
Fターム[4F074CA38]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 製造方法 (4,918) | ビーズ発泡 (1,495) | 予備発泡 (356)
Fターム[4F074CA38]の下位に属するFターム
分散媒へ含浸後放出するもの (37)
Fターム[4F074CA38]に分類される特許
81 - 100 / 319
防蟻性を有する発泡樹脂成形体及びその製造方法
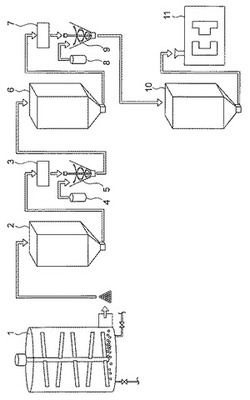
【課題】水をベースとする安定性の高い防蟻製剤を混入させた防蟻性の樹脂発泡体及びその製造方法を提供する。
【解決手段】予備発泡装置1で発泡スチロール樹脂を予備発泡させ、サイロ2、計量器3を経て被覆装置5に導入された予備発泡粒子に、撹拌しながら製剤攪拌機4から防蟻薬剤を含有する防蟻製剤を噴霧して、その粒子表面に防蟻製剤を均一に付着させた後、サイロ6にて熟成・乾燥させ、必要に応じ同様の操作を繰り返した後、防蟻薬剤で被覆された予備発泡粒子を成型機11で発泡成型して防蟻性を有する発泡樹脂成形体とする。
(もっと読む)
発泡性樹脂粒子及びその製造方法、予備発泡粒子ならびに発泡成形体
【課題】良好な帯電防止性を有しながら、予備発泡時の泡立ちを抑制することにより所定倍への予備発泡調整を容易にして粒度バラツキが少ない予備発泡粒子及び発泡成形体を提供することを課題とする。
【解決手段】熱可塑性樹脂粒子に、実質的に水性媒体不存在下、かつ界面活性剤及びポリエーテル変性シリコーンの存在下、揮発性発泡剤を含浸させて発泡性樹脂粒子を得る方法であり、前記ポリエーテル変性シリコーンが、前記発泡性樹脂粒子を予備発泡して予備発泡粒子を得るときに前記発泡性樹脂粒子の表面に泡立ちが発生することを抑制し得る量のポリエーテル変性シリコーンであり、かつ前記界面活性剤が、前記予備発泡粒子を型内成形して得られる発泡成形体に帯電防止性を付与し得る量の界面活性剤であることを特徴とする発泡性樹脂粒子の製造方法により課題を解決する。
(もっと読む)
スチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法
【課題】炭酸ガスを発泡剤として用いてスチレン改質ポリオレフィン系樹脂を製造する際に、従来よりも高い発泡倍率の発泡粒子を製造する方法を提供する。
【解決手段】スチレン改質ポリエチレン系樹脂粒子および特定量の第4級アンモニウム塩を耐圧容器中に水系分散媒に分散させて加熱し、前記耐圧容器に発泡剤として炭酸ガスを導入して耐圧容器内を加圧した後、耐圧容器の一端を開放してスチレン改質ポリエチレン系樹脂粒子と水系分散媒を含んでなる混合物を耐圧容器内よりも低圧雰囲気下に放出することにより、上記特性を有する発泡樹脂粒子を得ることができる。
(もっと読む)
建材及びその製造方法

【課題】発泡性、熱融着性及び耐熱性に優れた建材を提供することを課題とする。
【解決手段】断熱材としての建材が、炭素数10〜20の多環式テルペノールとメタクリル酸とのエステルに由来する成分及びスチレン系単量体に由来する成分を含む樹脂と、揮発性発泡剤とを含み、(1)前記樹脂が、前記エステルに由来する成分を、前記エステルに由来する成分とスチレン系単量体に由来する成分との合計100重量部に対して、1重量部より多く30重量部未満含み、(2)0.35〜6.00の範囲の吸光度比X(D1730/D1600)の表層を有し(D1730及びD1600は、赤外分光分析による赤外吸収スペクトル中、1730cm-1での吸光度及び1600cm-1での吸光度を意味する)、(3)前記吸光度比Xより小さい吸光度比Y(D1730/D1600)の中心部を有する発泡性ポリスチレン系樹脂粒子の発泡成形体からなることを特徴とする建材により上記課題を解決する。
(もっと読む)
ポリエチレン系樹脂発泡粒子、およびポリエチレン系樹脂型内発泡成形体
【課題】型内発泡成形体端部(エッジ部)の融着レベルが良好であると共に、外観も優れ、型内発泡成形体表面のしわやボイドもなく、表面性に優れた(表面が美麗な)、高発泡倍率のポリエチレン系樹脂型内発泡成形体を製造するためのポリエチレン系樹脂発泡粒子を提供する。
【解決手段】発泡倍率10倍以上50倍以下であるポリエチレン系樹脂発泡粒子であって、10℃/分の昇温速度にて40℃から190℃まで昇温する示差走査熱量測定(DSC)により得られるDSC曲線において、低温側融解熱量領域と高温側融解熱量領域の2つの領域を有し、かつ、該低温側融解熱量領域のDSC曲線の微分曲線中に極小値を有することを特徴とするポリエチレン系樹脂発泡粒子。
(もっと読む)
予備発泡粒子の製造方法、予備発泡粒子および発泡成形体
【課題】予備発泡時の泡立ちを低減させた予備発泡粒子の製造方法ならびに良好な帯電防止性を有する予備発泡粒子および発泡成形体を提供することを課題とする。
【解決手段】ビカット軟化点が85〜100℃である熱可塑性樹脂粒子に揮発性発泡剤および第1の帯電防止剤を含浸させて発泡性熱可塑性樹脂粒子を得、得られた発泡性熱可塑性樹脂粒子に、消泡剤の存在下に、第2の帯電防止剤を含浸させた後、次いで予備発泡させて予備発泡粒子を得る工程を含み、前記予備発泡が、予備発泡槽内を加熱する加熱工程と、予備発泡槽内を冷却する冷却工程とをこの順で繰り返すことで実施されることを特徴とする予備発泡粒子の製造方法により課題を解決する。
(もっと読む)
ポリ乳酸系樹脂発泡粒子中の臭気の低減方法、ポリ乳酸系樹脂発泡粒子及び発泡成形体
【課題】ポリ乳酸系樹脂発泡粒子中の臭気の低減方法を提供することを課題とする。
【解決手段】ポリ乳酸系樹脂発泡粒子を容器内で、(T−40)〜(T+15)℃(Tはポリ乳酸系樹脂のガラス転移温度)の気体により、流動させることにより、ポリ乳酸系樹脂発泡粒子に由来する臭気を低減させ、臭気が低減されたポリ乳酸系樹脂発泡粒子から得られる発泡成形体の臭気強度の平均値が、100000倍に希釈したイソ吉草酸の臭いを臭気強度0〜5段階の3の基準臭とする臭気試験において3以下となることを特徴とするポリ乳酸系樹脂発泡粒子中の臭気の低減方法により上記課題を解決する。
(もっと読む)
ポリ乳酸系樹脂発泡粒子、その製造方法および発泡成形体
【課題】高い空隙率と生分解性を有する発泡成形体を与え、さらに成形性に優れた樹脂発泡粒子、前記樹脂発泡粒子から得られる発泡成形体およびその製造方法を提供することを課題とする。
【解決手段】25〜50%の連続気泡率を有し、球状ないし略球状であることを特徴とするポリ乳酸系樹脂発泡粒子により課題を解決する。
(もっと読む)
配管保温材及びその製造方法
【課題】石油由来原料以外の原料により、従来品と同程度以上の機能を有する配管保温材を提供する。
【解決手段】ポリ乳酸系樹脂発泡体を型内発泡成形したポリ乳酸系樹脂発泡成形体からなる配管保温材であって、該ポリ乳酸系樹脂発泡体がポリ乳酸系樹脂を少なくとも含み、前記ポリ乳酸系樹脂が示差走査熱量計で測定した際に結晶化由来の発熱ピークを有し、前記発熱ピークは、それを温度の低い方から第1、第2、第3及び第4の区分に四等分した場合、(1)第1、第2、第3及び第4の区分の発熱量の合計が10J/g以上であり、(2)第1、第2、第3及び第4の区分の発熱量の合計に対して、第1、第3及び第4の区分の発熱量の合計が45%以上である形状を有するポリ乳酸系樹脂発泡体からなることを特徴とする配管保温材により上記課題を解決する。
(もっと読む)
バンパー用芯材およびそれを用いたバンパー
【課題】低密度であるにも関わらず優れたエネルギー吸収特性を有するバンパー用芯材を提供することを課題とする。
【解決手段】ポリオレフィン系樹脂100重量部とポリスチレン系樹脂100〜400重量部とを含む発泡成形体であり、−30〜80℃の温度範囲でのJIS A 9511に準拠した5%圧縮強度の最小値S1と最大値S2との比S2/S1が3以下であり、25〜50kg/m3の密度を有することを特徴とするバンパー用芯材により課題を解決する。
(もっと読む)
複合構造部材、その製造方法、自動車用部材及び自動車ドアパネル
【課題】外壁と発泡層とが十分に密着し、耐熱性及び剛性に優れた複合構造部材を得ることを課題とする。
【解決手段】外壁から構成される空間内に、ポリ乳酸系樹脂の1次発泡粒子を充填し、前記1次発泡粒子を加熱して2次発泡させることにより、前記1次発泡粒子に由来する発泡層と前記発泡層が密着した外壁とから構成される複合構造部材を得る工程を含み、前記外壁が、接着剤を要せず発泡層と密着可能な材料から構成された内面、かつ前記2次発泡により生じる気体を通過可能な孔を有し、前記1次発泡粒子が15〜35%の結晶化度を有し、前記発泡層が、前記加熱により、40〜50%の増加した結晶化度を有することを特徴とする複合構造部材の製造方法により上記課題を解決する。
(もっと読む)
発泡成形体、車両用内装材、車両用タイヤスペーサおよび車両用ラゲージボックス
【課題】成形性、断熱性、耐薬品性、耐衝撃性等に優れ、高温における荷重下での寸法安定性に優れた、発泡成形体、車両用内装材、車両用タイヤスペーサおよび車両用ラゲージボックスを提供することを課題とする。
【解決手段】ポリプロピレン系樹脂100重量部とポリスチレン系樹脂100〜400重量部とを含む発泡性改質ポリスチレン系樹脂粒子を予備発泡させ、次いで型内成形することにより得られ、JIS K 7135に準拠した80℃における寸法の変形係数が−7〜0%/時であることを特徴とする発泡成形体により課題を解決する。
(もっと読む)
発泡性熱可塑性樹脂粒子の予備発泡方法、予備発泡粒子および発泡成形体
【課題】予備発泡粒子同士の合着を引き起こさず、予備発泡時間を大幅に短縮することができる発泡性熱可塑性樹脂粒子の予備発泡方法を提供することを課題とする。
【解決手段】融点が117〜145℃であるポリオレフィン系樹脂100重量部に対してポリスチレン系樹脂100〜400重量部を含有する発泡性熱可塑性樹脂粒子を、密閉した予備発泡槽内で、0.02〜0.15MPaの予備発泡槽内のゲージ圧力下で予備発泡させて予備発泡粒子を得ることを特徴とする発泡性熱可塑性樹脂粒子の予備発泡方法により課題を解決する。
(もっと読む)
気泡含有発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子、ポリスチレン系樹脂発泡成形体
【課題】高い発泡倍数であっても高強度を有するポリスチレン系樹脂発泡成形体を製造し得る発泡性ポリスチレン系樹脂粒子とその製造方法の提供。
【解決手段】ポリスチレン系樹脂粒子中に発泡剤と気泡とを含む気泡含有発泡性ポリスチレン系樹脂粒子であって、気泡含有発泡性ポリスチレン系樹脂粒子の中心を通る断面の粒子表面から200μmを除く断面に存在する気泡数をn個/mm2、嵩密度をρg/cm3とするとき、式(1)
N=n÷(1/ρ) ・・・(1)
で算出されるN値が400以上であることを特徴とする気泡含有発泡性ポリスチレン系樹脂粒子。
(もっと読む)
発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体
【課題】強度に優れたポリスチレン系樹脂発泡成形体が得られ、且つ発泡性樹脂粒子からの発泡剤の逸散が穏やかで貯蔵可能期間(ビーズライフ)の長い発泡性ポリスチレン系樹脂粒子の提供。
【解決手段】ポリスチレン系樹脂と発泡剤とを樹脂供給装置内で溶融混練し、溶融した発泡剤含有ポリスチレン系樹脂をダイの小孔を通して押出し、冷却及び切断して得られた発泡性ポリスチレン系樹脂粒子において、JIS K7105:1981年に準拠して測定した白度が75以下であることを特徴とする発泡性ポリスチレン系樹脂粒子。
(もっと読む)
熱可塑性樹脂予備発泡粒子の製造方法、熱可塑性樹脂予備発泡粒子の製造装置
【課題】従来方式と比べ、予備発泡粒子の冷却乾燥を短時間で行うことができ、生産効率を高め、消費電力の削減が可能な熱可塑性樹脂予備発泡粒子の製造方法及び装置の提供。
【解決手段】発泡槽内に発泡性熱可塑性樹脂粒子を入れ、発泡槽内に加熱媒体を導入して発泡性熱可塑性樹脂粒子を加熱発泡させ、所望の嵩発泡倍数の熱可塑性樹脂予備発泡粒子を生成させ、次いで前記発泡槽内に空気を供給して熱可塑性樹脂予備発泡粒子を冷却乾燥し、次いで熱可塑性樹脂予備発泡粒子を取り出す製造方法において、熱可塑性樹脂予備発泡粒子を冷却乾燥する際に、風圧3.0〜12.0kPaの空気を風量17.0〜40.0m3/L/分(ただし、Lは熱可塑性樹脂予備発泡粒子の嵩体積1m3を表す)の範囲で前記発泡槽内に供給して冷却乾燥を行うことを特徴とする熱可塑性樹脂予備発泡粒子の製造方法。
(もっと読む)
発泡性熱可塑性樹脂粒子の予備発泡方法および予備発泡粒子
【課題】予備発泡粒子の過発泡を引き起こすことなく、予備発泡時間を大幅に短縮することができる発泡性熱可塑性樹脂粒子の予備発泡方法および該予備発泡方法により得られる予備発泡粒子を提供すること。
【解決手段】予備発泡工程、回収工程を少なくとも含み、発泡性熱可塑性樹脂粒子が100〜135℃の軟化温度を有する熱可塑性樹脂で構成され、予備発泡工程および回収工程がこの順で繰り返し実施され、予備発泡工程と回収工程との間に予備発泡槽冷却工程を設けず、回収工程の間に予備発泡槽内に乾燥空気を導入し、ジャケットが90〜T℃の温度に保たれることを特徴とする発泡性熱可塑性樹脂粒子の予備発泡方法。
(もっと読む)
難燃剤含有複合樹脂粒子、予備発泡粒子、発泡成形体及びそれらの製造方法
【課題】所望の難燃性を維持しつつ、難燃剤の使用量を減らした発泡成形体を与える難燃剤含有複合樹脂粒子を提供することを課題とする。
【解決手段】ポリプロピレン系樹脂100質量部と、ポリスチレン系樹脂100〜400質量部とから少なくとも構成された複合樹脂粒子中に、前記複合樹脂粒子100質量部に対して1.5質量部未満0.3質量部以上の難燃剤が含有されてなることを特徴とする難燃剤含有複合樹脂粒子により上記課題を解決する。
(もっと読む)
熱可塑性樹脂予備発泡粒子とその製造方法、熱可塑性樹脂発泡成形体
【課題】溶融押出法によって発泡成形体の製造に用いる予備発泡粒子を直接製造でき、しかも成形型のキャビティ内への充填性に優れ、強度に優れた発泡成形体を得ることが可能な熱可塑性樹脂予備発泡粒子の製造方法の提供。
【解決手段】熱可塑性樹脂と発泡剤とを樹脂供給装置内で溶融混練し、溶融した発泡剤含有熱可塑性樹脂をダイの小孔を通して冷却媒体中に押出して直後に切断し、該冷却媒体中で発泡させて嵩発泡倍数1.6倍以上の熱可塑性樹脂予備発泡粒子とし、次いで前記冷却媒体中から前記発泡粒子を分離して熱可塑性樹脂予備発泡粒子を得ることを特徴とする熱可塑性樹脂予備発泡粒子の製造方法。
(もっと読む)
容器用周側枠材とその製造方法及び容器
【課題】柔軟性に優れ、曲げても小皺や折れが生じ難いポリスチレン系樹脂発泡シート製の周側枠材の提供。
【解決手段】容器の底板形状に沿わせて折曲形成できる長矩形をなすポリスチレン系樹脂発泡シート製の容器用周側枠材であって、短手方向の平均気泡径(L1)と長手方向の平均気泡径(L2)との比(L1/L2)が1.10〜1.55の範囲となる気泡構造を有することを特徴とする容器用周側枠材。
(もっと読む)
81 - 100 / 319
[ Back to top ]