
Fターム[4F072AH49]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 繊維への樹脂の含浸(←塗布) (2,341) | 外部力の利用(←遠心力、振動) (154) | 加圧力の利用(←ニップロール) (131)
Fターム[4F072AH49]に分類される特許
21 - 40 / 131
樹脂含浸シート及び導電層付き樹脂含浸シート
【課題】誘電正接が小さい樹脂含浸シートを提供する。
【解決手段】下記式(1)で表される繰返し単位と、下記式(2)で表される繰返し単位と、下記式(3)で表される繰返し単位とを有し、2,6−ナフチレン基を含む繰返し単位の含有量が、全繰返し単位の合計量に対して、40モル%以上である液晶ポリエステルを、繊維シートに含浸する。
(1)−O−Ar1−CO−
(2)−CO−Ar2−CO−
(3)−O−Ar3−O−
(Ar1は、2,6−ナフチレン基、1,4−フェニレン基又は4,4’−ビフェニリレン基を表す。Ar2及びAr3は、それぞれ独立に、2,6−ナフチレン基、1,4−フェニレン基、1,3−フェニレン基又は4,4’−ビフェニリレン基を表す。Ar1、Ar2又はAr3で表される前記基にある水素原子は、それぞれ独立に、ハロゲン原子、アルキル基又はアリール基で置換されていてもよい。)
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
繊維強化樹脂シートの製造方法
【課題】透明な硬化性樹脂を硬化してなる非通気性のバリア層をキャリアフィルム上に安定して連続的に形成する方法を提供すること。
【解決手段】メッシュ体に透明硬化性樹脂を含浸・硬化してなるコンクリート構造物の補修又は補強用繊維強化樹脂シートの製造方法において、少なくとも下記の工程(1)〜(2)を含む製造方法。
工程(1):キャリアフィルム及びカバーフィルムが共に2軸延伸ポリエチレンテレフタレートフィルムであり、キャリアフィルムの厚みT1が25〜100μm、カバーフィルムの厚みT2が12〜50μmであり、かつ、厚みの比T1/T2が1.5〜5である、キャリアフィルム及びカバーフィルムをそれぞれ選択し、該キャリアフィルム上に、厚みが30〜100μmで非通気性のバリア層を形成するため、透明硬化性樹脂組成物(A)を塗布して液層(a)を形成し、該液層(a)を該カバーフィルムで積層して硬化炉に導き、透明硬化性樹脂組成物(A)を硬化する工程、及び
工程(2):前記キャリアフィルム上の硬化された透明硬化樹脂からなるバリア層の表面からカバーフィルムを剥離して、該剥離されたカバーフィルムを後の工程のカバーフィルムに使用すべく迂回させるカバーフィルムの剥離・迂回工程。
(もっと読む)
炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、一体化成形品、繊維強化複合材料板、および電気・電子機器用筐体
【課題】優れた難燃性および力学特性を有し、かつ燃焼時にハロゲンガスを発することのない軽量な繊維強化複合材料を提供する。また、かかる繊維強化複合材料を得るのに好適なプリプレグ、およびエポキシ樹脂組成物を提供する。更に、上記繊維強化複合材料を用いた、電気・電子機器筐体に好適な一体化成形体を提供する。
【解決手段】下記成分[A]、[B]、[C]を含み、かつ成分[C]がリン原子濃度にして0.2〜15重量%含まれる、炭素繊維強化複合材料用エポキシ樹脂組成物。
[A]エポキシ樹脂
[B]アミン系硬化剤
[C]リン化合物
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
炭素繊維織物プリプレグおよび炭素繊維強化複合材料
【課題】高い面方向の導電性を有し、熱サイクルによる疲労耐性に優れ、なおかつ高い引張強度を発現する繊維強化複合材料、ならびにそれを得るために好適なプリプレグを提供すること。
【解決手段】少なくとも以下の[A]、[B]、[C]を含んで構成されており、[B]が[A]の片面または両面に配置されてなる、または[B2]が[A]の炭素繊維束の側面に配置された形態を有するプリプレグ。
[A]2軸以上の炭素繊維織物
[B][B1]金属線からなるメッシュまたは不織布、および[B2]金属線から選ばれる少なくとも1種[C]少なくとも以下の[C1]、[C2]、[C3]を含む熱硬化性樹脂組成物
[C1]熱硬化性樹脂
[C2]コアシェルゴム粒子
[C3]前記[C1]熱硬化性樹脂に可溶な熱可塑性樹脂
(もっと読む)
繊維補強樹脂組成物
【課題】剛性および耐衝撃性に優れた繊維補強樹脂組成物を提供すること。
【解決手段】ポリカーボネート繊維と樹脂からなる繊維補強樹脂組成物であって、該ポリカーボネート繊維の単糸繊度が1〜20dtexであり、強度3.0cN/dtex以上かつ伸度22.5%以上であり、繊維補強樹脂組成物中のポリカーボネート繊維含有率が10〜70重量%の範囲である繊維補強樹脂組成物。さらには、ポリカーボネート繊維があらかじめ表面処理されたものであることや、ポリカーボネート繊維が織編物を構成していることが好ましい。
(もっと読む)
エポキシ樹脂組成物、エポキシ樹脂硬化物、プリプレグ、および繊維強化複合材料
【課題】高い耐熱性を有しながら、靭性、弾性率に優れた硬化物を与え、かつ低粘度で強化繊維への含浸性に優れるエポキシ樹脂組成物を提供する。
【解決手段】下記3成分を含むエポキシ樹脂組成物。[A]式1または式2の構造式で表されるエポキシ樹脂
nは、0以上の整数、Rは、水素原子またはメチル基、Xは、環状構造を含み、かつエポキシ基を含まない炭素数5〜20の炭化水素基[B]アミン型エポキシ樹脂、[C]アミン系硬化剤
(もっと読む)
透明複合シート
【課題】透視像の歪みが少ない透明複合シートを提供する。
【解決手段】本発明に係る透明複合シートは、透明樹脂硬化物と、該透明樹脂硬化物中に埋め込まれたガラスクロスとを含有する。本発明に係る透明複合シートでは、JIS K7374に定義される像鮮明度が、光学くし目幅0.125mmにおいて50%以上である。
(もっと読む)
樹脂組成物、それを用いたプリプレグ、および繊維強化複合材料
【課題】光暴露されても黄変や白斑の発生が少ない樹脂組成物と、それを用いたプリプレグ、繊維強化複合材料を提供する。
【解決手段】水添ビスフェノールA型エポキシ樹脂(A)、構造式(I)
で表される骨格を有するエポキシ樹脂(B)、ジシアンジアミドおよび/またはハロゲン化ホウ素錯体からなる硬化剤(C)を含むエポキシ樹脂組成物、及び該樹脂組成物を用いた樹脂フィルム、プリプレグ、該プリプレグを用いた繊維強化複合材料。
(もっと読む)
複合材の製造方法および成形品
【課題】高温高湿度下での物性低下がなく、弾性率が高く、低そり性であり、熱硬化性樹脂に比べて、リサイクル特性、成形性、生産性に優れるメタキシリレン系ポリアミド樹脂系複合材を容易に製造する方法および成形品を提供する。
【解決手段】メタキシリレンジアミンを30モル%以上含むジアミン成分とジカルボン酸成分から得られるポリアミド樹脂(A)をポリオレフィン樹脂(B)と積層して、ポリアミド樹脂(A)/ポリオレフィン樹脂(B)積層フィルムを製造する工程、
上記積層フィルムからポリオレフィン樹脂(B)層を剥離し、ポリアミド樹脂(A)フィルムを製造する工程、
得られたポリアミド樹脂(A)フィルムを繊維材料(C)と積層した積層物を加熱加圧する工程、
を含むことを特徴とする複合材の製造方法による。
(もっと読む)
シート状プリプレグの製造方法および装置
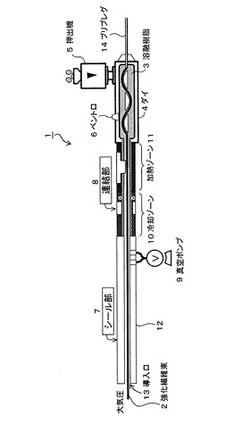
【課題】溶融粘度が高い熱可塑性樹脂を使用して、高品位のシート状プリプレグを高い生産性で製造できる、方法を提供する。
【解決手段】帯状強化繊維束2をダイ4内を通過させ、溶融した熱可塑性樹脂に含浸させてシート状のプリプレグを製造する。ダイ4の直上流に、温度制御可能な連結部8を介して、通路内を所定の真空度に減圧可能なシール部7を接続し、帯状強化繊維束2を、シール部7の所定の真空度に減圧された通路内を通過させた後、通路内温度を上流側ではより低く下流側ではより高くなる状態として、該連結部8を通過した帯状強化繊維束2をダイ4内に導入することを特徴とするシート状プリプレグの製造方法および装置1。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品

【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有し、加圧方向を軸とする周回方向に上型方向と下型方向とに交互に押し切り面を設けた賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
炭素繊維複合材料
【課題】熱可塑性樹脂をマトリクスとした炭素繊維複合材料成形を提供する。
【解決手段】繊維長5mm超100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上の繊維束と、単糸の状態または臨界単糸数未満で構成される繊維束が同時に存在する事を特徴とする複合材料からなるランダム層と、炭素繊維が一方向に引き揃えられた一方向材と熱可塑性樹脂とからなる一方向材層とを有する炭素繊維複合成形体。
臨界単糸数=600/D (1)
(ここでDは炭素繊維の平均繊維径(μm)である)
(もっと読む)
着色繊維強化複合材用基材及び着色繊維強化複合材
【課題】 発色性が高く、難着色性の強化繊維種を採用した場合にも対応可能で、小製造ロッドであっても採用可能な繊維強化複合材用基材を提供する。
【解決手段】 強化繊維cを一方向に引き揃えた強化繊維束にマトリックス樹脂を含浸させて形成した繊維強化基材2と、その繊維強化基材2の一面に接着している発色要素を備えたフィルム状の着色材3とからなる。フィルム状の着色材3を、繊維強化基材2の半(未)硬化面の接着性を利用して接着してある
(もっと読む)
炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび炭素繊維強化複合材料
【課題】優れた耐衝撃性と導電性とを兼ね備えた炭素繊維強化複合材料を提供可能なプリプレグを提供する。
【解決手段】[A]炭素繊維と[B]熱硬化性樹脂を含み、かつ下記(1)、(2)の少なくともいずれか一方を満たすプリプレグ。(1)[C]熱可塑性樹脂の粒子または繊維、および[D]導電性の粒子または繊維を含み、[[C]の配合量(重量部)]/[[D]の配合量(重量部)]で表される重量比が1〜1000である。(2)[E]熱可塑性樹脂の核または芯が導電性物質で被覆された導電性の粒子または繊維を含む。
(もっと読む)
プリプレグおよび炭素繊維強化複合材料
【課題】優れた耐衝撃性と導電性とを兼ね備えた炭素繊維強化複合材料を製造するプリプレグを提供する。
【解決手段】[A]炭素繊維と[B]熱硬化性樹脂を含み、かつ下記(1)、(2)の少なくともいずれか一方を満たすプリプレグ。(1)[C]熱可塑性樹脂の粒子または繊維、および[D]導電性の粒子または繊維を含み、[[C]の配合量(重量部)]/[[D]の配合量(重量部)]で表される重量比が1〜1000である。(2)[E]熱可塑性樹脂の核または芯が導電性物質で被覆された導電性の粒子または繊維を含む。
(もっと読む)
プリプレグおよびその製造方法、繊維強化樹脂成形体
【課題】繊維目付の大きな強化繊維基材と、速硬化性を有する樹脂を用いてなる一方向プリプレグにおいて、品質に優れ、スリット時の取扱い性も良く、成形サイクルに優れ、成形後の成形体内部のボイド発生率が少ない、幅方向の繊維目付バラツキが少ない一方向プリプレグを、比較的安価に提供すること。
【解決手段】フィラメント数が24,000〜60,000の強化繊維糸条と樹脂を有してなる一方向プリプレグであって、該プリプレグの単位面積当たりの繊維質量が400〜1,400g/m2、そのプリプレグの単位面積当たりの繊維質量の幅方向のバラツキが変動率で2.5%未満であり、110℃で1時間以内加熱し、硬化して得られる硬化物のガラス転移温度が100℃以上となる前記樹脂を、前記強化繊維糸条を有してなる強化繊維基材に含浸してなるものであって明細書に記載されるテープピール試験法にて測定された含浸性レベルが6.5以上の範囲にある一方向プリプレグ。
(もっと読む)
繊維構造体およびその製造方法、ならびにプリフォーム
【課題】取り扱い性、複雑な形状への形状追従性に優れ、かつ、繊維強化複合材料とした場合に優れた力学物性を発現する繊維構造体およびその製造方法、ならびに該繊維構造体を用いたプリフォームを提供すること。
【解決手段】実質的に連続した強化繊維と、不連続な強化繊維が、実質的に平行して混在する繊維束からなる繊維構造体であって、繊維束の長軸方向の長さ3mmの間に切断端を有する強化繊維の本数と切断端を有さない強化繊維の本数の比が3:7〜7:3であることを特徴とする繊維構造体。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
21 - 40 / 131
[ Back to top ]