
Fターム[4E087HA02]の内容
Fターム[4E087HA02]に分類される特許
1 - 20 / 54
歯車の製造方法
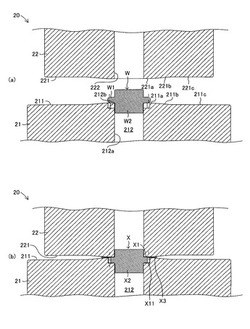
【課題】 より成形圧力が低減された冷間鍛造による歯車の製造方法を提供すること。
【解決手段】 外歯歯車Pの歯先円直径よりも大きい外径を有する大径部W1と大径部W1の径よりも小さい外径を有する小径部W2が形成された歯車素材Wを歯部成形ダイス21に載置し、歯部成形パンチ22で歯部成形ダイス21に載置された歯車素材Wの大径部W1を加圧して、大径部W1を歯型キャビティ部212bに押し込むことにより歯部X11を成形するとともに、加圧により流動する歯車素材Wの余剰部分が歯部成形パンチ22の型合わせ面221と歯部成形ダイス21の型合わせ面211との間の隙間を流れることによって歯部X11から径方向外方に延出するバリ部X3を形成する歯部成形工程と、バリ部X3を除去するバリ除去工程と、を含む、歯車の製造方法とすること。
(もっと読む)
歯車の製作方法

【課題】歯車の歩留まりを高めつつも、歯車を低コストに製作する。
【解決手段】本発明に係る歯車の製作方法は、円盤状のベース部材2と、ベース部材2と別体に形成され、ベース部材2の外周に固定された複数の歯部材とを具備する歯車を製作する方法であって、ベース部材2の端面11,12の外周領域に設けた複数の軸方向穴5に素材10を挿入し、ベース部材2の端面11,12から軸方向に突出した素材10の一部を押し潰すことで、ベース部材2を素材10で挟持すると共に、隣接する素材10同士を円周方向で当接させ、素材10の外径側に膨出した部分17に歯面を成形することで歯部材を形成する。
(もっと読む)
ダブルコーンシンクロ用の同期クラッチ歯車
【課題】ドッグクラッチ歯の歯形状或いは歯形精度を向上させたダブルコーンシンクロ用の同期クラッチ歯車を提供する。
【解決手段】鍛造成形の後に浸炭熱処理を施した外歯ブロック体W01に、同様に鍛造成形の後に浸炭熱処理を施した内歯ブロック体W02を合体したダブルコーンシンクロ用の同期クラッチ歯車Wにおいて、前記外歯ブロック体W01は、内側から外周側へ軸孔3、コーン5、フランジ8及び外歯1が夫々同軸上に構成され、一方、前記内歯ブロック体W02は、内側から外周側へ単体孔、フランジ及びドッグクラッチ歯が夫々同軸上に構成されるとともに、前記単体孔の内周面に沿ってクローズドポケット型の窓溝63を複数箇所備え、次に、前記窓溝63を経て前記内周面にオープンポケット型の欠け溝を複数箇所形成し、前記外歯ブロック体W01の前記コーン5の外周面に、前記内歯ブロック体W02の前記内周面を固着したことを特徴とする。
(もっと読む)
歯車成形装置及び方法
【課題】小さな成形荷重によって、外周角部の歯面形状が安定した外歯歯車を成形することができる歯車成形装置及び方法を提供すること。
【解決手段】歯車成形装置1においては、内周パンチ4の先端を外周パンチ3の先端よりも深くダイス成形穴21内に挿入し、かつ内周スリーブ6の先端を外周スリーブ5の先端よりも深くダイス成形穴21内に挿入して、鍛造空間11を形成する。鍛造空間11において、外周パンチ3及び内周パンチ4によって素材80を加圧し、この素材80の一部をダイス内周歯22へ流動させて、外歯歯車8を成形する。内周パンチ4の先端部の外周面には、素材80の一部を流動させるためのパンチ側逃し溝41が、その周方向の複数箇所に形成してある。
(もっと読む)
歯車の製造方法および歯車の製造装置
【課題】安価に製造することができる歯車の製造方法および歯車の製造装置を提供すること。
【解決手段】ダイス13内に形成される第1成形空間A1内で第1加工歯車W1が鍛造成形され、次いで、第1加工歯車W1がダイス13内に形成される第2成形空間に移送される。その後、第2成形空間内で第2加工歯車が鍛造成形され、次いで、第2成形空間内で第2加工歯車の中央部分が打ち抜かれる。このように、同一の金型内で、第1加工歯車W1の鍛造、第2加工歯車の鍛造、および、第2加工歯車の打ち抜きが行われるので、必要な型数を減少させることができ、型費を低減することができる。
(もっと読む)
冷間鍛造による歯形の形成方法
【課題】冷間鍛造後に歯面の切削加工による多大な修正を必要とせず、かつ、過大な加工荷重を回避でき、しかも、冷間鍛造後に単純な加工作業により高精度でバラツキの小さい部品を大量生産することを可能とする。
【解決手段】ダイの円筒状の内周面の中で、加工対象部材を第1押圧手段と第2押圧手段によって冷間鍛造して、冷間鍛造部品に歯形を形成する方法において、ダイの円筒状の内周面と第1押圧手段および第2押圧手段の外周面との間に全周にわたって突き出し用隙間が設定され、冷間鍛造の際に加工対象部材の外周端縁部が全周にわたってダイの円筒状の内周面に沿って突き出し用隙間の中に突き出されるが、閉塞鍛造にせず、閉塞鍛造のときに生じる過大な加工荷重の発生を回避するために、バリ又は余肉の突き出し方向に突き出し用隙間が残るように、歯面に影響することなく、冷間鍛造部品の外周端縁部に全周にわたって軸方向に突き出る形にバリ又は余肉が形成される。
(もっと読む)
歯車ポンプ用歯車製造方法
【課題】 内歯車と外歯車の厚さが同じ歯車ポンプ用歯車を製造すること。
【解決手段】
歯車ポンプで用いる内側に歯車9が形成された外歯車1と、外側に歯車が形成された内歯車2とをプレス加工により成形する歯車ポンプ用歯車製造方法において、平板材料10を絞り加工により底平面部15とその外周に傾斜側面部18を有する第1加工物11を成形する第1工程と、底平面部15から内歯車2を打ち抜く第2工程と、内歯車2が打ち抜かれた第1加工物11を外型43にはめ、プレス加工により傾斜側面部18の外周縁を外型43で拘束し、非拘束の内径側に塑性流動させ、平板形状の第2加工物13に成形する第3工程と、第2加工物13から外歯車1を打ち抜く第4工程と、を有することにより、一枚の素材から内歯車2と外歯車1を共取りすることができる。
(もっと読む)
歯元近傍に波状溝を有する歯車
【課題】歯車における歯形の凸又は凹形状に対応するように歯形側へ小さく凹む波状溝を歯元側の全周に亘って連続して設けることによって歯形近傍の断面を等肉形状化させ、このことによって延いては熱間或いは冷間鍛造性を改善し、歯形内部に均等なファイバフローを密に形成させて歯車の面圧疲労強度及び曲げ疲労強度を向上させるとともに、熱間或いは冷間鍛造金型の寿命を改善できる歯車を提供することを目的とする。
【解決手段】中心を貫通する軸孔の外周にリング状のボスを設け、その外周にドーナツ状に沈み溝を設けるとともにこの外周に前記メイン歯を設け、かつ、歯形に対応するように歯形に向けて凹状の溝を、歯元側の全周に亘って波状に連続して設けることを特徴とする歯車である。
(もっと読む)
クラウニング付歯車の製造方法及び装置
【課題】正確な形状のクラウニングを効率よく形成することができ、安定して高い品質を確保しやすい、クラウニング付歯車と、クラウニング付歯車の製造方法及び装置を提供する。
【解決手段】冷間鍛造によってクラウニングが形成された歯車において、歯先が軸方向両端間で円筒形状の面に沿って形成されており、ピッチ円が軸方向両端間で円弧形状の曲面に沿って形成されており、歯底が軸方向両端間で円弧形状の曲面に沿って形成されている。
(もっと読む)
機械部品用制振素材及びその製造方法、並びに機械部品
【課題】少ない工程数で非結合界面を導入できる機械部品用制振素材の製造方法を提供する。
【解決手段】第1凸部5aを有する第1厚肉部4aと、薄肉部6と、薄肉部6を挟んで第1厚肉部4aに隣接する第2厚肉部4bとを有する中間加工素材2aを準備する。次に、加圧方向と直交する外径形状が拡大することを規制した一対の金型3a,3b間に中間加工素材2aを配置する。そして、一対の金型3a,3b間を狭めるように加圧して鍛造加工を行うことにより、第1厚肉部4aと第2厚肉部4bとを構成する金属材料が薄肉部6に流入し、第1厚肉部4aの表面と第2厚肉部4bの表面とが互いに接触するよう金属材料を塑性変形させ、薄肉部6を内部に埋設させた状態で第1厚肉部4aと第2厚肉部4bとが金属結合を形成することなく接触した非結合界面7を形成する。
(もっと読む)
Mg合金鍛造品とその製造方法
【課題】
鍛造によっても成型加工が可能で、その準結晶相の特性が滅失していないマグネシウム合金鍛造品を提供することを目的とする。
【解決手段】
本発明のマグネシウム合金鍛造品は、準結晶相またはその近似結晶相が分散されているマグネシウム母相が等軸状であることを特徴とし、本発明は、前記のマグネシウム合金鍛造品において、マグネシウム母相のアスペクト比が2.5以下であることを特徴とする。
本発明は、前記のマグネシウム合金鍛造品において、凹凸部が少なくとも一部に形成されてなる複雑形状を有していて、前記凹凸部においてもマグネシウム母相が等軸状であることを特徴とする。
(もっと読む)
スプロケットセグメントの製造方法およびスプロケットセグメント
【課題】鍛造成形時における金型内の成形圧力を高くすることなく、歯面の成形精度を向上させることが可能なセグメントティースの製造方法、セグメントティースの製造用金型、セグメントティースを提供する。
【解決手段】セグメントティース10の製造方法では、素材からつぶし処理を行い、金型内において加圧方向に対して傾けた状態で荒成形を行った後、仕上げ成形を行って5枚歯のセグメントティース10を成形する。
(もっと読む)
歯車構造体とその製造方法
【課題】低コストの歯車構造体を実現する技術を提供する。
【解決手段】歯車構造体100は、準備工程と歯切り工程と嵌合工程と荷重工程を経て製造される。準備工程では、第1直径部と第2直径部を有するギアブランクを準備する。歯切り工程では、第1直径部の外周に歯車2の歯4を切るとともに、第2直径部の外周に歯車2の歯溝と一直線上に並ぶ溝を切る。第2直径部は、歯車2のハブ6である。嵌合工程では、リング8を第2直径部(ハブ)6に嵌合する。荷重工程では、リング8の内周面が第2直径部6の溝内に塑性流動し、リング8が第2直径部6に固定されるまでリング8を軸線方向に荷重する。
(もっと読む)
円筒歯車の成形方法
【課題】フランジを内部に備えた円筒部材から、押出加工により、表面欠陥のない、高精度の円筒歯車を、効率よく、かつ低コストで成形できる成形方法を提供すること。
【解決手段】内部にフランジを備えた円筒部材を、内周面に歯形が形成されたダイスを用いて押出加工することにより、前記円筒部材の外周面に歯形を形成する円筒歯車の成形方法であって、前記円筒部材の内周面及びフランジを、フランジに向かって付勢した上カウンタパンチ及び下カウンタパンチにより拘束しながら押出加工する。
(もっと読む)
中空歯形部品の製造方法
【課題】強度の高い中空歯形部品を、容易且つ高精度に製造することができる中空歯形部品の製造方法を提供すること。
【解決手段】円筒状素材39から、大径部及び小径部を備える中空歯形部品を冷間鍛造により製造する製造方法であって、前記冷間鍛造は、前記円筒状素材39の内周全体にパンチ33を挿入した状態で成形を行う第1工程と、前記第1工程の後、前記円筒状素材39の内周面の内、少なくとも一部41は、前記パンチ33に対向しない状態にて、前記第1工程における成形圧力よりも高い成形圧力で成形を行う第2工程と、を備えることを特徴とする中空歯形部品の製造方法。
(もっと読む)
鍛造加工装置
【課題】ワークに対し、打ち抜き加工を行うと同時に精緻なサイジングを行う。
【解決手段】第4鍛造加工装置18は、コイルスプリング38によって下型32に指向して弾発付勢される上型36を具備する。パンチ52によってワーク22に打ち抜き加工が施されるのが開始されると同時に、ワーク22に対してサイジングを行うための上型36がワーク22を押圧し始める。この際、コイルスプリング38が圧縮されるが、該コイルスプリング38の圧縮は、圧縮途中の状態で停止される。このため、該コイルスプリング38は完全には圧縮されず、従って、上型36にはプレス装置26の加圧力が伝達されない。この状態の上型36によって、ワーク22に対するサイジングが施される。
(もっと読む)
変速機用歯車の鍛造成形装置及び鍛造成形方法
【課題】生産性に優れると共に高精度の加工精度が確保できる変速機用歯車の鍛造成形装置及び鍛造成形方法を提供する。
【解決手段】下型11が歯車素材51を保持する加工テーブル21を備え、上型31が軸線Lを中心に放射状に配置され第1成形部43及び第2成形部44が形成された複数のカムスライド41を有し、上型31の下降で下降するカムスライド41の第1、2成形部43、44によって歯車素材51のスプライン歯58にチャンファ63を成形すると共に、各カムスライド41の第1成形部43及び第2成形部44によってスプライン歯58を逆テーパ面状に成形する。上型11の下降により連続的にチャンファ63及びスプライン歯58を逆テーパ面状に成形することから、優れた生産性が得られると共に高精度の変速機用歯車が成形できる。
(もっと読む)
プレス機械及びその使用方法
【課題】ワークに対してトリミング加工とピアス加工との両方を実施することができると共にワークのイジェクト時にワークを損傷させるおそれが少ないプレス機械を提供すること。
【解決手段】本発明は、ワークに対して、トリミング加工とピアス加工と、を実施するためのプレス機械である。トリムダイが、環状のキャビティを規定する。トリムパンチは、環状のボス部を有する。ワークは、前記環状のボス部が前記環状のキャビティ内に摺動移動される時、前記環状のボス部によって前記環状のキャビティ内でプレスされる。イジェクトアームが、トリムパンチ装置が下方に移動する時に下方に移動するように、かつ、トリムパンチ装置が上方に移動する時に上方に移動するように、トリムパンチ装置に取り付けられており、前記環状のボス部が前記環状のキャビティから取り除かれる時、前記ワークを前記環状のキャビティ内で上方に押し上げるようになっている。
(もっと読む)
円筒部材の鍛造成形方法
【課題】円筒部材を成形する時に、円筒部材の軸線方向両端外周に欠肉及びバリのない円筒部材の鍛造成形方法を提供することを目的とする。
【解決手段】軸線方向に貫通する貫通孔5を有する円筒部材W4の鍛造成形方法において、軸線方向に伸びる予備穴4aを成形して、軸線方向一端に底部2を有する第一中間成形品W2を成形した後、第一中間成形品W2の軸線方向一端面を第一保持型23で保持すると共に、第一中間成形品W2の軸線方向他端面を第二保持型24で保持した状態で、第一保持型23の内部に配置された第一パンチ25により軸線方向他端に底部2を移動することにより、軸線方向他端に底部2を有する第二中間成形品W3を成形し、その後、底部2を除去して、貫通孔5を有する円筒部材W4を成形する。
(もっと読む)
変速機用歯車の鍛造成形装置及び鍛造成形方法
【課題】生産性に優れると共に高精度の加工精度が確保できる変速機用歯車の鍛造成形装置及び鍛造成形方法を提供する。
【解決手段】下型11が歯車素材51を保持する加工テーブル21を備え、上型31が、軸線Lを中心に放射状に配置され第1成形部43及び第2成形部44が形成された複数のカムスライド41を有し、上型31の下降で下降するカムスライド41の第1、2成形部43、44によって歯車素材51のスプライン歯58にチャンファ63を成形し、更なる上型31の下降によりカム機構50によって前進動作する各カムスライド41の第1成形部43及び第2成形部44によって逆テーパ面状のスプライン歯60を成形する。上型31の下降により連続的にチャンファ63及び逆テーパ面状のスプライン歯60を成形することから、優れた生産性が得られると共に高精度の変速機用歯車が成形できる。
(もっと読む)
1 - 20 / 54
[ Back to top ]