
Fターム[4E087GA00]の内容
鍛造 (11,151) | 検知、制御、調整 (267)
Fターム[4E087GA00]の下位に属するFターム
対象要素 (218)
検知、表示に関するもの (42)
Fターム[4E087GA00]に分類される特許
1 - 7 / 7
ディスクブレーキ用軽量中空ピストンおよびその製造方法
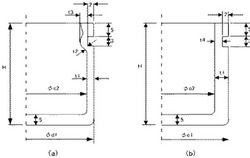
【課題】 軽量化が要望されるディスクブレーキ用のカップ状ピストンにおいて、強度を高め、軽量化することか可能なピストンとその製造方法を提供する。
【解決手段】 ディスクブレーキ用の、外周部に溝を有するカップ状ピストンにおいて、該ピストンの外径をd1、内径をd2、側壁部の肉厚をt1とし、溝部の最小肉厚をt2、溝部の最大肉厚をt3とするとき、a=(d2/d1)2で示される定数aが0.85以下であって、t2はt1の0.5〜1.0倍、t3はt1の0.9倍以上、t2部の断面中心硬さ(HV)がt1部の硬さ(HV)の1.1〜1.3倍以上であることを特徴とする軽量ピストンであり、鋼棒を冷間鍛造にてカップ状部品にカップ成形した後に、さらに冷間鍛造にてカップ状部品開口部に圧縮加工を加えピストンの溝部に該当する位置の肉厚を厚くする。その後、スピニングにて溝部を成形する。
(もっと読む)
熱間鍛造プレス

【課題】工場に新たな通信インフラ設備を敷設することなく、また、情報セキュリティーを確保して熱間鍛造プレスを遠隔保守する。
【解決手段】熱間鍛造プレス(10)は、プレス本体(12)と、プレス本体の運転パターンプログラムを保持し、当該プログラムに従ってプレス本体をシーケンス制御するプログラマブル・ロジック・コントローラ(14)と、公衆無線通信回線を通じてプログラマブル・ロジック・コントローラをネットワークに接続する無線通信装置(16)とを備えている。ネットワークに接続された保守端末からの遠隔操作により、プログラマブル・ロジック・コントローラに保持されている運転パターンプログラムが更新される。
(もっと読む)
ワークの熱応力分布解析方法
【課題】水没時におけるワークの熱応力分布解析を短時間で適正に実施する。
【解決手段】中空部分を有し、中空部分への冷却液の流入を許容する形態のワークを冷却液に浸漬させて冷却する際にワークに生じる熱応力分布を解析する方法は、ワークの解析を行うためのワークモデルを作成するステップと、ワークモデルの周囲および中空部分の解析を行うための雰囲気モデルを作成するステップと、ワークの浸漬動作に合わせて雰囲気モデルの熱流体解析を行い、その温度分布を求めるステップと、温度分布を求めた雰囲気モデルと、ワークモデルとの間で熱伝導解析を行うステップと、熱伝導解析で得たワークモデルの温度分布データに基づき、その熱応力分布を算出するステップとを備える。雰囲気モデルの温度分布を求めるに際しては、中空部分にワークの周囲と同等の液面高さにまで冷却液が瞬時に流入するものと仮定した上で、中空部分を含めた雰囲気モデルの熱流体解析をワークの浸漬方向の流れに限定して行う。
(もっと読む)
軽合金製鍛造ホイールとその製造方法
【課題】鍛造製ホイールのミクロ金属組織の金属粒径を微細化すること。
【解決手段】軽合金製の円柱状ビレットを原材料に用いて、熱間鍛造により車両用ホイールを一体鍛造成形する工程に於いて、第一次鍛造後のワークの平均高さを低く設定し、ビレットの高さに対する鍛錬比を少なくとも3.5以上にして金属粒径を微細化し、スポーク部の金属平均粒径を9μm以下とし、熱間スピニングを行って内リムの平均粒径を20μm以下にする。第一次鍛造に於けるホイールディスクに施されるデザイン模様をなだらかな凸状のリブとして設定しワークの平均高さを低く設定し原材料の延展を容易にする。前記第一次鍛造で前記ビレットの全量をディスク各部とリム予備部材の所要量に応じて分配することを特徴とする。
(もっと読む)
パンチ、およびパンチの製造方法
【課題】被加工材をパンチにより打ち込む際、およびその後に被加工材からパンチを引き離す際に、被加工材とパンチとの間に発生する摩擦抵抗を低減することにより、コーティング膜の剥離が抑制され、パンチの耐久性を向上させる。
【解決手段】基材2の表面粗さを0.15μm以上かつ0.30μm以下とするので、基材2の表面に形成されたコーティング膜5の表面粗さを小さくすることが可能となる。このため、塑性加工を施す際に、被加工材とパンチ12との間に発生する摩擦抵抗を低減でき、パンチ12の耐久性を向上させることができる。このようにして、パンチ12にクラックまたはヒビが発生し、最終的にはパンチ12が折れてしまうまでの耐用回数を増やし、パンチ12を長く持ち堪えさせることができる。
(もっと読む)
鍛伸加工の工程設計システムと鍛伸加工方法
【課題】素材から自由鍛造により丸棒などの軸材に成形する鍛伸加工工程で、プレス操作者の経験差にかかわらず簡単な計算により圧下量、目標形状などの加工条件を決定できる鍛伸加工の工程設計システムと装置を提供することである。
【解決手段】素材を両側から圧下する動作と軸方向への送り動作を交互に繰り返して軸材に仕上げる鍛伸加工の工程設計システムを、製品軸材の断面形状から最終8角形状とその前段階の最終4角形状を決定するステップ1と、前記素材から最終4角形状寸法までのパス回数と2パスを1パスユニットUとして、1パスユニットごとに目標形状寸法を決定し、パスユニットUごとに被鍛伸材の形状を予測して各パスの圧下量を設定するステップ2と、パスユニットUごとに被鍛伸材の寸法を計測するステップ3と、この計測寸法と目標寸法とを比較し、次パス以降の圧下量を修正するステップ4を有するように構成した。
(もっと読む)
金型寿命の予測方法
【課題】
金属の塑性加工を行なう金型、代表的には鍛造金型の寿命を左右する重要な因子である、低サイクル疲労強度FL(金型寿命が尽きるまでに鍛造できるショット数)を予測し、金型の設計ないし使用条件の決定に役立つデータを得る、金型寿命の予測方法を提供する。
【解決手段】
金型の材料ごとに式 Dc=σeq/(YS×軟化率)[σeqはVon Mises 相当応力、YSは降伏応力(引っ張り、圧縮の双方を含む)。]により定義される低サイクル損傷値Dcを算出し、それにもとづいて、FL=C1×exp(C2×DcC3)[FLは破壊までのショット数、C1、C2およびC3は材料によって決定される定数。]であらわされる低サイクル疲労寿命FLの式を導いて、金型の使用可能ショット数を予測する。
(もっと読む)
1 - 7 / 7
[ Back to top ]