
Fターム[4F201BL13]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 造粒 (1,958) | 造粒手段 (736) | 予備成形品の細断 (591) | ストランドカット (484) | 押出後にカット (139) | ストランドの処理 (50)
Fターム[4F201BL13]に分類される特許
41 - 50 / 50
ペレットの製造法
【課題】 ポリ乳酸系樹脂の結晶性に優れた樹脂組成物から、耐ブロッキング性に優れたペレットを製造する方法の提供。
【解決手段】 ポリ乳酸系樹脂、可塑剤及び結晶核剤を含有する樹脂組成物からペレットを製造する方法であって、樹脂組成物を混練機で溶融混練し、混練機のダイスからストランドを押出する工程(1)、混練機のダイスから押出されたストランドを40℃以下の液体媒体で0.5〜5秒間冷却する工程(2)、工程(2)で冷却したストランドを40℃以下の雰囲気中で少なくとも10秒間保持する工程(3a)及び/又は70〜90℃の雰囲気中又は液体媒体中に少なくとも3秒間保持する工程(3b)を有するペレットの製造法。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 樹脂含浸性が高く生産性に優れた長繊維強化熱可塑性樹脂成形材料の製造方法を提供すること。
【解決手段】 連続した強化繊維束を含浸ダイに導入し、溶融した熱可塑性樹脂中に浸漬させて、ノズルから引き抜く繊維強化熱可塑性樹脂成形材料の製造方法であって、強化繊維束を、該強化繊維束の引き抜き方向と順方向に熱風が流れている予熱室を通過させて予熱処理したのち、含浸ダイへ導入させる。熱風は、温度が(熱可塑性樹脂の溶融温度−100)〜(熱可塑性樹脂の溶融温度+10)℃であり、風速は10〜120m/minであり、風量は1〜8m3/minであることが好ましい。
(もっと読む)
熱可塑性樹脂発泡粒子の製造方法、熱可塑性樹脂粒子及び熱可塑性樹脂発泡粒子、並びに熱可塑性樹脂発泡粒子成形体

【課題】 本発明は、引張弾性率が1600MPa以上の比較的硬い熱可塑性樹脂であっても、割れや欠けを発生させることなく安定して微小な熱可塑性樹脂粒子を生産することができるストランドカット法を提供すること、及び該方法により製造された樹脂粒子であって、粒径が揃った微小な熱可塑性樹脂粒子を提供することを課題とする。
【解決手段】 本発明の熱可塑性樹脂粒子の製造方法は、押出機の出口に取り付けたダイから、溶融状態の熱可塑性樹脂を複数本のストランドとして気相中に押出し、該ストランドを水の中へ浸漬し、該水の中を通過させることにより冷却固化させてから、該ストランドを切断して樹脂粒子を得る製造方法であり、上記熱可塑性樹脂の引張弾性率Y(MPa)が1600以上であると共に、得られる樹脂粒子の直径X(mm)と該引張弾性率Yにより定まるZ(MPa・mm)=X・Yが特定の関係を満足することを特徴とする。
(もっと読む)
長繊維強化熱可塑性コンセントレート及びその製造方法
長繊維強化熱可塑性コンセントレートの製造方法を開示し、そこでは連続繊維ストランドが溶融混練熱可塑性水性分散液で被覆され、乾燥され、切断される。 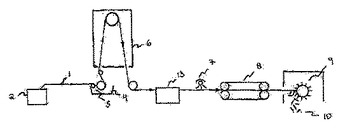 (もっと読む)
(もっと読む)
液晶ポリマーペレットまたは液晶ポリマー組成物ペレットの製造方法
【課題】 塩化物イオン、硝酸イオン、および硫酸イオンなどのアニオン性不純物の付着量が少ない高純度の液晶ポリマーペレットまたは液晶ポリマー組成物ペレットの製造方法を提供する。
【解決手段】 重合反応槽内の溶融状態の液晶ポリマーを、重合反応槽底部のバルブからダイスを通して重合槽の下部に設置した水冷式コンベア上にストランド状に抜き出し、これをカットしペレットを製造する方法、あるいは混練機からストランド状に吐出される、液晶ポリマー、充填材および/または強化材を含有する液晶ポリマー組成物を、冷却水により固化させ、これをカットしペレットを製造する方法において、ストランドの冷却水として、電気伝導度が10μS/cm以下の純水を用いることを特徴とする液晶ポリマーペレットまたは液晶ポリマー組成物ペレットの製造方法。
(もっと読む)
エチレン−ビニルアルコール共重合体ペレットの製造方法
【解決手段】本発明は、エチレン−ビニル アルコール共重合体ペレットの製造方法を提
供する。その方法として、エチレン−ビニル アルコール共重合体溶液を押出成形機のダ
イに通し、カッターナイフを用いてエチレン−ビニル アルコール共重合体溶液をペレッ
ト状に切断すると共に、流動する凝縮用流体により直接ペレット状のエチレン−ビニル
アルコール共重合体を冷却して析出させて取り出し、次に、固液分離装置を用いてエチレン−ビニル アルコール共重合体ペレットを単離する工程を含むものである。
【効果】本発明の方法により、連続して安定な造粒が可能となり、形状とサイズが均一したエチレン−ビニル アルコール共重合体ペレットが得られる。 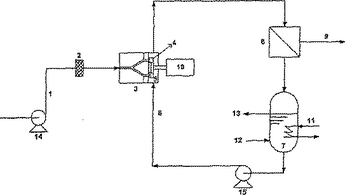 (もっと読む)
(もっと読む)
変性ポリオレフィン樹脂の製造方法及び変性ポリオレフィン樹脂
【課題】 生産安定性が高く、フィッシュアイが低減された変性ポリオレフィン樹脂の製造方法及び、その方法によって製造される変性ポリオレフィン樹脂を提供する。
【解決手段】 ポリオレフィン樹脂(A)100重量部に対して、
少なくとも一種の不飽和基(i)と少なくとも一種の極性基(ii)とを有する少なくとも一種の化合物(B)0.01〜20重量部と、
有機過酸化物(C)0.001〜20重量部とを、
ろ過精度が150μm以下のフィルターを装着した一軸押出機または二軸押出機によって溶融混練する変性ポリオレフィン樹脂の製造方法及び、その方法によって製造される変性ポリオレフィン樹脂。
(もっと読む)
熱可塑性樹脂ペレットの製造装置およびその製造方法

【課題】高収率かつ高品質の熱可塑性樹脂ペレットを製造する装置および製造方法を提供する。
【解決手段】熱可塑性樹脂を溶融した後、供給機から吐出させることにより得られたストランド群8を搬送する樹脂製コンベアベルト2と、該コンベアベルト2の供給機側に設けられたストランド群8に向けて冷却水を噴霧する冷却装置3と、該冷却装置3より切断機6側に設けられた、エアー吹きつけ装置4および/または水滴吸引装置5を有する水分除去装置と、樹脂製コンベアベルト2により搬送されたストランド群8をペレット状に切断する切断機6、からなる熱可塑性樹脂ペレット製造装置1。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 長繊維強化熱可塑性樹脂ロッドの冷却効果を高めると共に、水分過多による樹脂の劣化を抑え、更には、冷却不足による装置への溶融樹脂の付着を抑制し、装置運転トラブルを防止できる長繊維強化熱可塑性樹脂成形材料の製造方法及び、その製造装置を提供する。
【解決手段】 長繊維強化熱可塑性樹脂成形材料の製造工程における冷却工程として、前記長繊維強化熱可塑性樹脂ロッドに水滴を噴霧した後、エアを吹き付け前記長繊維強化熱可塑性樹脂ロッドの冷却を行うことを特徴とし、エアの吹付けは前記長繊維強化熱可塑性樹脂ロッドの上部から、垂直下方向より進行方向側に角度をつけて行うことが好ましい。
(もっと読む)
長繊維強化ポリアミド樹脂成形材料及びその製造方法
【課題】強化繊維へのポリアミド樹脂の含浸性に優れ、機械的強度に優れ、しかも成形品の強度ばらつきや表面外観性に優れる成形品が得られる長繊維強化ポリアミド樹脂成形材料及びその製造方法を提供する。
【解決手段】 JIS K7210に準拠した、温度300℃、荷重325gにおける、メルトフローレート値が20〜120g/10分であるポリアミド樹脂と、繊維径が5〜12μmであり、表面処理剤を0.2〜0.8質量%付着する強化繊維とを含み、該強化繊維が成形材料100質量部当たり35〜65質量部含まれ、かつ、組成物の長さ方向と実質上ほぼ同一長さ状態で配列されていることを特徴とする長繊維強化ポリアミド樹脂成形材料。
(もっと読む)
41 - 50 / 50
[ Back to top ]