
Fターム[4E096EA27]の内容
Fターム[4E096EA27]に分類される特許
1 - 17 / 17
ビードワイヤ、ビード、空気入りタイヤ及びビードワイヤの製造方法
【課題】強度で伸線性に富むことで所望の強度を有しつつ線径の小さいビードワイヤを提供する。
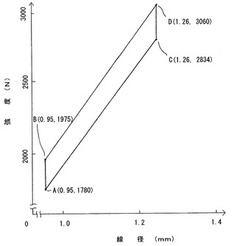
【解決手段】本発明のビードワイヤは、炭素を0.75〜0.90質量%で含むスチールよりなり、線径が0.95mm以上1.26mm以下であり、強度が、この線径をD(mm)、強度をN(N)とするとき、次式N=(3400〜3500)×D−(1350〜1450)を満たす。本発明のビードワイヤは、線材に、複数のダイスにより伸線を行い、ダイスを経た後の冷却速度を100℃/10秒以上とすることにより製造することができる。
(もっと読む)
アルミニウム合金線の製造方法

【課題】高靭性及び高導電率であるアルミニウム合金線の製造方法を提供する。
【解決手段】アルミニウム合金(Al合金)線は、Feを0.005質量%以上2.2質量%以下含有し、残部がAlからなるAl合金の溶湯を鋳造し、得られた鋳造材に圧延を施し、得られた圧延材に伸線加工を施し、得られた伸線材を撚り合わせ、得られた撚り線を圧縮線材とし、この圧縮線材に軟化処理を施して製造する。この軟化処理は、当該処理後の線材の伸びが10%以上となるように行う。例えば、バッチ処理で250℃以上の温度で行う。このような軟化処理を施すことで、伸びや耐衝撃性といった靭性に優れるAl合金線が得られる。このAl合金線を導体とする電線は、ワイヤーハーネスを組み付ける際に端子部近傍で破断することを低減することができる。
(もっと読む)
ブラスメッキ鋼線の伸線方法
【課題】ブラスメッキ鋼線の防錆性を損なうことなく、ブラスメッキ鋼線の伸線時の潤滑性の悪化および伸線後のブラスメッキ鋼線の延性の悪化を抑制することができるブラスメッキ鋼線の伸線方法を提供する。
【解決手段】水系潤滑剤を用いて、ブラスメッキ鋼線を伸線する伸線工程を有するブラスメッキ鋼線の伸線方法である。水系潤滑剤が防錆剤を含まず、伸線工程後に防錆処理を施す。防錆処理は酸性水溶液で表面処理後、トリアゾール化合物を含む水溶液を用いて表面処理をしたものであることが好ましく、また、超臨界処理の溶媒にトリアゾール化合物を混合した超臨界処理による表面処理であることも好ましい。
(もっと読む)
電線導体の製造方法、及び、電線導体と絶縁電線
【課題】自動車搭載に好適な耐屈曲性と耐衝撃性に優れた電線の製造方法を提供する。
【解決手段】軟化温度が相違する素線(A)、(B)の各々を伸線加工1、2する工程と、上記素線(A)、(B)を撚り合わせ、撚り線中間体5を作製する撚線工程3と、上記軟化温度と同じ又は異なる熱処理温度(α)で、上記撚り線中間体5を熱処理する熱処理工程7を、順に備えていることを特徴とする電線導体の製造方法、および該製造方法により作製された電線、絶縁電線である。
(もっと読む)
Cu−Ag合金線の製造方法及びCu−Ag合金線
【課題】極細のCu-Ag合金線を生産性よく製造できるCu-Ag合金線の製造方法及び極細のCu-Ag合金線を提供する。
【解決手段】Agを0.5〜15.0質量%含有する鋳造材を伸線して、最終線径が0.05mm以下の極細線を製造する。鋳造材は、断線に関与し得る0.2μm超の異物が非常に少ないものを用いる。最終線径に至るまでの伸線の途中段階にある線材であって線径φが1.0mm以下の線材の表面層を除去する。この表面層の除去は、表面層の除去前の線材の線径φの1/2をrとするとき、除去する表面層の厚さtがt/r≧0.02を満たすように行う。得られた極細のCu-Ag合金線や、このCu-Ag合金線を撚り合わせた撚り線は、同軸ケーブルの中心導体に好適に利用することができる。
(もっと読む)
電線導体の製造方法および電線導体
【課題】細径であっても十分な機械的強度および導電性を有し、かつ整直性にも優れる電線導体を得る。
【解決手段】直径0.01mm以上0.6mm以下の銅合金細線12を複数本、繊維束または紐11の周りに撚り合わせた後、円形圧縮加工を施す。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】断線し難い優れた延性を持ち、撚線等の加工を加えても延性の低下が少ないゴム物品補強用スチールコードが製造可能な、湿式伸線によるゴム物品補強用スチールコードの製造方法を提供する。
【解決手段】ゴム物品補強用スチールコードの製造方法は、ブラスメッキしたスチールワイヤを湿式伸線して製造された複数本のフィラメントを撚り合わせてなるゴム物品補強用スチールコードの製造方法において、前記湿式伸線において使用する湿式潤滑剤が所定の化学式で示されるジアルキルジチオリン酸亜鉛を含む。また、前記湿式潤滑剤が界面活性剤を含むことが好ましい。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】断線し難い優れた延性を持ち、撚線等の加工を加えても延性の低下が少ないゴム物品補強用スチールコードが製造可能な、湿式伸線によるゴム物品補強用スチールコードの製造方法を提供する。
【解決手段】ゴム物品補強用スチールコードの製造方法は、ブラスメッキしたスチールワイヤを湿式伸線して製造された複数本のフィラメントを撚り合わせてなるゴム物品補強用スチールコードの製造方法において、前記湿式伸線において使用する湿式潤滑剤が所定の化学式で示されるジアルキルジチオリン酸亜鉛、及びOHとOR(ここで、Rは炭素数が3〜20である)を一つ以上有するリン化合物を含む。また、前記湿式潤滑剤が、直鎖状ノニオン界面活性剤を含むことが好ましい。
(もっと読む)
スチールワイヤ材、スチールワイヤ、スチールコード、及び、空気入りタイヤ
【課題】被覆ゴムとの接着性に優れるとともに伸線性にも優れたスチールワイヤ材を提供することを目的とする。
【解決手段】スチールワイヤ材10のワイヤ本体11の周面に形成されたブラスめっき層12を、多層めっき構造とするとともに、ワイヤ本体11側の合金層21〜28(第1層〜第8層)を、加工性(伸線性)が良好である高Cu層(Cu組成比;65〜75wt%)とし、表面側の合金層31〜34(第9層〜第12層)を、接着耐久性が良好である低Cu層(Cu組成比;50〜60wt%)とした。
(もっと読む)
捻回特性に優れた鋼線材及びその製造方法
【課題】縦割れの起こりにくい鋼線材を製造し、品質の安定したスチールコードを提供する。
【解決手段】乾式伸線された鋼線材3をパテンティング処理し、めっき処理し、さらに温度25〜50℃の潤滑液2を用いた湿式伸線により伸線する。また、下記(1)式及び(2)式を満たす捻回特性に優れた鋼線材を形成する。 TN≧−0.025×A+52・・・(1) 但し、400≦A≦2080 A=(TS−TS0)/exp(ε/4)・・・(2) 但し、TN:捻回値[回]、A:加工硬化係数、ε:湿式伸線による真歪み、TS:湿式伸線後の引張強さ[MPa]、TS0:湿式伸線前の引張強さ[MPa]である。
(もっと読む)
銅合金線、銅合金撚線、同軸ケーブル、多芯ケーブルおよび銅合金線の製造方法
【課題】線径0.010〜0.025mmの極細線で、高強度特性と高導電性を両立し、かつ生産性に優れた銅合金線を提供する。
【解決手段】0.025mm以下の線径を有する素線からなる銅合金線において、銅母材に、Agを1〜3wt%およびNbを0.1〜3wt%含有し、かつ、素線の銅母相中にAgおよびNbからなる金属繊維を有するものである。
(もっと読む)
ブラスめっき鋼線の製造方法、スチールコードおよびタイヤ
【課題】従来技術における問題点であった最終ダイスの寿命および伸線性を改善して、高接着性および高延性を確保するとともに、生産性についても向上したブラスめっき鋼線の製造方法、それにより得られるスチールコードおよびタイヤを提供する。
【解決手段】ブラスめっきが施された鋼線を、多段スリップ型伸線機10により湿式伸線する工程を経て製造する方法である。鋼線のブラスめっきを、下層部と、下層部よりCu含有率が高い表層部とからなる2層めっきとし、多段スリップ型伸線機10の最終引き抜きダイス14を潤滑剤液11中に浸漬して伸線するとともに、最終引き抜きダイス14の後段に、減面率2%未満の焼結ダイヤモンドダイス15を設けて最終伸線を行う。
(もっと読む)
ロッドまたはワイヤ製造システム、それに関連する方法、およびそれに関連する製品
冷却ユニット、冷却ユニットを含む加熱−冷却作業、ロッドまたはワイヤ製造システム、ロッドまたはワイヤを製造する方法、ロッドまたはワイヤの熱処理の方法、金属を処理する方法、スチールロッドまたはスチールワイヤおよび向上した引張強度を有する処理金属が開示される。冷却ユニットは、少なくとも1つの適応可能焼入れ区域および少なくとも1つの適応可能浸漬区域を含む。少なくとも1つの適応可能焼入れ区域は浸漬温度に焼入れ可能である。少なくとも1つの適応可能浸漬区域は実質的に浸漬温度を維持することが可能である。  (もっと読む)
(もっと読む)
高強度PC鋼撚り線およびそれを用いたコンクリート構造物
【課題】従来よりも高強度で、かつ十分な耐疲労性を有するPC鋼撚り線およびそれを用いたコンクリート構造物を提供することである。
【解決手段】1本の中心線と6本の側線とを撚り合わせた7本撚り構成で、外径が15.0〜15.6mm、総断面積が135〜148mm2、撚り線全体の0.2%永久伸びに対する荷重が248kN以上、側線の0.2%永久伸びに対する荷重が中心線の0.2%永久伸びに対する荷重の80%以上となるように調整することにより、従来よりも高強度で、かつ実用に十分な耐疲労性を有する高強度PC鋼撚り線とすることができる。
(もっと読む)
極細絶縁線と同軸ケーブル及びその製造方法並びにこれを用いた多芯ケーブル
【課題】高強度特性と低抵抗特性(高導電性)を両立し、かつ押出製造作業や端末部の半田付け作業などにおける熱的な負荷においても強度の低下が生じにくく、高い耐熱性をも兼ね備えた極細絶縁線と同軸ケーブル及びその製造方法並びにこれを用いた多芯ケーブルを提供する。
【解決手段】銅合金線1を7本撚り合わせた銅合金撚線3によって内部導体を形成し、この内部導体の外周に中実絶縁体5を被覆して極細絶縁線10とする。更に、極細絶縁線10の外周に、複数本の導体線13を極細絶縁線10の長手方向に沿って螺旋状に巻き廻して外部導体15を形成し、外部導体15の表面に、ジャケット層17を被覆して同軸ケーブル20とする。
(もっと読む)
高炭素鋼線、その製造方法とそれを用いた高強度PC鋼撚り線
【課題】高炭素鋼線をその線の靭性を損なわずに伸線加工可能となすこと、伸線して得られた鋼線を撚り合わせて引張り強度をこれまで以上に高めたPC鋼撚り線を得ることを課題としている。
【解決手段】C0.8〜1.30wt%含有の高炭素鋼線材をパテンティング処理後に複数枚のダイスを用いて伸線し、その伸線を、総減面率70〜90%、各ダイスによる減面率10〜30%、伸線速度20〜500m/minの条件下で行い、かつ、ダイス3の出口からダイスごとに配置された伸線機の伸線釜5に到達するまでの間に線材8の表面温度を145℃以下に制御して行って高炭素鋼線を製造するようにした。
(もっと読む)
基材結合用の発熱ワイヤ
発熱コード、フォイルまたはリボンが、まず個別の円形のワイヤをカバーガスのもとで構成材料から冷間引抜により製造される。冷間引抜工程により、酸化およびその他の異物がない清浄な表面が生じる。続いて、構成要素であるワイヤは、構成材料の間の密接な接触を示す一体的なコードを作製するため、まとめられてねじられ、冷間引抜、スエージ加工および/または摩擦溶接が行われる。一体的なコードは、直接使用されるか、または所望の形状および/または厚さにさらに成形されることが可能である。構成要素の断面の間の大きさの比率を制御することにより、発熱反応の特性に関して一定の制御を行うことが可能である。一体的なコードは成形されると、続く結合工程を補助するために、ろう付けおよび/または溶剤材料でコーティングされることが可能である。クロス構造を形成するために複数のコードが織られてまとめられることが可能である。発熱アセンブリは、たとえばシリンダヘッドをシリンダブロックの作動位置に固定するように、対向する面を恒久的に固定するためのガスケットの分野において適用可能である。 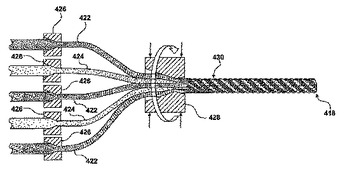 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]