
Fターム[4E094AA06]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 鋳型用(枠有鋳型) (51) | 中子用(芯・芯取り・コア) (11)
Fターム[4E094AA06]に分類される特許
1 - 11 / 11
砂型造型装置及び砂型造型方法
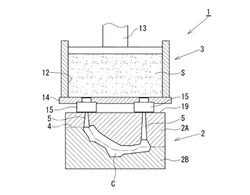
【課題】砂中子造型装置において、複数種類の金型に対応することができ、金型の交換を容易にして効率よく砂型を造型することができるようにする。
【解決手段】発泡砂Sを貯留した砂槽12の充填プレート14に金型2をセットする。加圧機構13によって発泡砂Sを加圧し、ノズル15の充填口を通して金型2のキャビティCに充填して砂中子を造型する。ノズル15の充填口は直穴とし、発泡砂Sの粘性により充填口からの自然落下を防止する。充填プレート14には、充填通路5の配置が異なる複数種類の金型2に対して、予め複数のノズル15を配置し、一の金型2がセットされたとき、金型2の充填通路5にいずれかのノズル15の充填口が接続され、接続されない充填口は金型の接合面19によって閉鎖されるようにする。これにより、充填プレート14を交換することなく金型2を交換することができ、効率よく砂型を造型することができる。
(もっと読む)
鋳型造型装置

【課題】弾発装置のメンテナンスを簡単に行うことができるとともに、弾発装置に異物が付着するのを防ぐことができる鋳型造型装置を提供することを課題とする。
【解決手段】二つの金型10,20を閉じることでキャビティCが形成される鋳型造型装置1であって、内面に成形面11が形成された固定型10と、固体型10が取り付けられた固定型取付板30と、固定型取付板30に設けられた弾発装置90と、固定型取付板30を支持する固定側テーブル70(支持部材)と、を備え、固定型10の外面12と固定型取付板30の内面31とが間隔を空けて配置されており、弾発装置90は、内外方向に弾性を有し、固定型取付板30に形成された嵌合孔33に外面32側から嵌合されるとともに、嵌合孔33の内面31側から突出して、固定型10の外面12に当接している。
(もっと読む)
造型装置
【課題】上下型からなる金型、特に、中子造型用金型において、金型を加熱するヒータと、押し出しピンとを、金型内に、特に、中子造型用金型内に、より簡便に備えるようにした造型装置を提供する。
【解決手段】例えば造型品が中子である場合、中子上型と中子下型2により画成されるキャビティ4内で中子3を焼成し造型する中子造型用金型を含む造型装置1において、中子下型2の下面18からキャビティ4までの貫通孔11〜14に中子3を押出し中子下型2から中子3を離型するための押出しピン5〜8を挿入し、押出しピン5〜8に片端子型カートリッジヒータ33を内蔵させる。これにより押出しピン5〜8と片端子型カートリッジヒータ33が一体化するため、押出しピン5〜8と片端子型カートリッジヒータ33の造型装置1の中子造型用金型内の配置が容易となる。
(もっと読む)
鉄道貨物列車の揺れ枕又はサイドフレームの、一体型中子の造型方法
本発明は、鉄道貨物列車の揺れ枕又はサイドフレームの、一体型中子の造形方法について開示した。当該方法において鋳型枠(箱)の砂かきとり面において砂をかきとった後、上から下に向けて正確に位置決めされた形状付与上型を採用し、上型に対して微振動又は圧力を加え、形状付与上型を砂かきとり面と接触させた後、続けて下に向け所定量圧下し、局部の平らな砂かきとり面は上記形状付与上型の形状に圧迫され、所要の曲面形状を形成し、最終的に鋳物局部の内部空間全体の断面が一体型の中子を造型する。本発明に係る中子造型方法により得られた一体型中子は表面が滑らかであり、複数の砂中子を組み合わせることにより生じる鋳造バリ、突起を有効的に回避し、鋳物の品質向上、作業強度の減軽を図ることができる。 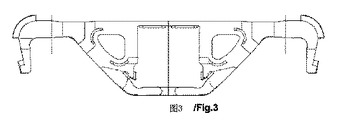 (もっと読む)
(もっと読む)
砂型中子自動成型機
【課題】中子製作工程において中子周囲のバリを自動除去し、中子製作過程における中子損傷を防ぎ、中子生産効率の向上を図る砂型中子自動成型機を提供する。
【解決手段】中子押出しに対して、バリ抜き治具を可動金型に密着させ、楔機構により微少かつ低速で中子を押出してバリを除去し、可動金型への圧着力を独立して支える手段を講じ、旋回ベースのヒンジ部軸受けの経年変化を軽減し、可動金型の固定金型の位置決めピンからの離脱時に生ずる稼動金型の落下を防止し、バリ抜き金型後退後、押出される中子を上下可動な搬出装置で受け、中後押出し時期、速度と連動させて搬送装置を下方移動させ、中子落下衝撃荷重を緩和せしめ、上部スライドコア装置を装着しスライドコア操作を自動化せしめ、可動金型旋回荷重を一つの駆動シリンダにより、二分した位置でバランスよく加重し、可動金型を常に固定金型に対して平行移動せしめる。
(もっと読む)
シェルモールド造型装置及びシェルモールド造型方法
【課題】 造形されたシェルモールドの表面粗度の向上を図ることができ、その結果、このシェルモールドを使用した鋳物製品の品質を向上でき、特に、複数の羽根通路が形成されている羽根車を鋳造するために使用される鋳造用中子を造型することに適したシェルモールド造型装置及びシェルモールド造型方法を提供すること。
【解決手段】 圧縮空気がブロワ4から砂タンク2内へ供給されると、砂タンク2内に貯留されている造型砂が圧縮空気と一緒に、複数のブローノズル8からブロー孔13を通じて造型金型10の造型キャビティ11内へ吹き込まれる。このとき、造型キャビティ11内には外周部から中心部へ向かう気流が作り出され、この気流に乗って造型砂が、造型キャビティ11の外周部から中心部へ向けて吹き込まれ充填される。
(もっと読む)
水溶性中子の造型方法及び造形装置
【課題】 流動性、充填性に優れ、強度を向上させた水溶性中子を時間サイクルを短縮した造型方法と造型装置を提供する。
【解決手段】 鋳物砂に水溶性バインダーを混合してスラリー状とし、該スラリーを型内に充填し、その後該充填物を乾燥させて成型する鋳物砂中子の造型方法において、該スラリー状の鋳物砂を該型内に下方から加圧充填する工程(第1工程)と、該スラリー状の鋳物砂を充填した型を反転させ、該型内へ上方から加圧ブローして過剰な水分を抜く工程(第2工程)と、該鋳物砂を乾燥させて成型する工程(第3工程)とを有する。
(もっと読む)
水溶性中子の造型方法及びアルミ合金の鋳造方法
【課題】 流動性、充填性に優れ、強度を向上させた水溶性中子を用い、スラリー充填後の湿体砂でも中空中子を製造する方法を提供するとともに、時間サイクルを短縮した造型方法を提供し、水溶性中子を実用性のあるものとする。
【解決手段】 鋳物砂に水溶性バインダーを混合してスラリー状とし、該スラリーを型内に充填し、その後該充填物を乾燥させて成型する鋳物砂中子の造型方法において、該スラリー状の鋳物砂を該型内に加圧充填する工程(第1工程)と、該型を加熱して該型壁近傍の該スラリー状の鋳物砂を乾燥・固化させるとともに、該型内に加圧ブローして該スラリー状の鋳物砂から水分を排出して湿砂とし、更に加圧ブローして該型中央部の未固化砂を排出する工程(第2工程)と、熱風をブローして該鋳物砂を乾燥させ成型する工程(第3工程)とを有する。
(もっと読む)
鋳鉄管鋳造用中子の塗型剤塗布方法
【課題】鋳物用中子17のどぶ漬けによる塗型剤eの塗布において、その塗型剤の液切れを円滑に行う。
【解決手段】どぶ漬け後の中子17をその軸心cを鉛直方向に対し30度傾けその軸心周りに回転させる。中子17が傾むけば、中子17下方の一点が最下部となって、その最下部に塗型剤eが集まり、その集まった塗型剤eは、落下しやすく液切れし易くなり、中子を回転させれば、塗型剤eは遠心力によって移動が活発となり、最下部の液切れはさらに促進され、中子17表面の余分な塗型剤eは遠心力によって塗布面上を活発に移動して、垂れ跡を残すことなく剥離されるとともに、塗布面は満遍なく均される。このため、塗型剤eの液切れが円滑に行なわれ、垂れ跡の残らない塗布面となって、鋳鉄管受口内面の鋳肌は良好なものとなる。
(もっと読む)
吹出管構造
中子を形成する鋳型にコンテナから粒子材料を搬送する吹出管は、弾性的な弾性材料から形成される一様な弾性体を有しており、本体の調整やコンテナ及び鋳型のズレを補正することができる。吹出管本体は、微粒子材料が圧縮ガスによって本体から吹出されて、微粒子材料の密度が増加するとともにガスの体積及び粒子の流れが増加することができるように、軸方向に分離する区間を多数有する内孔を備えている。吹出管本体の弾性は、粒子材料が吹出管に詰まると端部を拡大させることができる。その結果、微粒子材料を詰まらせないで排出させることが可能となる。 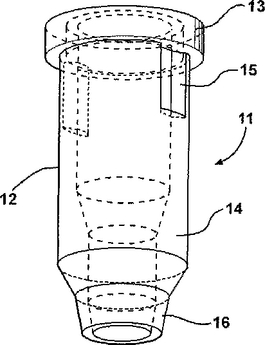 (もっと読む)
(もっと読む)
水溶性中子の造型方法及び造形装置
【課題】 流動性、充填性に優れ、強度を向上させた水溶性中子の造型方法と造型装置を提供する。
【解決手段】 鋳物砂に水溶性バインダを混合してスラリー状とし、該スラリーを鋳型内に充填し、その後該充填物を乾燥させて成型する鋳物砂中子の造型方法において、該スラリーを鋳型内に充填する際に、(a)鋳型のキャビティー内を減圧にする及び/又は(b)該スラリーを加圧して鋳型内に充填する。
(もっと読む)
1 - 11 / 11
[ Back to top ]