被加工物を熱間鍛造するための鍛造マンドレルであって、工具基体(2)を備え、工具基体(2)が少なくとも作業領域(3)にコーティング(4)を有している熱間工具(1)に関する。工具基体におけるコーティング(4)の強度の改善を達成するために、本発明では、工具基体(2)が表面異形成形部(5)を有しており、表面異形成形部(5)にコーティング(4)が被着されているようにした。さらに本発明は、このような熱間工具を製造する方法に関する。 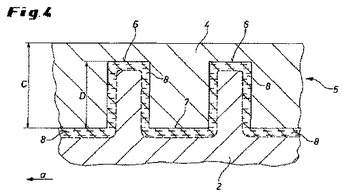 (もっと読む)
(もっと読む)
温熱間鍛造用金型及びその製造方法
【課題】鍛造加工時における摩耗とともに、熱疲労亀裂を抑制し金型の大きな割れや欠けを防止でき、耐久性に優れた温熱間鍛造用金型及びその製造方法を提供する。
【解決手段】金型意匠面に耐摩耗性皮膜を与えた温熱間鍛造用金型である。耐摩耗性皮膜は、イオンプレーティング法により、(AlxCr1−x)Nからなる第1層(0<x<1)と、(TiyAl1−y)Nからなる第2層(0<y<1)と、を交互に積層させた多層皮膜であって、隣り合う前記第1層及び前記第2層の各層の厚さが少なくとも15nm以下であるとともに、前記多層皮膜の総被膜厚さは1μm以上20μm以下である。
(もっと読む)
冷間鍛造用金型
【課題】かじりを抑制することができる冷間鍛造用金型を提供すること。
【解決手段】本発明に係る冷間鍛造用金型1は、金型基材KKの表面に、Ti、Zr、Hf、V、Nb、Ta、Mo及びWから選ばれる1種若しくは2種以上の金属からなる被膜、又は、Ti、Zr、Hf、V、Nb、Ta、Mo及びWから選ばれる1種若しくは2種以上の金属を含む窒化物、炭化物、又は、炭窒化物からなる被膜を形成する被膜形成工程と、 大気酸化、酸化雰囲気炉での酸化、塩浴酸化、又は、ホモ処理酸化により前記被膜を酸化して酸化被膜SHを形成する酸化被膜形成工程とを行って製造されることを特徴とする。金型基材KKと酸化被膜SHとの間には、中間層CSを付与してもよい。
(もっと読む)
潤滑剤付着性および耐久性に優れた被覆金型およびその製造方法
【課題】 過酷化する鍛造、ダイカスト等の環境下においても、潤滑剤付着性および耐久性に優れた被覆金型と、その製造方法を提供する。
【解決手段】 金型基材の表面にスパッタリング法によって皮膜を被覆した被覆金型であって、該皮膜は、窒化物、炭化物、炭窒化物のうちの1種以上でなる硬質膜と、その直上に被覆された窒化物、炭化物、炭窒化物のうちの1種以上でなる潤滑膜からなり、該潤滑膜は、表面粗さが算術平均粗さRa:0.08μm以上、最大高さRz:0.84μm以上であり、金型基材の表面に対して略垂直方向に界面を有する針状粒子の集合体でなる、被覆金型である。
本発明に係る上記の皮膜は、そのスパッタリング時の成膜条件を制御することで達成できる。例えば、潤滑膜は、被覆時の基材バイアス電圧を−0V〜−60Vとする。硬質膜は、基材バイアス電圧を−60V超〜−160Vとすることが好ましい。
(もっと読む)
金型及びその製造法
【課題】耐熱性及び耐摩耗性に優れた金型を実現できるようにする。
【解決手段】金型は、金型本体と、金型本体を覆い且つ硅素を含むダイヤモンド様薄膜とを備えている。耐熱性のダイヤモンド様薄膜は、基材の表面に形成され、硅素を含み、基材との界面における硅素濃度が、表面における硅素濃度よりも高く、基材との界面と表面との間における硅素濃度の変化が連続的である。
(もっと読む)
塑性加工用被覆金型およびその製造方法
【課題】 鍛造およびプレス加工といった金属の塑性加工に使用される金型において、耐カジリ性、耐摩耗性を格段に向上した塑性加工用被覆金型を提供する。
【解決手段】 金型基材の表面に、AlxCrySizの窒化物(但し、x、y、zは原子比を示し、x+y+z=100、かつx、y、z≠0)からなり、かつJIS−B−0601(2001)による表面粗さが算術平均粗さRaで0.06μm以下、最大高さRzが1.0μm以下の硬質皮膜を被覆した塑性加工用被覆金型である。
そして、ターゲットを用いたスパッタリング法により、金型基材の表面にAlxCrySizの窒化物(但し、x、y、zは原子比を示し、x+y+z=100、かつx、y、z≠0)からなる硬質皮膜を被覆する方法であって、該ターゲットに投入されるスパッタ電力を5kW以上、金型基材に印可するバイアス電圧を−100V以上の負側に大きくする塑性加工用被覆金型の製造方法である。
(もっと読む)
等速ジョイント用外輪の製造方法
【課題】等速ジョイント用外輪の製造方法において鍛造用金型のダイの寿命の向上を図ることにより、安定した等速ジョイント用外輪の製造を図る。
【解決手段】パンチ13と、内面にCrN層とTiAlN層との積層構造を有する被膜11を形成したダイ12とを備えた鍛造用金型を使用し、ダイ12内にワーク10を挿入した後、そのワーク10を後方押し出し成形する。ダイ12の内面の被膜11は、硬質のTiAlN層を軟質で密着性の良いCrN層で挟み込む構造であるため、TiAlN層は剥離し難い。また、ダイ12とワーク10が摺動する部位においては、最表層のCrN層が優先的に摩耗しても、その下から硬質のTiAlN層が出現し、ダイ12の寿命が向上する。これにより、安定した等速ジョイント用外輪の製造が図られる。
(もっと読む)
硬質皮膜被覆部材および成形用治工具
【課題】摩耗性や耐焼付き性を向上させるために硬度を高めた硬質皮膜を被覆する場合であっても、鉄基合金基材表面に窒化層を形成した基材と硬質皮膜との密着性を優れたものとした硬質皮膜被覆部材、およびこのような硬質皮膜被覆部材を有する治工具を提供する。
【解決手段】本発明の硬質皮膜被覆部材は、鉄基合金基材表面に窒化層を形成した後に、PVD法によって窒化膜、炭化膜または炭窒化膜を窒化層上に形成した硬質皮膜被覆部材であって、前記窒化層中のFe−N化合物におけるX線回折のピークを、基材表面を基準として入射角θ−回折角2θの条件で測定したときに、ε相(Fe2-3N)の(101)のピークに対するγ’相(Fe4N)の(111)のピーク強度比が、60%以下である。
(もっと読む)
塑性加工用被覆金型
【課題】 冷間ならびに温熱間における鍛造およびプレス加工といった金属の塑性加工に使用される金型において、高い硬度と低摩擦性を併せ持った、耐摩耗性が格段に優れた塑性加工用被覆金型を提供する。
【解決手段】 塑性加工用金型の表面に皮膜を被覆した塑性加工用被覆金型であって、該皮膜は、Tiのホウ化物であるA層の直上に、炭素皮膜であるB層が被覆されている塑性加工用被覆金型である。好ましくは、該皮膜のB層がWを含有する炭素皮膜である。あるいはさらに、A層は、上記Tiとの総和に対して10原子%以下のSiを含むことができる。また、塑性加工用金型の基材と皮膜との間には、窒化物でなる中間層を被覆してもよい。
(もっと読む)
塑性加工用被覆金型
【課題】 冷間ならびに温熱間における鍛造およびプレス加工といった金属の塑性加工に使用される金型において、高い硬度と耐熱性を併せ持った、耐摩耗性が格段に優れた塑性加工用被覆金型を提供する。
【解決手段】 塑性加工用金型の表面に皮膜を被覆した塑性加工用被覆金型であって、該皮膜は、Tiのホウ化物であるA層の直上に、Alを主体とする金属の窒化物であるB層が被覆されている塑性加工用被覆金型である。好ましくは、該皮膜のB層は、Alを主体としCrを含む金属の窒化物、または、Alを主体としCrおよびSiを含む金属の窒化物である。あるいは更に、A層は、上記Tiとの総和に対して10原子%以下のSiを含むことができる。
また、該皮膜の上には、摩擦係数が0.2以下の潤滑層を最表面に被覆してもよく、あるいはさらに、その塑性加工用金型の基材と皮膜との間には、窒化物でなる中間層を被覆してもよい。
(もっと読む)
パンチ
【課題】DLC膜がパンチ基材表面より剥離・欠落し、パンチ基材表面と圧力発生室形成部材との摩擦抵抗が増加によって生じる、少ないショット数でのパンチ折れを防止する。
【解決手段】パンチ10には、パンチ10に設けられた突条部の基材31の少なくとも被形成部材に当接する外表面に、径(Φ)が0.01μm≦Φ≦1μmの凹部が多数設けられている梨地面が形成されている。その梨地面上に中間層32、及び、摺動膜33が形成されている。
(もっと読む)
パンチ、およびパンチの製造方法
【課題】被加工材をパンチにより打ち込む際、およびその後に被加工材からパンチを引き離す際に、被加工材とパンチとの間に発生する摩擦抵抗を低減することにより、コーティング膜の剥離が抑制され、パンチの耐久性を向上させる。
【解決手段】基材2の表面粗さを0.15μm以上かつ0.30μm以下とするので、基材2の表面に形成されたコーティング膜5の表面粗さを小さくすることが可能となる。このため、塑性加工を施す際に、被加工材とパンチ12との間に発生する摩擦抵抗を低減でき、パンチ12の耐久性を向上させることができる。このようにして、パンチ12にクラックまたはヒビが発生し、最終的にはパンチ12が折れてしまうまでの耐用回数を増やし、パンチ12を長く持ち堪えさせることができる。
(もっと読む)
金型及びこの金型を用いた成形方法
【課題】欠陥の無い製品を成形可能な金型及びこの金型を用いた成形方法を提供する。
【解決手段】パンチ2及びダイ3の各加圧面21,31によって素材4を加圧することにより、素材4に塑性流動を生じさせて突部を有する製品を成形する金型1であって、パンチ2及びダイ3の少なくともいずれか一方の加圧面31(21)は、素材4の塑性流動を抑制する流動抑制領域31bと、前記突部が形成される突部形成領域31aとを備えており、流動抑制領域31bは、その表面摩擦係数が突部形成領域31aの表面摩擦係数よりも高くなるように形成されている金型1。
(もっと読む)
1 - 20 / 40
[ Back to top ]