
Fターム[4F201AP11]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 検出量又は監視量 (287) | 寸法(←長さ、大きさ、厚み等) (11)
Fターム[4F201AP11]に分類される特許
1 - 11 / 11
耳部処理装置及び溶液製膜方法
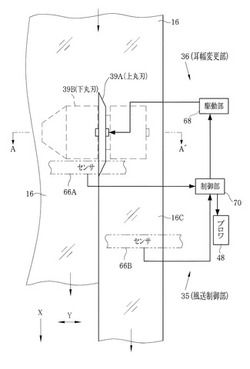
【課題】ウェブの側端部を所定幅の帯状に切り離した後にさらに細片化し、風送によって効率的に回収できるようした耳部処理装置について、耳部の切り取り幅を変更した場合でも、帯状の耳部を破断させることなく、またダクト内に詰まらせることなく、連続的に細片化し回収路に送ることができるようにした耳部処理装置を提供する。
【解決手段】連続搬送されたウェブから切り離され連続的に送られる耳部の幅を測定し、耳部の幅に合わせてダクト内の気流速度を調整する。耳部の幅が広くなる場合にはダクト内の気流速度を遅くし、耳部の幅が狭くなる場合にはダクト内の気流速度を速くするように調整する。
(もっと読む)
シート原料の切幅表示装置

【課題】簡単な装置でしかも故障の問題を生じることがなくシート原料の切幅を適正な精度で表示する。
【解決手段】可動側カッタブレード10の移動方向と移動速度の信号37aが入力される演算装置17と、演算装置17に接続されてクロックパルスを発生するクロックパルス発生部18と、演算装置17に接続された表示器19とを有し、演算装置17は、クロックパルスのカウント毎に可動側カッタブレード10の移動方向と移動速度に応じて規定値に基づいた切幅認識値の直前値を加減することで求めた新たな切幅認識値を表示器19に表示するようにした。
(もっと読む)
樹脂シートの熱処理装置
【課題】樹脂シートの熱処理による寸法変化の評価を行う樹脂シートの製造装置を提供する。
【解決手段】ロール状の樹脂シートを引き出し、熱処理後、再びロール状に巻き取る熱処理装置であって、熱処理後の樹脂シート10から帯状の検査シートを連続的に分離する切断分離部51と、切断分離後の検査シートに所定長さの表示機能を有するマークを付与するマーキング部52と、マーク付与後の検査シートを加熱する検査用加熱部53と、加熱後の検査シートを冷却する検査用冷却部54と、冷却後の検査シートのマークを検出するマーク検出部55と、マーク検出結果と前記所定長さとの関係から検査シートの収縮率を求める演算部58と、検査用冷却部から巻取用のロールまで検査シートを案内する検査シート巻取案内部56と、検査シートの収縮率に基づいて、熱処理部の熱処理条件を制御する制御部59と、を備えたことを特徴とする樹脂シートの熱処理装置である。
(もっと読む)
樹脂シートの熱処理装置
【課題】樹脂シートの熱処理による寸法変化の評価を行う樹脂シートの製造装置を提供する。
【解決手段】ロール状の樹脂シート10を引き出し、熱処理して、再びロール状に巻き取る、という樹脂シートの熱処理装置であって、熱処理後の樹脂シートから帯状の検査シートを連続的に分離する切断分離部51と、切断分離後の検査シートに所定長さの表示機能を有するマークを付与するマーキング部52と、マーク付与後の検査シートを加熱する検査用加熱部53と、加熱後の検査シートを冷却する検査用冷却部54と、冷却後の検査シートのマークを検出するマーク検出部55と、マーク検出結果と前記所定長さとの関係から検査シートの収縮率を求める演算部58と、検査用冷却部54から巻取用のロール57まで検査シートを案内する検査シート巻取案内部56と、を備えたことを特徴とする樹脂シートの熱処理装置である。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
成形体の製造方法
【課題】端面が凸状に湾曲した触媒等の成形体を高い生産性で製造する方法を提供する。
【解決手段】押出し機11のダイ12に設けた押出し口から成形体を連続的に押出しながら、押出した成形体の全周から軸心に向かってスリット33から断続的に気体と液体の混合物からなる流体パルスを噴出させて、成形体16を所定寸法ごとに切断する成形体16を製造する方法であって、前記流体パルスの吐出圧が0.1MPa以下であり、かつ流体パルスを噴出させるスリット33の幅が1.5mmより大きくして、凸状に湾曲した端面を有する成形体16を製造する。
(もっと読む)
プリフォームの圧縮成形金型、合成樹脂製ブロー成形容器の製造方法及びプリフォーム
【課題】ブロー成形時においてプリフォームの温度調整を軽減又は省略すること。
【解決手段】合成樹脂製ブロー成形容器を形成するための口部、胴部及び底部を有するプリフォームを圧縮成形するための空間を形成し、雌型と雄型とを備えたプリフォーム圧縮成形金型であって、プリフォームの口部上端部の肉厚を形成する空間幅、若しくは口部のカブラ下からネックリング上の肉厚を形成する空間幅に対し、プリフォームの胴部〜底部の少なくとも胴部の肉厚を形成する空間幅が1.18〜2.11倍とした。
(もっと読む)
発泡ウレタン成形品のトリミング装置及びトリミング方法
【課題】超音波カッターを用いて精度高くバリを切除できるトリミング装置を提供する。
【解決手段】少なくとも芯材と表皮材を含むバリを切除するトリミングにおいて、多間接ロボット1のハンドに超音波カッター2を保持し、被切断部の全長を切断する1サイクルの間に少なくとも一度は超音波カッターのカッター刃の変形量を測定し、変形量の程度が許容値を超えた場合にカッター刃を良品に交換する。 カッター刃が限度以上に曲がり変形する前に使用を中止することができるので、トリミング精度が低下するのを未然に防止することができる。
(もっと読む)
プリフォーム用圧縮成形方法およびプリフォーム用圧縮成形装置
【課題】溶融樹脂塊の量の長い周期でのばらつきを低減し、これによりプリフォームの外形寸法のばらつきを小さくすることができるプリフォーム用圧縮成形方法を提供する。
【解決手段】プリフォーム用圧縮成形方法は、押出機11により溶融樹脂材料を押出す工程と、押出機11により押出された溶融樹脂材料を切断機構30が切断して溶融樹脂塊12とする工程と、溶融樹脂塊12をプリフォーム成形機15の圧縮成形用金型14内に投入する工程とを備えている。次に、圧縮成形用金型14内に投入された溶融樹脂塊12は圧縮成形されてプリフォーム17として成形される。次に、測定装置19は、プリフォーム17の物理的特徴を測定し、この測定結果に基づいて押出機11からの溶融樹脂材料の押出量を調整する。
(もっと読む)
混練装置のロール隙間異常検知方法及びそれを含む樹脂混練物の製造方法
【課題】隙間検知手段の検知に基づいてロール隙間を設定したときの異常検知方法を提供する。
【解決手段】並設された一対のロール10,20を備えた混練装置Aのロール隙間異常検知方法は、一対のロール10,20のロール間隔を、隙間検知手段32,42の検知に基づいて所定間隔に設定するステップと、一対のロール10,20の少なくとも一方を所定回転数で空回転させて、その回転トルクを検知するステップと、を備える。
(もっと読む)
加硫合成樹脂ペレット製造法
【課題】本発明は加硫ゴムによる自動車等の廃タイヤを凍結微粉砕し、篩下を捕集し、別に熱可塑性合成樹脂成形品を破砕して上記タイヤの微粉と均等混合し、これを上記合成樹脂の塑性体に加熱することによって加熱量を軽減し、この混合物を紐状に加圧押出冷却してペレット9状にカットし、これを各加硫ゴム成形工場に分配して硬く靭性に富む成形物を簡便に製造することを目的とする。
【解決手段】タイヤ等の加硫合成ゴム材による30〜100メッシュ篩下微粒子の30下〜10重量%と、熱可塑性合成樹脂成形材を破砕してなる3〜5mm篩下凹凸形状粗粒子の70上〜90重量%とを撹拌混合して100重量%となし、同混合物を加熱して上記粗粒子のみに塑性を付与し、その状態において該混合物を加圧して線状に押出し、これを冷却して粒状に成形することを特徴とするペレット製造法。
(もっと読む)
1 - 11 / 11
[ Back to top ]