
Fターム[4F072AG20]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の細部 (1,608) | 積層構造のもの (1,262) | 樹脂シートとの (117)
Fターム[4F072AG20]に分類される特許
1 - 20 / 117
プリプレグの製造方法
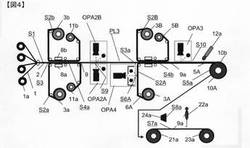
【課題】検査時間の短縮や検査精度の向上を図ることができるプリプレグの欠陥の検査手法、プリプレグの欠陥の位置情報を後工程である検反工程に伝達する手法を取り入れた、離型紙を用いたホットメルト法によるプリプレグの製造方法の提供。
【解決手段】離型紙5A、5Bと離型紙に炭素繊維束1に含浸される樹脂が塗布されて形成された樹脂フィルム6Aからなる樹脂シート3A、3B、3a、3bにおける樹脂フィルムの表面を光学装置により検査し、表面の欠陥を検出し、検出された欠陥の種類を判定する樹脂シート検査工程S6A、あるいは、炭素繊維束に樹脂フィルムを形成している樹脂が含浸されて形成されたプリプレグシート9、9aの離型紙を剥離した後のプリプレグの表面を光学装置により検査することにより、プリプレグの表面の欠陥を検出し、検出された欠陥の種類を判定するプリプレグシート検査工程S9を有することを特徴とするプリプレグの製造方法。
(もっと読む)
炭素繊維強化熱可塑性樹脂シート
【課題】本発明の課題は、力学特性と耐高速衝撃性を両立させた炭素繊維強化ポリプロピレンシートを提供することにある。具体的には、高い接着力で力学特性を発現しながら、より延性的に破壊し、衝撃を吸収するシートである。
【解決手段】マトリックス樹脂としての(A)ポリプロピレン、(B)フェノール樹脂および(C)ラジカル開始剤を配合してなる樹脂組成物と(D)炭素繊維基材とを含み、シート中の炭素繊維の長さが調整された炭素繊維強化熱可塑性樹脂シート、その製造方法、成形品、ならびに成形品の製造方法。
(もっと読む)
プリプレグ、基板および半導体装置

【課題】本発明の目的は、薄膜化に対応することが可能であり、かつ回路パターンに応じて樹脂量を調整することが可能なプリプレグを提供することにある。また、本発明の目的は、上記プリプレグを有する基板および半導体装置を提供することにある。
【解決手段】本発明のプリプレグ10は、ガラス繊維で構成される繊維基材1と、繊維基材1の一方の面側に位置する第1樹脂層21と、繊維基材1の他方の面側に位置する第2樹脂層22とを有する。第1樹脂層21と第2樹脂層22とは、それぞれ、熱硬化性樹脂と無機充填材とカップリング剤とを含む樹脂組成物で構成され、第1樹脂層21の厚さは、第2樹脂層22の厚さより厚い。第1樹脂層21中には回路配線部4が埋設されており、回路配線部4と繊維基材1との距離をt2[μm]としたとき、t2が3〜15μmである。
(もっと読む)
熱可塑性樹脂複合材材料
【課題】炭素繊維と熱可塑性樹脂とから構成される炭素繊維複合成形体において、剛性に優れた複合成形体を提供すること。
【解決手段】繊維長10〜100mmの強化繊維と熱可塑性樹脂(A)とから構成され、該熱可塑性樹脂(A)の存在量が強化繊維100重量部に対し10〜1000重量部であり、強化繊維が実質的に2次元ランダムに配向したランダムマット基材と、
該ランダムマット基材の少なくとも片面に設けられ、一方向に引き揃えられた強化繊維に半芳香族ポリアミドを含有する熱可塑性樹脂(B)が含浸されてなる一方向材とからなる複合材料とすること。
(もっと読む)
成形材料およびそれを用いた成形方法
【課題】
成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、力学特性に優れる成形品や賦形性に優れる成形品を容易に製造できる成形材料およびその成形方法を提供する。
【解決手段】
強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる成形材料であって該成分(B)の融点が270℃以下である成形材料。
(もっと読む)
成形材料
【課題】成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、射出成形を行う際には強化繊維の成形品中への分散が良好であり、高い力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%と、ポリフェニレンエーテルエーテルケトンオリゴマー(B)0.1〜20重量%からなる複合体に、熱可塑性樹脂(C)30〜98.9重量%が接着されてなる成形材料であって、該成分(B)の融点が270℃以下である成形材料。
(もっと読む)
樹脂補強用有機繊維、および繊維補強熱可塑性樹脂
【課題】樹脂補強用有機繊維のマトリックス成分である熱可塑性樹脂への接着性、分散性を汎用かつ安価に向上させることによって、引張強度、曲げ剛性などの力学物性、熱寸法安定性、表面外観、耐久性および耐衝撃性に優れた熱可塑性樹脂成型品を提供し得る、樹脂補強用有機繊維、さらにこれを用いた繊維補強熱可塑性樹脂を提供すること。
【解決手段】有機繊維の表面に、(A)1分子に少なくとも3つ以上のエポキシ基を有する多官能性エポキシ化合物、および(B)分子に炭素数3以上の炭化水素鎖ないしはポリエチレングリコール鎖を有し、かつ1分子に1つあるいは2つのエポキシ基を有する脂肪族エポキシ化合物を含む複合膜が0.1〜10重量%付与されてなり、かつエポキシ化合物の重量比が(A)/(B)=99/1〜70/30の範囲の樹脂補強用有機繊維、ならびにこの(イ)樹脂補強用有機繊維と、(ロ)熱可塑性樹脂を主成分とし、(イ)/(ロ)の重量割合が5/95〜70/30である、繊維補強熱可塑性樹脂。
(もっと読む)
プリプレグシート材及びその製造方法
【課題】本発明は、積層された複数の補強繊維シート層を一体形成するマトリックス樹脂に異なる熱可塑性樹脂材料からなる複数の樹脂領域を形成することで高品質で優れた特性を備えるプリプレグシート材及びその製造方法を提供することを目的とするものである。
【解決手段】プリプレグシート材は、補強繊維を引き揃えシート状に形成した補強繊維シート層1A〜1Cが層状に配列され、これらの補強繊維シート層を一体形成するマトリックス樹脂を備えている。マトリックス樹脂は、異なる熱可塑性樹脂材料からなる樹脂領域2及び3を備え、樹脂領域2及び3は層状に形成されている。補強繊維シート層1A及び1B並びに補強繊維シート層1B及び1Cの層間に熱可塑性樹脂材料からなる樹脂層2a及び2bが形成され、補強繊維シート層1A及び1Cの外側に樹脂層3a及び3bが形成され、各樹脂領域の境界部分が補強繊維シート層の内部に入り込んだ状態となっている。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
プリプレグの製造方法
【課題】プリプレグの製造時に繊維織物に皺を生じにくく、かつ樹脂の含浸濃度が均一であり、しかも繊維強化成形体の効率的な製造が可能なプリプレグの製造方法を提供する。
【解決手段】繊維織物11Aを長さ方向に連続的に供給して、繊維織物11Aに樹脂を含浸させ、樹脂含浸後の繊維織物11Bの下面にセル膜の除去された発泡体21Aを連続的に供給して含浸後の繊維織物11Bの下面に配置し、セル膜の除去された発泡体21Aと含浸後の繊維織物11Bとからなる積層体10Bを乾燥炉81で乾燥させ、次に乾燥後の積層体10Bをカット機91によって所定寸法に切断し、樹脂の含浸した繊維織物にセル膜の除去された発泡体が積層されたプリプレグを製造する。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下であり、対向する一対のゴム板によりプリプレグ1を挟んだ状態で、120℃、2.5MPaの条件下に加熱及び加圧したとき、平面視で繊維基材2の外縁からはみ出る樹脂層3、4の重量が、樹脂層3、4の全体に対して、5重量%以下である。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下である。
(もっと読む)
プリプレグおよび炭素繊維強化複合材料
【課題】優れた耐衝撃性と導電性とを兼ね備えた炭素繊維強化複合材料であるプリプレグを提供する。
【解決手段】炭素繊維と熱硬化性樹脂を含み、かつ下記(1)、(2)の少なくともいずれか一方を満たすプリプレグ。(1)熱可塑性樹脂の粒子または繊維、および導電性の粒子または繊維を含み、前者と後者の重量比が1〜1000である。(2)熱可塑性樹脂の核または芯が導電性物質で被覆された導電性の粒子または繊維を含む。
(もっと読む)
プリプレグおよび炭素繊維強化複合材料
【課題】優れた耐衝撃性と導電性とを兼ね備えた炭素繊維強化複合材料を提供可能なプリプレグの提供。
【解決手段】[A]炭素繊維と[B]熱硬化性樹脂を含み、かつ下記(1)、(2)の少なくともいずれか一方を満たすプリプレグ。(1)[C]熱可塑性樹脂の粒子または繊維、および[D]導電性の粒子または繊維を含み、[[C]の配合量(重量部)]/[[D]の配合量(重量部)]で表される重量比が1〜1000である。(2)[E]熱可塑性樹脂の核または芯が導電性物質で被覆された導電性の粒子または繊維を含む。
(もっと読む)
炭素繊維強化プラスチック成形体
【課題】振動減衰率の向上及び曲げ弾性率低下の抑制を図りつつ表面に歪みが発生することを防止可能なCFRP成形体を提供する。
【解決手段】CFRP成形体1は、CFRP層2とCFRP層3との間に制振層4を有しているので振動減衰率が向上される。CFRP成形体1においては、CFRP層2を相対的に厚くすると共にCFRP層3を相対的に薄くすることによって、制振層4をCFRP成形体1の中心よりも表面1a側に配置しているので、曲げ弾性率低下が抑制される。CFRP成形体1においては、CFRP層3に含まれる炭素繊維の配向方向に交差する方向に延びる空隙4aを制振層4に設けているので、CFRP層3を薄くしても、CFRP成形体1の成型時において、表面1aに歪みが発生することが防止される。
(もっと読む)
成形材料およびそれを用いた成形品の製造方法
【課題】成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、射出成形を行う際には強化繊維の成形品中への分散が良好であり、高い力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィドプレポリマー(B)0.1〜40重量%からなる複合体に、熱可塑性樹脂(C)10〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料、およびそれを用いた成形品の製造方法。
(もっと読む)
飛行物体または風車以外の物品用プリプレグシート
【課題】落雷をうけた場合でも、成形体を構成する樹脂などの膨潤を防止し構造材料などが破壊されるのを防ぐことのできる飛行物体または風車以外の物品用プリプレグシートを提供する。さらに、静電気を帯びにくい飛行物体または風車以外の物品用プリプレグシートを提供する。
【解決手段】補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した飛行物体または風車以外の物品用プリプレグシートである。樹脂組成物が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、該チタン酸アルミニウム系セラミックス焼結粉体が該樹脂中に分散している。
(もっと読む)
飛行物体または風車以外の物品のための成形体
【課題】落雷をうけた場合でも、成形体を構成する樹脂などの膨潤を防止し構造材料などが破壊されるのを防ぐことのできる飛行物体または風車以外の物品のための成形体を提供する。さらに、静電気を帯びにくい飛行物体または風車以外の物品のための成形体を提供する。
【解決手段】補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体または風車以外の物品のための成形体である。樹脂組成物が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、チタン酸アルミニウム系セラミックス焼結粉体が該成形体の少なくとも表面層の該樹脂中に分散している。
(もっと読む)
繊維強化樹脂シートの製造方法
【課題】透明な硬化性樹脂を硬化してなる非通気性のバリア層をキャリアフィルム上に安定して連続的に形成する方法を提供すること。
【解決手段】メッシュ体に透明硬化性樹脂を含浸・硬化してなるコンクリート構造物の補修又は補強用繊維強化樹脂シートの製造方法において、少なくとも下記の工程(1)〜(2)を含む製造方法。
工程(1):キャリアフィルム及びカバーフィルムが共に2軸延伸ポリエチレンテレフタレートフィルムであり、キャリアフィルムの厚みT1が25〜100μm、カバーフィルムの厚みT2が12〜50μmであり、かつ、厚みの比T1/T2が1.5〜5である、キャリアフィルム及びカバーフィルムをそれぞれ選択し、該キャリアフィルム上に、厚みが30〜100μmで非通気性のバリア層を形成するため、透明硬化性樹脂組成物(A)を塗布して液層(a)を形成し、該液層(a)を該カバーフィルムで積層して硬化炉に導き、透明硬化性樹脂組成物(A)を硬化する工程、及び
工程(2):前記キャリアフィルム上の硬化された透明硬化樹脂からなるバリア層の表面からカバーフィルムを剥離して、該剥離されたカバーフィルムを後の工程のカバーフィルムに使用すべく迂回させるカバーフィルムの剥離・迂回工程。
(もっと読む)
不連続繊維を有するプリプレグの製造方法
【課題】一定の品質の一方向不連続繊維プリプレグが得られ、また、切断線の形成パターンを容易に変更でき、プリプレグ設計の自由度も高い、不連続繊維を有するプリプレグの製造方法を提供する。
【解決手段】連続繊維を引き揃えてなる帯状物22と、半硬化の熱硬化性樹脂層を備えた樹脂担持シート24aとを貼り合せ、積層体を形成する。ついで、切断装置26により、積層体にレーザ光を照射し、積層体における帯状物22中の連続繊維をその長手方向の複数箇所において切断し、連続繊維と交差する方向の切断部を形成する。その後、熱硬化性樹脂層を帯状物22に含浸しプリプレグ化する。または、プリプレグ化してから、レーザ光を照射して切断部を形成する。
(もっと読む)
1 - 20 / 117
[ Back to top ]