
Fターム[4F201BL13]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 造粒 (1,958) | 造粒手段 (736) | 予備成形品の細断 (591) | ストランドカット (484) | 押出後にカット (139) | ストランドの処理 (50)
Fターム[4F201BL13]に分類される特許
21 - 40 / 50
長繊維強化樹脂ペレットの製造方法
【課題】本発明は、高いガラス含有率を確保しながら、生産速度の向上を図ることができる長繊維強化ペレットの製造方法を提供することを目的とする。
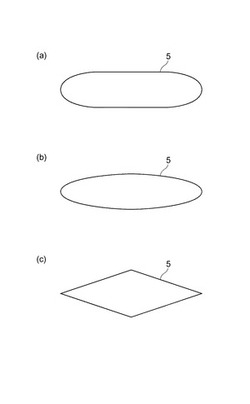
【解決手段】本発明は、溶融状態の熱可塑性樹脂8が供給される樹脂含浸槽4内で、連続した複数のガラス繊維10を束ねてなるガラス繊維束30を複数のロッド3に掛け渡してジグザグに搬送することにより、ガラス繊維束30の断面形状を扁平に変形させてほぐしながら、ガラス繊維束30に溶融状態の熱可塑性樹脂8を含浸させ、その後、樹脂含浸槽4の引き出し孔5を通じてガラス繊維束30を引き出した後、ペレット状に切断する長繊維強化樹脂ペレット50の製造方法であって、引き出し孔5の断面形状は、その長手方向がロッド3の軸線方向に沿った扁平形状をなす。
(もっと読む)
ペレット製造装置

【課題】ストランド切れが発生した場合であっても、ペレタイザーなどの切断部にストランドを連続的に供給することができるペレット製造装置を提供する。
【解決手段】吐出口11を有し、溶融した熱可塑性樹脂を吐出口11からストランド状に吐出して供給する供給部10と、水平または搬送方向に向かって下り勾配である搬送面21を有し、ストランド状の熱可塑性樹脂25を搬送する搬送部20と、搬送部20によって搬送されたストランド状の熱可塑性樹脂25をペレット状に切断する切断部30と、を備え、搬送面21は、供給部10側に位置する搬送開始端21a、及び、搬送面21の切断部30側に位置する搬送終了端21bを有するものであり、搬送開始端21aは、吐出口11と同じ高さまたは吐出口11よりも低い位置にあり、搬送終了端21bは、切断部30と同じ高さまたは切断部30よりも高い位置にあるペレット製造装置100。
(もっと読む)
ガラス維強化樹脂ペレットの製造方法
【課題】機械的強度に優れたガラス繊維強化樹脂ペレット及びその製造方法、ガラス繊維強化樹脂成形品の製造方法を提供すること。
【解決手段】ガラス繊維束を、熱溶融した熱可塑性樹脂とともに、貫通孔が形成されたダイスの当該貫通孔に通して引き抜き、樹脂含浸ガラス繊維束を得る引抜工程と、樹脂含浸ガラス繊維束を切断してペレットを得る切断工程と、有機シランの水系液に接触させることにより、樹脂含浸ガラス繊維束及び/又はペレットに、有機シランの加水分解物及び/又は加水分解縮合物を付着させる付着工程と、付着工程で得られた樹脂含浸ガラス繊維束及び/又はペレットを乾燥する乾燥工程と、を備える。この製造方法により得られるガラス繊維強化樹脂ペレットを用いて、射出成形によりガラス繊維強化樹脂成形品を製造すると、機械的強度に優れたガラス繊維強化樹脂成形品を製造することができる。
(もっと読む)
ガラス繊維強化樹脂ペレットの製造方法
【課題】
機械的強度に優れたガラス繊維強化樹脂成形品を得るためのガラス繊維強化樹脂ペレットの製造方法、及び、この製造方法により得ることのできるガラス繊維強化樹脂ペレットを提供する。
【解決手段】
ガラス繊維束を、熱溶融した熱可塑性樹脂とともに、貫通孔が形成されたダイスの貫通孔に通して引抜き、樹脂含浸ガラス繊維束を得る引抜工程と、樹脂含浸ガラス繊維束を切断してペレットを得る切断工程と、を含む、ガラス繊維強化樹脂ペレットの製造方法であって、引抜工程において有機シランを共存させて引抜を行う、製造方法、及び、この製造方法により得ることのできる、ガラス繊維強化樹脂ペレット。
(もっと読む)
透明部品製造用ペレットおよびその製造方法と製造装置
【課題】透明部品を成形する際に内部に異物が混在する確率を低くできる樹脂ペレットおよびその製造方法と製造装置を提供する。
【解決手段】環状オレフィンなどの透明樹脂で形成された樹脂ペレット31はストランド方式で形成された円柱形状であり、外周面31aには複数の圧痕32が形成されている。個々の圧痕32は、平坦面である内底面と、傾斜内側面を有している。よって、樹脂ペレット31はその形状および寸法と圧痕32の寸法を均一にでき、しかも圧痕の形成による樹脂小片が形成されにくい。そのため、この樹脂ペレット31から成形された透明部品は内部に異物が混入していない透明度の高いものとなる。
(もっと読む)
事務機器用部材
【課題】本発明は、バイオマス原料であるセルロースエステル樹脂を用いて製造される耐熱性、機械的特性に優れた事務機器用部材を提供することを目的とする。
【解決手段】セルロースアセテートプロピオネートまたはセルロースアセテートブチレートの少なくとも一つのセルロースエステル樹脂を含むセルロースエステル樹脂組成物のペレットで、前記ペレット中の前記セルロースエステル樹脂の重量平均分子量が150000〜250000であるペレットを用いて熱により溶融成形する工程により製造される事務機器に用いられる事務機器用部材。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法及び製造装置
【課題】繊維束包装体の回巻体から強化用繊維束を連続的に引き出して含浸ダイに導入し、引抜き法により、長繊維強化熱可塑性樹脂ペレットを製造するに際し、回巻体の最外巻層付近まで強化用繊維束が引き出されても、巻層の崩落を防止することができるようにした、長繊維強化熱可塑性樹脂ペレットの製造方法及び製造装置を提供すること。
【解決手段】強化用繊維束繰り出し装置100が、繊維束包装体10の回巻体11の内周面を外側へ押し付けるための巻層崩落防止用の複数の崩落防止部材120と、強化用繊維束が順次引き出されるにつれて厚みが次第に小さくなる回巻体11の内周面に追随して該内周面に前記複数の崩落防止部材120を押し付ける押し付け手段110,113,116とを有している。
(もっと読む)
ペレットの製造方法およびペレット製造装置
【課題】含水率0.1%以下のアルミ箔片混入樹脂のペレットを製造する。
【解決手段】押出機10内でアルミ箔を破砕しつつ混練してアルミ箔片と樹脂の混練物とする混練工程、得られた混練物をダイス13の孔より溶融状態のストランドとし、カットユニット20内で冷却用の温水を供給しつつ発生させたミストにストランドを接触させつつ溶融状態のストランドをカッターで切断して、内部に余熱を有するペレットとする造粒工程、余熱を有するペレットを温水とともに円筒状のスクリーン33内に送り込んで下方から上方へと搬送しつつ脱水する脱水工程、空気とともに筒体41内で回転させて下方に搬送しつつペレットの水分を除去する水分除去工程、ペレットのみを篩別装置50で篩別する篩別工程、ペレットを空気で撹拌機63に移送し空気を吹き込みつつ撹拌して乾燥する乾燥工程を、この順序で行う。
(もっと読む)
繊維強化ポリアミド樹脂組成物ペレット及び製造方法
【課題】安定した難燃性を有し、機械的特性、特に衝撃性、耐クリープ性に優れ、かつ射出成形によって得られた成形品において、成形収縮率が流動方向と直角方向の異方性や反りが少ない繊維強化難燃性ポリアミド樹脂ペレット及びそれからなる電磁開閉器部品やブレーカー部品を提供すること。
【解決手段】ポリアミド樹脂、臭素系難燃剤、難燃助剤、繊維状無機質強化材を、一括で溶融混練した繊維強化ポリアミド樹脂組成物ペレット。
(もっと読む)
熱可塑性樹脂ストランド水切り装置及び熱可塑性樹脂ペレットの製造方法
【課題】ストランド群の表面に付着した冷却水を効率的に脱水または除水する熱可塑性樹脂ストランドの水切り装置およびこの水切り装置を使用する熱可塑性樹脂ペレットの製造方法を提供する。
【解決手段】熱可塑性樹脂をストランド状に連続成形し、このストランド群Sを冷却固化した後に水切りを行うストランド水切り装置Mにおいて、層状の圧縮空気を同一の作用面で衝突するように上下から吹き付け、前記作用面における上下から吹き付けた圧縮空気の衝突領域を、前記ストランド群が通過するように構成したことを特徴としたストランド水切り装置。
(もっと読む)
ガラス長繊維強化ポリアミド樹脂ペレットおよびその成形品
【課題】ペレットの含浸性、衝撃性、高温下における耐不凍液性に優れたガラス長繊維強化ポリアミド樹脂ペレットおよびその成形品を提供することを目的とする。
【解決手段】ポリアミド66樹脂と高級脂肪族ポリアミド樹脂の組み合わせからなるガラス長繊維強化ポリアミド樹脂に、ガラス繊維(繊維長さが5mm未満)、ワラストナイト、カオリン、マイカ、及びタルクから選ばれる1種以上の無機フィラーを含むことを特徴とするガラス長繊維強化ポリアミド樹脂ペレットおよびその成形品。
(もっと読む)
オレフィン系重合体ペレットの製造方法
【課題】耐互着性が良好なペレットの製造方法であって、経済性に優れる製造方法を提供すること。
【解決手段】オレフィン系重合体を押出機によりダイスノズルより溶融状態で押出し、押出されたオレフィン系重合体をペレット状に切断および冷却水で固化するオレフィン系重合体ペレットの製造方法であって、冷却水に、JIS K2249に規定された25℃における比重が1以下であるシリコーンオイルを5〜2000wtppm含有する水を用いるオレフィン系重合体ペレットの製造方法
(もっと読む)
長繊維強化熱可塑性樹脂ペレット及びその製造方法
【課題】射出成形品における強化用繊維束の分散性が良く、射出成形品の外観や、補強効果を十分に発現して射出成形品の機械的強度を満たすことができる長繊維強化熱可塑性樹脂ペレット、及びその製造方法を提供する。
【解決手段】長尺の強化用繊維束2に溶融熱可塑性樹脂3が含浸されつつ、該樹脂含浸強化用繊維束が撚りをかけられながら引き取られ、撚りが付与された樹脂含浸強化用繊維束からなる棒状組成物4が切断されてペレット化された長繊維強化熱可塑性樹脂ペレットにおいて、ペレット長手方向に垂直な方向のペレット断面の断面積中に占める強化用繊維束の断面積の比率である体積充填率Vfが70%〜20%の範囲であり、P=L/d(L:棒状組成物一回転あたりに棒状組成物長手方向に撚りが進む長さ、d:棒状組成物の断面の面積相当円直径)で表される撚りピッチPが2.5〜36(m/rev・m)の範囲であるペレット。
(もっと読む)
ストランドペレット化方法およびそれによって製造されたペレット
【課題】ストランドペレタイザで溶融されたポリマーから熱硬化性ポリエステルまたはポリエステルコポリマーのペレットを製造するための方法において先行技術の欠点を克服し、簡単にかつ信頼性のあるようにさらに処理されうる対応するペレットのコスト効果の良い単純な製造を提供する。
【解決手段】本発明は、押出しペレタイザを使用することで溶融されたポリエステルからの熱可塑性のポリエステルかポリエステルコポリマーからポリマーのペレットを生産するための方法に関する。溶融されたポリエステルは押出しペレタイザのノズルに供給され、それから、ノズルから存在する押し出し機としての引き込みローラで抽出部を介してペレット化装置に供給される。そこで、例えば、押出し抽出速度は引き込みローラによって設定される。また、本発明は改良された押し出しペレタイザに関し、押し出しペレタイザはノズルと抽出チャネルとの間に揺動装置を有し、この発明に従う方法に従って製造されたペレットに関する。
(もっと読む)
繊維強化樹脂ストランドの製造装置
【課題】滑りを生じさせることなく高速度の生産速度で繊維強化樹脂ストランドを製造することができる耐久性に優れた繊維強化樹脂ストランドの製造装置を提供する。
【解決手段】押出機6から溶融樹脂材料2が連続供給されるクロスヘッド5内に、強化用繊維束3を解繊するスプレッダー8が配設され、前記クロスヘッド5の出口ノズル5aの前方位置に、この出口ノズル5aから樹脂含浸繊維束からなる繊維強化樹脂ストランド9を引出し、かつ撚りを付与する撚りローラ11a,11bを備えると共に、この撚りローラ11a,11bの前方位置に、前記繊維強化樹脂ストランド9の撚りを保持する撚り保持ローラ12a,12bを備えた繊維強化樹脂ストランドの製造装置において、前記撚りローラ11a,11bと撚り保持ローラ12a,12bを、何れも表面に凹凸が形成された金属により構成する。
(もっと読む)
長繊維強化樹脂ストランドの製造装置
【課題】従来に比べ高速の引取速度、例えば40m/分を上回る引取速度にて長繊維強化樹脂ストランドを製造することができるようにした、長繊維強化樹脂ストランドの製造装置を提供すること。
【解決手段】含浸ヘッド11により強化用繊維束2に溶融樹脂を含浸させるとともに、樹脂含浸強化用繊維束に撚り機18による撚りを付与し、長繊維強化樹脂ストランドを製造する装置において、含浸ヘッド11と撚り機18との間に設けられた冷却装置14を備え、冷却装置14が、冷却水を貯留し、含浸ヘッド11から引き取られて走行する長繊維強化樹脂ストランド4を通過させる冷却水槽15と、冷却水槽15内に長繊維強化樹脂ストランド走行方向に沿って間隔をあけて複数個設けられ、冷却水中で長繊維強化樹脂ストランド4に向けて水を噴射する水噴射ノズル16とを有して構成されている。
(もっと読む)
ポリエステルチップの製造装置およびその運転方法
【課題】ポリエステルの製造におけるポリエステルチップ製造工程において、該ポリエステルチップの脱水および乾燥を行うことにより、従来技術で実施されてきているポリエステルの製造工程における乾燥機による乾燥工程を省略し、ポリエステルチップの乾燥の大幅な省エネルギーとコスト低減を行うポリエステルチップの製造装置およびその運転方法を提供すること。
【解決手段】少なくとも溶融ポリエステルを水冷固化する冷却槽2、該水冷固化したポリエステルをチップ状に切断する切断装置6、該切断されたポリエステルチップを空送する空送装置11および該ポリエステルチップを貯蔵する貯蔵サイロ17よりなるポリエステルチップの製造装置において、該空送を2工程以上に分割してなるポリエステルチップの製造装置。
(もっと読む)
長繊維ペレット、その製造方法、及び繊維強化熱可塑性樹脂複合材料成型品の製造方法
【課題】射出成型中における強化繊維の繊維長を長く保つことができ、射出成型機の供給用ホッパー内部でブリッジは発生せず安定して供給され、得られた成型品は高強度・高剛性である長繊維ペレットを提供する。
【解決手段】厚さが200μm以下の熱可塑性樹脂含浸強化繊維テープ1枚以上を強化繊維の配向方向に沿って曲折して束ねた長繊維ペレットであって、強化繊維を構成する単繊維の合計が1000〜80000本、長さが1〜50mmであり、熱可塑性樹脂含浸強化繊維テープの配向方向と直交する外周に、熱可塑性樹脂含浸強化繊維テープに含浸される熱可塑性樹脂を溶融して形成した融着帯を有する長繊維ペレット2とする。
(もっと読む)
ポリエーテルエステルアミド樹脂ペレットおよびその製造方法
【課題】ペレット輸送、または保管時のブロッキングを抑制し、輸送、または保管後のハンドリング性に優れるポリエーテルエステルアミド樹脂ペレット、およびその製造方法を提供する。
【解決手段】円筒形ペレットの側面部分に、複数の平面をもつポリエーテルエステルアミド樹脂ペレットおよび、ポリエーテルエステルアミド樹脂のストランドを、上下方向から2枚のベルトではさんで冷却した後、ストランドカッターでカッティングすることを特徴とするポリエーテルエステルアミド樹脂ペレットの製造方法。
(もっと読む)
ブルーレイディスク基板用成形材料及びエイチ・ディー・デジタルバーサタイルディスク基板用成形材料
【課題】外観不良が低減され、安定した歩留りを実現し得るブルーレイディスク基板用又はHD DVD基板用成形材料、並びにこれらの製造方法を提供すること。
【解決手段】(A)界面法で製造された芳香族PC樹脂、(B)C14-30の脂肪酸モノグリセリドを150〜350ppm(成形材料の全量基準、質量ppm、以下同様)、(C)PETSを10〜150ppm及び(D)酸化防止剤を30〜120ppm含有してなるブルーレイディスク基板用又はHD DVD基板用成形材料、並びに上記(A)成分、(A)成分に対して、(B)C14-30の脂肪酸モノグリセリド150〜350ppm、(C) PETS 10〜150ppm、(D)酸化防止剤30〜120ppm及び(E) 押出機中でのPC樹脂の含水量が500〜1300ppmに調節されるように、25℃における電気伝導率が1μS/cm以下である水500〜1000ppmを(A)成分と共に押出機に投入し、溶融押し出し成形してストランドを製造し、該ストランドを冷却した後、切断してペレット化する上記成形材料の製造方法である。
(もっと読む)
21 - 40 / 50
[ Back to top ]