
Fターム[4F072AJ23]の内容
強化プラスチック材料 (49,419) | 予備成形品製造の付属操作、装置 (2,156) | 雰囲気調整(温度、湿度、溶剤等の) (28)
Fターム[4F072AJ23]に分類される特許
21 - 28 / 28
改善された性能を有するプレ含浸コンポジット材料
成形することによって、未硬化プリプレグまたが硬化部分の物理的または化学的特性に実質的な悪影響をもたらすことなく、高レベルの強度および損傷許容性の両方を有するコンポジット部品を形成することができるプレ含浸コンポジット材料(プリプレグ)が提供されている。これは、マトリックス樹脂中に十分な量の、メタ置換された少なくとも1つのフェニル基を有する多官能性芳香族エポキシ樹脂を含めることによって実現される。 (もっと読む)
強化シリコーン樹脂フィルム及びその調製方法
(A)ジシリルオキサン単位を有するシリコーン樹脂及び(B)有機溶媒を含むシリコーン組成物中に繊維強化材を含浸させる工程、並びに含浸させた繊維強化材の前記シリコーン樹脂を硬化させる工程を含む、強化シリコーン樹脂フィルムの製造方法;並びに前記方法によって調製される強化シリコーン樹脂フィルム。 (もっと読む)
二元遅延作用触媒を使用するポリウレタンカーペット裏地システムの熱間加工
ポリウレタンカーペット裏地を調製するプロセスは、特定の金属アセチルアセトナートおよび硫黄含有有機スズ触媒の混合物を含有する充填ポリウレタン形成組成物を使用する。該触媒の混合物は、長いポットライフと迅速な熱誘発型硬化とが共に提供されることから、組成物が30℃超〜約500℃の温度で処理される場合に特に有益である。 (もっと読む)
樹脂の片付き評価方法及び複合材料の製造方法
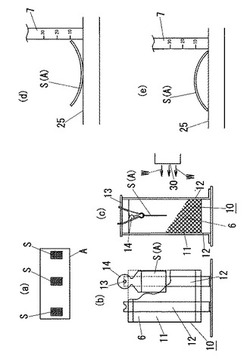
【課題】測定に時間がかからず、また、測定者による評価のバラツキを少なくすることができる樹脂の片付き評価方法を提供することを目的とする。
【解決手段】織布または不織布の基材に樹脂ワニスを含浸乾燥して得られたBステージ状態の複合材料Aを吊り下げた状態にして加熱によるエネルギーを加えた後、該複合材料Aの反りを測定する。加熱温度が、前記複合材料A中の樹脂のTg以上でTg+50℃以下である。加熱された熱風Wの噴出し口30と前記複合材料Aの間に330メッシュ以上の網目構造の遮蔽板6を配置する。複合材料Aの反りを評価する際に、その極小の断面を拡大したり極小の断面において樹脂量を測定したりする必要がないようにすることができる。
(もっと読む)
熱可塑性樹脂組成物
【課題】 機械的性質が良い成形体が得られる熱可塑性樹脂組成物の提供、
【解決手段】 (A)熱可塑性樹脂100質量部に対して、(B)セルロース繊維3〜300質量部と、(C)ポリエステル繊維、ナイロン繊維、アクリル繊維から選ばれる1種以上の有機繊維1〜300質量部を含有する、熱可塑性樹脂組成物。セルロース繊維(B)と、ポリエステル繊維、ナイロン繊維、アクリル繊維から選ばれる1種以上の有機繊維(C)との配合比(B/C,質量比)が、1/10〜30/1である。
(もっと読む)
樹脂によりプレプレグする方法およびその方法により製造される新規なプレプレグ
実質上気孔を有しないプレプレグを形成する方法が開示される。本発明の方法によれば、強化材料は含浸用樹脂の温度より上の温度まで加熱される。形成されるプレプレグは実質上気孔を有しないし、そして有用な製品に成形されるとき長時間の圧密を必要としない。 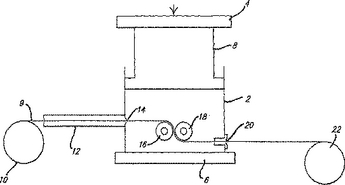 (もっと読む)
(もっと読む)
ガラス基材プリプレグの製造方法及びガラス基材プリプレグ
【課題】 プリプレグの性能および積層板の外観に影響を与えず,シワのないガラス基材プリプレグの製造方法及びガラス基材プリプレグを提供すること。
【解決の手段】 積層成形後に厚みが0.05mm以下となるガラスクロスまたはガラスペーパーに樹脂を含浸し,その後,樹脂がBステージ(半硬化)に至るまで加熱乾燥するガラス基材プリプレグの製造方法において,加熱乾燥後にプリプレグ樹脂の粘度が最も低くなる温度より,20〜40℃低い温度となる様に設定したヒートロールまたは加熱ゾーンを配置し,接触または通過させ,ロール通過時に発生するプリプレグのシワを防止することを特徴とするガラス基材プリプレグの製造方法及びガラス基材プリプレグ。
(もっと読む)
熱可塑性樹脂強化用炭素繊維
【課題】 熱可塑性樹脂との接着性に優れ、開繊性、擦過性に優れた熱可塑性樹脂強化用炭素繊維を提供する。
【解決手段】 鉱物油を50質量%以上含有するサイジング剤が炭素繊維に付与されてなる熱可塑性樹脂強化用炭素繊維。前記鉱物油の30℃における動粘度は、15〜125mm2/sが好ましい。前記サイジング剤の好ましい付着量は、炭素繊維に対し、0.1〜5.0質量%である。前記炭素繊維は熱可塑性樹脂、中でもポリプロピレンとの親和性に優れ、前記炭素繊維を熱可塑性樹脂に5〜70質量%配合してなる炭素繊維強化熱可塑性樹脂は、曲げ強度等の機械的特性に優れる。
(もっと読む)
21 - 28 / 28
[ Back to top ]