
Fターム[4F041CA04]の内容
塗布装置−吐出、流下 (28,721) | 帯状塗布装置 (2,225) | 塗布形式 (1,034) | 吐出口から直接、塗布するもの (949) | カーテンフローを形成するもの (96)
Fターム[4F041CA04]に分類される特許
81 - 96 / 96
塗布装置

【課題】 カーテンコート方式の塗布装置において、液膜の揺らぎを防止し、且つ空気同伴現象による品質低下を防止する。
【解決手段】 コーティングヘッド11から塗工液を液膜として流下させる際、塗工液17のみならず、電気粘性流体からなる補助液18も同時に吐出し、塗工液と補助液を多層液膜12として流下させ、更に、流下中の多層液膜12に電場印加装置16によって電場を印加し、補助液18を高粘度化して揺らぎを防止し、被塗布材への塗布時には補助液18が元の低粘度に戻ることで空気同伴現象による品質低下を防止する構成とする。
(もっと読む)
カーテン塗布方法およびカーテン塗布装置

【課題】 連続的に走行するウェブに自由落下する液膜を衝突させて塗布するカーテン塗布方法において、ウェブ損傷の危険およびウェブ破断の危険を排除し、且つ、空気同伴現象による塗布ムラの発生を確実に防止する。
【解決手段】 連続的に走行するウェブ4に自由落下する液膜3を衝突させて塗布するカーテン塗布方法において、バックアップロール5で支持されたウェブ4のウェブ進行方向の液膜衝突部前側の全幅にわたり、ウェブ4と同方向同速で走行する多孔質からなる無端ベルト6を押し付けるとともに、無端ベルト6のウェブ4と接する位置の裏面近傍を減圧する。なお、無端ベルト6は、バックアップロール5と平行に配置した2本のゴムロール8を用いてウェブ4に押し付けることが好ましい。
(もっと読む)
アプリケーション装置
【課題】全ウエッブ幅に渡って均一な塗布膜を形成するアプリケーション装置を提供する。
【解決手段】粘性のある媒体、水性顔料懸濁液を、動いている紙、カートン、又はその他の繊維質ウェブの片側に塗布する装置において、塗布媒体を、動いている繊維質ウェブ1の一方のウェブ側又はコーティング側1aの上に重力の下で直接移動する、自由落下の自己完結型カーテン6として放出するカーテン・アプリケータ5が備えられる。コーティング側1aに割り当てられている空気境界層の減衰又は除去装置2が、繊維質ウェブ1の進行方向Lにおいてカーテン6の上流に配置されている。繊維質ウェブ1とともに流れる空気の境界層LG用の、空気境界層軽減装置10が備えられ、この軽減装置10はカーテン6の衝突位置Pの領域内においてコーティング側1aと反対のウェブ側1bに割り当てられている。
(もっと読む)
スライド送りカーテン塗工機の塗布幅を調整する装置
本発明は、スライド送りカーテン塗工機の塗布幅を調整する装置に関し、そのカーテン塗工機は、フロー面上に開口(31)を持つ少なくとも一つのノズルスロット(30)を有し、そのフロー面の先端がフィーディングリップ(33)を提供する。その装置は、フロー面の両端の近くに配置され、ノズルスロット(31)から流れるコーティングカラー(1)の横の範囲を規定するブレード要素(42)を有する、横方向に移動可能な調整機構(40)と、ブレード要素(42)によって規定される塗布幅を超えて伸びるそのノズルスロットの部分から出てくるコーティングカラーの流れを機械循環に戻すため、或いは、廃棄のために逸らすリターンフローガイド要素(41、50)とを含む。
 (もっと読む)
(もっと読む)
ドライエッジコーティングプロセスとしての効果を生むカーテンコーティングにおいてコートされたウェブの縁に形成されるエッジバンクを取り除く方法
本発明は、ドライエッジコーティングプロセスとしての効果を生むカーテンコーティングにおいてコートされたウェブ(30)の縁に形成されるエッジバンクを取り除くための方法及び装置に関する。その方法は、より薄い形成のためにそのエッジバンクを除去及び/又は拡張するためコーティングカーテン適用地点の下流に配置された要素(31、32)を用いてそのエッジバンクに流体吹きつけを受けさせるステップを含み、前述の吹きつけは、ウェブ(30)の中心線方向からそのウェブの縁に向けて供給される。  (もっと読む)
(もっと読む)
紙、厚紙又は繊維材料の他の移動ウェブに多層を直接塗被するための方法
本発明は、紙、厚紙又は繊維材料の他の移動ウェブの製造及び/又は仕上げ中に、紙、厚紙又は繊維材料の他の移動ウェブに多層を直接適用するための方法に関し、多層(2)の個々の層は、複数の液状からペースト状の塗被媒体又は液体流(Q1〜Qn)、特に水性の顔料懸濁液から形成される。本発明によれば、個々の塗被媒体又は液体流(Q1〜Qn)は、それぞれの事前の乾燥なしに、過剰量なしに互いの混合なしにまた接触なしに、繊維質ウェブ(1)に放出されるように意図され、次に続く塗被媒体又は次に続く層よりも低い比重(p1〜pn)及び/又はより低い粘度(η1〜ηn)及び/又はより低い表面張力(δ1〜δn)を有する塗被媒体は、より高い比重(p1〜pn)及び/又はより高い粘度(η1〜ηn)及び/又はより高い表面張力(δ1〜δn)を有する塗被媒体又は層に塗被され、この結果、繊維ウェブ(1)では、第1の層又は下層(U)は、最高値を有する塗被媒体であり、頂部層(D)は、最低値を有する塗被媒体である。 (もっと読む)
塗布装置及びダイコータの作製方法
【課題】 長期間の塗布を行っても塗布幅方向で均一な塗布膜厚を有し、塗布故障が少ない塗布製品が得られ、清掃が容易で、フッ素系樹脂により被覆加工された塗布幅が1m以上の広幅のダイコータを用いた塗布装置及びダイコータの作製方法の提供。
【解決手段】 塗布液を塗布幅方向に広げるポケット部と、該塗布液を該ポケット部へ供給する塗布液供給口と、前記塗布液を前記ポケット部から支持体に吐出するスリット部とを有し、少なくとも2本のバーを組み付けたダイコータを用いた塗布装置において、前記塗布液に接する該ダイコータの面を構成する該バーの少なくとも一部がフッ素系樹脂で被覆加工されており、前記バーを、前式1)で示される熱膨張係数の関係を有する台の面上に載置して焼成炉で該フッ素系樹脂を焼成処理した後、仕上げ研削加工したことを特徴とする塗布装置。
(もっと読む)
カーテン塗布方法及びカーテン塗布装置
【課題】 連続走行する金属帯1の上方に配置した液膜生成装置3にてカーテン状の液体膜2を生成し、生成した液体膜2を金属帯上に自由落下させて液膜を金属帯表面に塗布するカーテン塗布装置において、塗布膜の品質を良好に保持することのできるカーテン塗布方法及びカーテン塗布装置を提供する。
【解決手段】 液体膜2の金属帯1への衝突地点6より上流側にガス吐出ノズル4を設け、該ノズルは1個又は複数個のガス吐出口5が金属帯1の幅方向全体に上流側方向にガスを吐出し、液体膜の幅方向12と金属帯の幅方向11とがなす角度θ(液体膜の幅方向角度θ)を金属帯1の幅に応じて変化させ、ガス吐出口の配列方向13と金属帯の幅方向11とがなす角度α(ガス吐出口の配列方向角度α)は液体膜の幅方向角度θ変化に応じて変化させることを特徴とするカーテン塗布方法及びカーテン塗布装置。
(もっと読む)
塗布装置及びダイコータの作製方法
【課題】 長期間の塗布を行っても塗布幅方向で均一な塗布膜厚を有し、塗布故障が少ない塗布製品が得られ、塗布液と接する箇所の清掃が容易で、フッ素系樹脂により被覆加工された塗布幅が1m以上の広幅のダイコータを用いた塗布装置及びダイコータの作製方法の提供。
【解決手段】 塗布液を塗布幅方向に広げるポケット部と、該塗布液を該ポケット部へ供給する塗布液供給口と、前記塗布液を前記ポケット部から支持体に吐出するスリット部とを有し、少なくとも2本のバーを組み付けたダイコータを用いた塗布装置において、塗布液に接する該ダイコータの面を構成する該バーの少なくとも一部がフッ素系樹脂で被覆加工されており、バーを、式1)で示される真直度の関係を有する台の面上に載置して焼成炉で焼成処理した後、仕上げ研削加工した塗布装置。
(もっと読む)
洗浄機構を有する塗工装置及び洗浄方法
【課題】
塗工ユニット部の配管内部、またはダイヘッド等の内部を2種類以上の溶剤を使用して塗工液と相溶性のあるものから順次洗浄性の高い溶剤へと切り替えていく洗浄および乾燥する事を特徴とした洗浄機構を有する塗工装置において、使用する洗浄液を削減し、ソルベントショックを発生させずに洗浄バラツキの無い良好な洗浄を行う手段を提供することである。
【解決手段】
洗浄液導入直前に、洗浄液をミスト化した気体として導入し塗工液との相溶性を維持し、さらに、塗工液接液部の乾燥防止を行いながら、塗工液を送液配管系から外部に排出し、その後洗浄液を導入する事を特徴とした洗浄機構を有する塗工装置。
(もっと読む)
液体含浸剤を塗布する方法および装置
【目的】 透過性シートの全体にわたって一様に液体含浸剤を塗布する連続法及びその装置を提供する。
【構成】 連続して進行している透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布し、その第2表面に、液体含浸剤のカーテンを塗布する位置の近傍にて、真空を加え、透過性シートを通して液体含浸剤の相当な量を吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせ、液体を含浸した透過性シートを乾燥させる。その結果、透過性シートの内部に向けて、液体含浸剤の一様な或いは制御された分布を実現し、過剰含浸剤のシート内の滞留時間を最小化することができる。
(もっと読む)
繊維状紙匹を塗布するための方法及び装置
本発明は、1つ又はそれよりも多くの塗工層で繊維状紙匹を塗工するための方法に関する。方法は、カーテンコーター(21)を用いて、塗工材料の少なくとも1つの層を、繊維状紙匹の少なくとも一方の面に塗布するステップを含むことを含み、塗工材料の塗被層の依然として湿潤な塗工は、塗布プロセスの本質的直後に、高温の接触面又は複数の接触面を用いて、高温圧縮接触に晒され、塗工は繊維状紙匹(W)の表面に結合され、塗工は乾燥し、その表面は平滑且つ高光沢になる。本発明は、繊維状紙匹(W)を塗工するための装置にも関する。装置は、少なくとも1つの層の塗工材料を前記繊維状紙匹(W)の表面の上に塗布するための少なくとも1つのカーテンコーター(21)と、高温圧縮接触において繊維状紙匹を処理するために繊維状紙匹(W)の進行方向におけるカーテンコーターの実質的に直ぐ下流にある処理装置(22)とを含む。 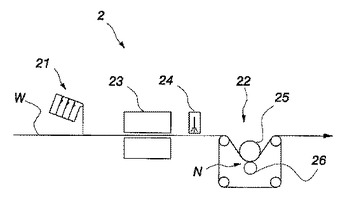 (もっと読む)
(もっと読む)
多層塗膜塗装方法、多層塗膜塗装装置及び多層塗膜塗装平板
【課題】 鋼板等の平板上に3層以上の多層の塗膜を焼き付け塗装する多層膜塗装において、ワキの発生を防止することのできる多層塗膜塗装方法、多層塗膜塗装装置及び多層塗膜塗装平板を提供する。
【解決手段】 被塗装物の表面に薄い塗膜(下地塗膜)を形成し、加熱することによりこの下地塗膜中の溶剤濃度を減少させ、その後に下地塗膜上に多層塗膜を形成して焼き付けを行うこととすると、たとえ多層塗膜の厚さが厚くてもワキが発生しなくなる。即ち、移動する平板上に塗膜(下地塗膜)を形成してこの塗膜を加熱し、その後下地塗膜の上に2層以上の多層塗膜を同時に形成し、その後加熱することを特徴とする多層塗膜塗装方法である。多層塗膜形成前における下地塗膜内の溶剤量が30mg/m2以下であることを特徴とする。下地塗膜の加熱は、加熱開始から120秒以内に200〜300℃に加熱する。
(もっと読む)
カーテンコータおよびカーテンコーティング方法
本発明は、支持体上へ落下する少なくとも1つのコーティング流体のカーテンを生成するノズル装置および、カーテンを横方向で案内する案内面を備えるカーテン案内構造を備える、移動する支持体を塗布するためのカーテンコータに関連し、案内面(17)はカーテンに交差して測ってカーテン厚さを上回る幅にわたってカーテンに対し凸状であり、さらに本発明は、少なくとも1つのコーティング流体のカーテンが、移動する支持体上に、自由落下して堆積され、両側で、それぞれの場合にカーテンに交差した凸状案内面(17)によって案内される、カーテンコーティング方法に関連する。  (もっと読む)
(もっと読む)
カーテン塗工機で紙/板紙を塗工するための方法
本発明は、カーテン塗工機で紙/板紙を塗工する方法に関し、塗工は少なくとも2つの塗工材料層から成る。方法において、塗工の全体的な厚さ及び横方向プロファイルは、少なくとも1つの塗工材料層の厚さを調節することによって制御され、少なくとも1つの塗工材料層は、紙/板紙ウェブ(W)上の塗工の総量を決定するために、単独で或いは一緒に、塗工の総量の少なくとも40%をもたらし、決定される塗工材料の量は、塗工のための所望の全体的な厚さ及び横方向プロファイルを達成するために横ウェブ方向においてプロファイル化されるときに、前記少なくとも1つの塗工材料層の厚さを規制するための基礎として用いられる。本発明は、方法を実施するための構成にも関する。 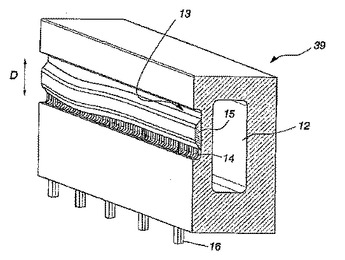 (もっと読む)
(もっと読む)
塗布装置
本発明は、流れている面にペースト状の塗布媒体である少なくとも2つの液体を片面又は両面に塗布するための装置(10)に関する。前記装置は、塗布媒体を塗布するのに使用されるカーテン塗布システム(13)を有する。カーテン塗布システム(13)は、基本的に重力によって動くカーテン(11、12)として、塗布媒体を流れている面に供給し、この面は、直接塗布中は、材料のウェブ(102)、特に紙又はボール紙の面である。この面は、間接塗布中は、塗布媒体が材料のウェブ(102)の面に転写する、転写要素、好ましくは塗布シリンダーの面である。先行技術より知られているカーテン塗布システム(13)によれば、すべての塗布媒体は、共通のトレイに収集されて、別の被覆には使用され得ない。本発明の目的は、さらに、塗布媒体が塗布後にも再使用され得るように前記装置を改良することである。前記装置によれば、収集された塗布媒体(22、23)を分離するのに使用される収集装置(16)が、カーテン塗布システム(13)と材料のウェブ(102)との間に配置される。カーテン塗布システム(13)及び収集装置(16)は、互いに移動し得る。 (もっと読む)
81 - 96 / 96
[ Back to top ]