
Fターム[4E096HA13]の内容
Fターム[4E096HA13]に分類される特許
1 - 9 / 9
オーステナイト系ステンレス鋼線の伸線加工方法及び装置
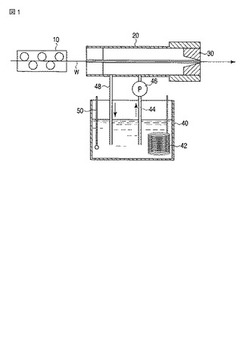
【課題】設備費がかからず、また、温度コントロールを安定しておこなうことができる。
【解決手段】加熱された液状の潤滑剤内に、張力が加えられたオーステナイト系ステンレス鋼母線を通して、この母線を加熱する工程と、加熱された母線を引き抜き加工する工程と、を具備するオーステナイト系ステンレス鋼線の伸線加工方法。
(もっと読む)
内面溝付管の製造装置及び製造方法

【課題】管軸方向全長に亘って、管内熱伝達性能や強度に優れた内面溝付管を、複雑な構成を要さずに安定して製造することができる内面溝付管の製造装置及び製造方法の提供を目的とする。
【解決手段】縮径手段11とフィン形成手段31とを引き抜き方向の上流側から下流側へこの順に配置し、引抜き手段21を縮径手段11の下流側に配置し、素管1aを引抜く引抜き手段21に、素管1aの外面に当接させるパッドと、素管1aとの摩擦による引抜きを可能とする押圧力でパッドを素管1aの側へ押圧する押圧力付与機23とを備え、パッドを、押圧力付与機23からの押圧を受けたとき、適正化した押圧状態で前記素管1aに当接する押圧状態適正化パッド26S,26Hで構成した。
(もっと読む)
サスペンションワイヤ
【課題】ベリリウム銅を用いたサスペンションワイヤと同等の引張強さを有し且つベリリウムによる発ガン性などの危険性が無いサスペンションワイヤを提供する。
【解決手段】Cu−Ni−Si系合金(コルソン合金)の丸線(1a)に対して、伸線ダイス(135)により断面積減少率0.1%〜15%の引抜加工を加えるのと同時に引抜長1mm当たり1回転〜15回転で前記伸線ダイス(135)を回転させて直線矯正を加える。
【効果】ベリリウム銅を用いたサスペンションワイヤと同等の引張強さを有し且つベリリウムによる発ガン性などの危険性が無いサスペンションワイヤが得られる。
(もっと読む)
異径鋼管の製造方法
【課題】1パスでの芯引き加工時に金型に掛かる負荷を軽減して縮径変形加工を行わせ、軸方向で径及び板厚が異なる異径鋼管を効率的に製造する方法を提供する。
【解決手段】素管8外径よりも内径が小さい孔部を有するダイス7と、鋼管内部に挿入して板厚を制御するためのプラグ9を使用し、前方からの引抜き力による芯引き加工により1本の鋼管から大径部と小径部と前記大径部及び前記小径部を連結するテーパ部を備えた異径鋼管を製造する際、後方からの引張り力を付加して芯引き加工する。
(もっと読む)
押出材のダイレス加工装置
【課題】構造の簡素化、コストの削減および生産効率の向上を図ることができる押出材のダイレス加工方法を提供する。
【解決手段】本発明は、押出材Wを搬送する搬送経路上に変形加工域Rが設けられた押出材のダイレス加工装置である。本装置は、変形加工域Rの下流側端部に設けられ、かつ押出W材を冷却する下流側冷却手段と、下流側冷却手段の搬送方向下流側に設けられ、かつ押出材Wを搬送方向に引っ張るように移動させる押出材引張手段と、を備え、押出機1から連続的に供給される押出材Wを変形加工域Rに進入させる一方、押出材引張手段による押出材Wの引張速度V2を、押出材Wが変形加工域Rに進入する際の変形開始前速度V1に対し相対的に異なる速度に設定することにより、押出材Wを変形加工域Rにおいて断面方向に変形させる変形処理を行う。
(もっと読む)
ノンスリップ型連続伸線機及び連続伸線方法
【課題】本発明は、平滑で清浄な表面を有する線材を製造するためのノンスリップ型伸線機と伸線方法を提供する。
【解決手段】引抜加工で伸線される線材を流体によって線材を駆動するキャプスタンの線材との接触面方向に圧下する機構を有するノンスリップ型連続伸線機、及び、流体によって線材を駆動するキャプスタンの線材との接触面方向に線材を圧下させながら引抜加工を行う連続伸線方法である。本発明のノンスリップ型連続伸線機は、線材を、線材を駆動するキャプスタンの線材との接触面方向に、流体によって圧下する機構を有することにより、線材とキャプスタンの滑りが起こり難く、滑りによる異常張力、線のだぶつきによる断線が起こり難い。また、平滑な表面を有するキャプスタンの使用が可能であり、キャプスタンの凹凸に由来する金属線への凹凸の転写、傷の発生を防止できる。
(もっと読む)
高速細線伸線装置及び高速細線伸線装置の断線検出方法
【課題】
金属線を高速で伸線しても、また、多数のダイス数で伸線しても、断線は最終ダイス前で発生させ、断線を最初の断線箇所でとどめるようにし、作業性を高められるようにした高速細線伸線装置を提供する。
【解決手段】
金属線の巻き出し部1、ダイス前後に配置したスリップ式キャプスタン4a,4b、複数の伸線ダイス5及び金属線の巻き取り部6で構成され、金属線1aをスプールから送り出す速度を制御するためにアーム型のテンション制御機構2が設置され、検出した金属線1aの張力により金属線の送り出し速度を制御するようにした金属線のスリップ式高速細線伸線装置において、加速時と定速時のそれぞれの張力について装置を高速停止させる上限値と下限値をそれぞれ任意に設定できるようにし、張力がこれらの設定値の範囲外となった時に装置が高速停止するようにした。
(もっと読む)
極細線伸線方法および極細線伸線装置
【課題】 一対の駆動キャプスタンローラーと案内キャプスタンローラーの間に配置した複数の伸線ダイス群を通過させて極細金属細線を高速で伸線加工する場合、特に20μmφ以下の金属細線を100m/min以上の伸線速度で伸線加工する際に、金属細線が案内キャプスタンローラーの出口側でローラーに付着し、断線する問題を解決する方法及び装置を提供する。
【解決手段】案内キャプスタンローラーの周速度を最後に案内キャプスタン上を通過する極細金属線の線速度よりも遅くしたことを特徴とする極細金属細線の伸線方法及び伸線装置である。
(もっと読む)
伸線機と伸線方法
【課題】 複数の伸線ユニットを連設した場合にも連設方向の寸法を小さくした伸線機を提供する。
【解決手段】 線材11をボビン21から繰り出す線材供給手段20と、伸線した線材11を巻き取る線材巻取手段60と、線材11を伸線するための伸線ユニット40とを備える伸線機であって、前記伸線ユニット40を、線材11を縮径する伸線ダイス56と、伸線した線材11をノンスリップで走行させるキャプスタン57と、前記伸線ダイス56の伸線方向と略平行に直線移動することにより線材11にバックテンションを付与するダンサローラ45とより構成し、前記線材供給手段20と前記線材巻取手段60との間に、複数の伸線ユニットを上流の横一列と下流の横一列の上下横二列に連設配置した構成。
(もっと読む)
1 - 9 / 9
[ Back to top ]