
Fターム[4E096HA09]の内容
Fターム[4E096HA09]に分類される特許
1 - 14 / 14
金属管の引抜方法及び引抜装置
【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
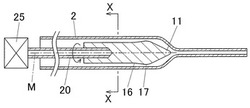
【解決手段】本発明は、金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通して略水平方向に引抜いて引抜加工する金属管の引抜方法において、プラグ11の表面に潤滑油Lを付着せしめてから引抜を開始するまでの間に、プラグ11をその略水平方向の軸線Mを回転中心として140°〜220°回転させることを特徴とする。
(もっと読む)
金属管の引抜方法及び引抜装置

【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】本発明は、金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通して略水平方向に引抜いて引抜加工する金属管の引抜方法において、略水平方向に配置した金属製素管2の内面に潤滑油を付着せしめてから引抜を開始するまでの間に、金属製素管2をその略水平方向の軸線Mを回転中心として100°〜260°回転させることを特徴とする。
(もっと読む)
金属管の引抜装置及び引抜方法
【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜装置を提供する。
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する引抜装置において、プラグ11の表面への潤滑油Lの供給を停止した時から、金属製素管2をダイス10とプラグ11との間の引き抜き位置にセットして引抜可能になるまでの経過時間を計測し、この計測された経過時間が予め設定された許容時間を超える場合には金属製素管2の引き抜きを行わないように制御する一方、前記計測された経過時間が予め設定された許容時間内である場合には引き抜きを開始するように制御する制御手段31を備えることを特徴とする。
(もっと読む)
感光ドラム基体用アルミニウム管の製造方法
【課題】アルミニウム素管を引抜き加工することにより感光ドラム基体用アルミニウム管を製造する感光ドラム基体用アルミニウム管の製造方法であって、素管の引抜き速度の高速化を図るとともに、素管の引抜き加工時に潤滑不良による焼き付きの発生を防止する。
【解決手段】引抜き加工用ダイス2の上流側に配置されたスクレーパ5により、アルミニウム素管20の外周面に付着した潤滑油8を掻き取るとともに該潤滑油8を素管20の外周面にその周方向に塗り広げながら、素管20を引抜き方向Xに移動させる。これにより、素管20を引抜き加工する。スクレーパ5は、ダイス2の上流側における潤滑油掻き取り位置に常設されており、更に、ダイス2の上流側の端面2aあるいはダイス2を保持したダイスホルダ3の上流側の端面3aに取外し可能に固定されている。
(もっと読む)
金属管の引抜方法及び引抜装置
【課題】引抜時の管の内面に確実に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する金属管の引抜方法において、前記プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、該素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする。
(もっと読む)
オーステナイト系ステンレス鋼線の伸線加工方法及び装置
【課題】設備費がかからず、また、温度コントロールを安定しておこなうことができる。
【解決手段】加熱された液状の潤滑剤内に、張力が加えられたオーステナイト系ステンレス鋼母線を通して、この母線を加熱する工程と、加熱された母線を引き抜き加工する工程と、を具備するオーステナイト系ステンレス鋼線の伸線加工方法。
(もっと読む)
金属管の引抜方法
【課題】ロッドの吐出口から素管の内面に潤滑剤を供給しながら引抜く引抜方法において、中子のような塗布用部材を用いることなく、素管の周方向においても長さ方向においても潤滑剤を過不足なく付着させる。
【解決手段】金属製素管(2)を、外面を成形するダイス(10)と内面を成形するプラグ(11)と間に通して引抜きながら、前記プラグ(11)を支持するロッド(20)の外周面に設けられた吐出口(21)から、素管(2)の上下方向の中心よりも高い上側領域(40)に向かって断続的に吐出させた潤滑剤(L)を、素管(2)内面の最も高い位置(P1)を含む部分に吹き付けて付着させる。
(もっと読む)
金属管の引抜装置および引抜方法
【課題】 プラグを支持する中空のロッドに設けた開口部から潤滑油を吐出させて素管の内面に付着させる金属管の引抜装置において、断続的な潤滑油供給を行う場合の潤滑油吐出の応答性を高める。
【解決手段】金属製素管(2)を、外面を成形するダイス(10)と内面を成形するプラグ(11)と間に通すことで加工する引抜装置(1)において、前記プラグ(11)を支持する中空のロッド(20)の外周面に潤滑油(L)を吐出させる吐出口(21)が開口し、該吐出口(21)はロッド(20)の上下方向における中心よりも上の領域にのみ設けられている。
(もっと読む)
金属管の引抜装置および引抜方法
【課題】金属管の引抜において、内面潤滑を改善し、長い素管の引抜や高速引抜における焼付きを防止する。
【解決手段】
金属製素管(10)を、外面を成形するダイス(1)と内面を成形するプラグ(6)との間に通すことで加工する引抜装置(M1)において、前記素管(10)の内部に潤滑油(L)を供給する潤滑油供給部(12)と、前記プラグ(6)を支持するロッド棒(7)を回転軸として該ロッド棒(7)に回転自在に取付けられて、前記素管(10)の内面に潤滑油を塗り広げる中子(20)とを備えることを特徴とする。
(もっと読む)
マグネシウム合金パイプの製造方法
【課題】マグネシウム合金パイプを生産性よく製造することができるマグネシウム合金パイプの製造方法を提供する。
【解決手段】プラグ10に接続される支持軸11に潤滑剤の輸送路12と、輸送路12を経た潤滑剤を素管100内に噴出する噴出口13とを設けている。プラグ10を素管100内に挿入した後、噴出口13から潤滑剤を噴出させる。このように潤滑剤を噴出させることで、素管100の内面において潤滑剤を均一的に塗布することができ、塗布ムラに伴う破断や焼き付きを防止し、生産性を向上することができる。
(もっと読む)
伸線機
【課題】線径が10μmφ〜20μmφ程度の金属極細線の製造において、案内キャプスタンローラとのからまりによる断線や、金属細線のよじれや微細折れなどの不具合を生じさせることなく、伸線速度を200m/min以上の高速にすることができる伸線機を提供する。
【解決手段】案内キャプスタンローラ3の外側に張力補助ガイド12を設置し、金属細線11を経由させて伸線することにより、伸線中の金属細線11の張力の低下を抑制する。張力補助ガイド12は、伸線ダイス8への金属細線11の入射角が変わらないように設計することが好ましく、また、案内キャプスタンローラ3に接触する金属細線11の長さを調整できるような機構であることが好ましい。
(もっと読む)
マグネシウム合金素材
【課題】 鍛造加工といった塑性加工性に優れるマグネシウム合金素材、この素材の製造方法、この素材に鍛造加工を施したマグネシウム合金成形体を提供する。
【解決手段】 質量%でAl:0.01〜12%を含有し、残部がMg及び不純物からなるマグネシウム合金素材である。この素材は、平均結晶粒径が5μm以上20μm以下、平均結晶粒径の標準偏差が5.0μm以下である。このような素材は、アプローチ角:6°以上12°以下の伸線ダイスを用い、1パスあたりの加工度を10%以上として引き抜くことで得られる。
(もっと読む)
表面性状に優れた磨き棒鋼の製造方法
【課題】本発明は、表面性状に優れた磨き棒鋼の製造方法を提供する。
【解決手段】磨き棒鋼の、コイル状素材をサプライスタンドに載荷後、巻き戻しを行う前に潤滑剤を潤滑剤塗布手段により散布、好ましくはサプライスタンドの上方からミスト状に散布する。サプライスタンドの下方に潤滑剤プールを配置し、コイル状素材の一部を潤滑剤に浸漬させ潤滑剤を再使用する。
(もっと読む)
極細線の製造方法
【課題】 本発明は、細線の極細化にあたって細線の付着物を良好に除去する極細線の製造方法を提供するものである。
、安定して極細線を製造できるようにした極細線の製造方法に関するものである。
【解決手段】 かゝる本発明は、細線の走行ラインに沿って、複数の潤滑剤浴槽110と複数の縮径用ダイス130を配置させたスリップ型伸線機100により、走行する細線200に潤滑剤を塗布しつつ、縮径用ダイス130に通して縮径させる極細線の製造方法において、潤滑剤の塗布された細線200に超音波振動を与えると共に、縮径用ダイス130のダイス穴手前側に潤滑剤を吹き付ける極細線の製造方法にあり、これにより、数〜数十μm程度の比較的大きな微粉体の付着物も、1μm以下の比較的小さな微粉体の付着物も除去されるため、ダイス穴131の付着物による目詰まりも生じ難くなり、安定した持続的な伸線が可能となる。
(もっと読む)
1 - 14 / 14
[ Back to top ]