
Fターム[4F201BM05]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 予備成形品の製造 (678) | 材料の成形による製造 (303) | 射出成形 (103)
Fターム[4F201BM05]に分類される特許
81 - 100 / 103
樹脂成形機

【課題】 樹脂成形機において、プリフォームの変形を防止し、正確な温度管理を行うと共に、確実に所定の位置に搬送する。
【解決手段】 射出成形ブロックとブロー成形ブロックとを備え、射出成形ブロックにおいて成形したプリフォームを移送アームの先端に設けたプリフォーム受取りコアに受け渡し、前記移送アームの回転によってプリフォームを前記ブロー成形ブロックに移送してブロー成形を行う樹脂成形機において、前記プリフォーム受取りコアが、前記プリフォームの内側形状とほぼ同様の形状を有するものとした。また、上記プリフォーム受取りコアの内部に、プリフォームを内側から昇温して所定の温度を維持するヒータを設けた。さらに、移送アームの基台に嵌挿した受取りコアの後端に棒受け板を設け、棒受け板と基台との間に復帰バネを介在させてプリフォーム受取りコアを移送アーム側に付勢した。
(もっと読む)
ポリエステル予備成形体およびポリエステル延伸成形体の製造方法、並びにそれらの製造方法により得られるポリエステル成形体
【課題】成形時のアルデヒド類の生成が抑制され、透明性に優れ、透明性の変動が少なく、寸法安定性に優れた中空成形体用予備成形体の高速成形による製造方法およびそれからなるポリエステル延伸成形体の製造方法、及びそれから得られるポリエステル成形体の提供。
【解決手段】 少なくとも二種の、実質的に同一組成であって、極限粘度が異なるポリエステルを主成分として含むポリエステル組成物を成形して成るポリエステル予備成形体の製造方法であって、前記ポリエステルの極限粘度の差が0.05〜0.30デシリットル/グラム、前記各ポリエステルのチップの平均重量(W)およびチップの平均重量(W)の比が、それぞれ、5〜50mgおよび1.00〜1.30、前記ポリエステルのチップの結晶化度の差が10%以下で、かつ前記ポリエステル組成物の分子量分布の分散比Mz/Mnが3.90以上であることを特徴とするポリエステル予備成形体の製造方法。
(もっと読む)
プラスチック製品の製造方法及び製造装置

【課題】 設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】 口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
ポリエステル予備成形体の製造方法およびポリエステル延伸成形体の製造方法
【課題】 透明性に優れかつ透明性の変動が少なく、成形時のアセトアルデヒドの生成が抑制され、安定した口元寸法精度を持ち、耐圧性あるいは耐熱寸法安定性に優れた中空成形体用の予備成形体を高速成形により効率よく生産する製造方法およびそれからなるポリエステル延伸成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも2種の、主としてエチレンテレフタレートを主繰返し単位とするポリエステルを主成分として含むポリエステル組成物を成形して成るポリエステル予備成形体の製造方法であって、前記-ポリエステルの極限粘度の差および水分率の差が、それぞれ、0.05〜0.30デシリットル/グラムおよび1000ppm以下であるポリエステル組成物を乾燥前後のヘイズの増加量が5%未満になるようにして乾燥処理して水分率を100ppm以下とし、次いで、成形機内での溶融樹脂温度が260〜295℃、成形機内での溶融滞留時間が10〜300秒の条件で混練および成形することを特徴とするポリエステル予備成形体の製造方法。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】低コストで、工程数が少なく、多様性に優れたベルト状転写部材を提供し、また、転写ムラの程度が良好で、安定して回転し、蛇行による色ずれの少ない良好なカラー画像が得られる電子写真用シームレスベルトの製造方法を提供する。
【解決手段】複数の工程を有する電子写真用シームレスベルトの製造方法において、該プリフォーム内径と該延伸棒径の比M(mm)、射出容量(cm3)/射出速度(mm/sec)の比S及び該射出成形時の射出圧力P(MPa)が下記式(1)を満足することを特徴とする電子写真用シームレスベルトの製造方法。
4≦M×S×P≦400・・・(1)
1.1<M<3、1<S<15、1<P<15
M:プリフォーム径(mm)/延伸棒径(mm)
S:射出速度(mm/sec)/射出容量(cm3)
P:射出圧力(MPa)
(もっと読む)
ポリエステル樹脂プリフォーム又は容器の溶融成形方法
【課題】 ポリエステル樹脂容器の成形において、高価で容器の着色をもたらすメタキシリレン基含有ポリアミド樹脂のようなアルデヒド類低減剤を使用せずに副生物のアルデヒド類の生成を抑止する事を課題とする。
【解決手段】 ポリエステル樹脂を溶融成形するに際して、溶融成形機内の樹脂供給部12の側壁に開口部13を設け、開口部13を通じて樹脂供給部と樹脂溶融部を、減圧状態又は不活性ガス雰囲気状態による酸素濃度低減雰囲気状態にして、樹脂材料を供給し溶融してプリフォーム又は容器を成形する。
(もっと読む)
ポリエステル組成物、それからなるポリエステル成形体およびその製造方法
【課題】 透明性に優れ、成形時のアセトアルデヒドの生成が抑制された中空成形体、シート状物、延伸フィルムや基材上への被覆物として好適に用いられるポリエステル組成物。また耐圧性、耐熱寸法安定性あるいは特に耐熱耐圧性に優れた中空成形品を高速成形により効率よく生産することができるポリエステル組成物及びそれからなる成形体ならびにその製造方法を提供。
【解決手段】 少なくとも2種の、実質的に同一組成のポリエステルを主成分として含むポリエステル組成物であって、前記ポリエステルの極限粘度の差が0.05〜0.30デシリットル/グラムであり、前記ポリエステルのチップの平均重量(W)が1〜5mgであり、前記ポリエステルチップの最大重量(W1)と最少重量(W2)の差(R)と平均重量(W)の比(R/W)が0.5以内であることを特徴とするポリエステル組成物。
(もっと読む)
バリヤーフィルム
射出成形可能であり、透明フィルムにすることができるか、または(共押出成形および/または積層化によって)多層フィルム製品に組み込むことができるバリヤー組成物であって、ドライベースで、a)45〜90重量%の、デンプンおよび/またはヒドロキシルアルキル基、アセテートもしくはジカルボン酸無水物またはグラフト性ポリマーとの反応によって改変されたデンプンから選択される加工デンプン;b)ポリビニルアルコール、酢酸ポリビニル、およびエチレンとビニルアルコールのコポリマーから選択され、溶融状態のデンプン成分と適合する融点を有する、4〜12重量%の水溶性ポリマー;c)ソルビトールと、グリセロール、マルチトール、キシリトール、マンニトール、トリオレイン酸グリセロール、エポキシ化アマニ油もしくは大豆油、クエン酸トリブチル、クエン酸アセチルトリエチル、トリ酢酸グリセリル、2,2,4−トリメチル−1,3−ペンタンジオールジイソブチラート、ポリエチレンオキシドまたはポリエチレングリコールから選択される少なくとも1種の他の可塑剤との5〜45重量%の非結晶性混合物;d)0.3〜2.5重量%のC12〜22脂肪酸または塩;e)0.25重量%〜3重量%の2〜10の親水性親油性バランス値を有する乳化剤系;である組成物。そのバリヤーフィルムは、飲料用ビンにブロー成形するためにはポリエチレンテレフタレート(PET)またはポリ乳酸(PLA)と共射出成形することができ、高度ガスバリヤー性容器またはクロージャーのためにはポリエチレン(PE)もしくはポリプロピレン(PP)または生分解性ポリマーと共射出成形することができ、あるいは、薄膜包装用途またはブロー成形容器のためにはポリエチレン、ポリプロピレンまたはポリ乳酸と共押出成形することができる。 (もっと読む)
ポリエステル予備成形体の製造方法およびポリエステル延伸成形体の製造方法
【課題】 透明性に優れかつ透明性の変動が少なく、成形時のアセトアルデヒドの生成が抑制され、安定した口元寸法精度を持ち、耐圧性あるいは耐熱寸法安定性に優れた中空成形体用の予備成形体を高速成形により効率よく生産する製造方法およびそれからなるポリエステル延伸成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも2種の、主としてエチレンテレフタレートを主繰返し単位とするポリエステルを主成分として含むポリエステル組成物を成形して成るポリエステル予備成形体の製造方法であって、成形機内での溶融樹脂温度が260〜295℃、成形機内での溶融滞留時間が10〜500秒の条件で、前記ポリエステルの少なくとも2種間の極限粘度の差が0.05〜0.30デシリットル/グラムであり、少なくとも一種のポリエステルの総末端基数に対する末端カルボキシル基濃度が7〜30%であるポリエステル組成物を混練および成形することを特徴とするポリエステル予備成形体の製造方法。
(もっと読む)
ポリエステル樹脂および樹脂組成物ならびに延伸ブロー成形用プリフォーム及び中空容器
【課題】耐熱性、機械強度、透明性が高く、ボトル生産性やボトル内容飲料の風味保持性に優れ、ボトルの原料に適するポリエステル樹脂を提供する。
【解決手段】ジカルボン酸成分由来の単位(A)とジオール成分由来の単位(B)から成るポリエステル樹脂であり、単位(A)は芳香族ジカルボン酸を主成分とするジカルボン酸成分から形成され、単位(B)は2種以上のジオールから成り且つその内の少なくとも1種が環状ジオールであるジオール成分から形成され、ガラス転移点Tgが82〜110℃、固有粘度が0.73〜1.5dl/g、水分量50ppm以下に乾燥したした後、シリンダー温度280℃で射出成形されたプリフォーム中のアセトアルデヒド含量が30ppm以下であるポリエステル樹脂。
(もっと読む)
ブロー成形装置及びブロー成形方法並びにプリフォーム
【課題】 本発明の目的は、2つの搬送路を有するブロー成形装置において、プリフォームの位置決めを確実に行うことのできるブロー成形装置及びブロー成形方法並びにプリフォームを提供することにある。
【解決手段】 本発明にかかるブロー成形装置100は、プリフォーム118を加熱する加熱ステーション112と、ブロー成形ステーション116と、第1搬送部材206から第2搬送部材408へプリフォーム118を転送する転送機構300と、を有している。第1搬送路200には、第1搬送部材206に対しプリフォーム118の周方向の位置決めを行なう位置決め装置52を配置している。
(もっと読む)
熱可塑性樹脂成形品およびそれらの製造法
本発明は、ポリエチレンテレフタレート成形品および前記成形品の製造法に関する。その態様の1つにおいては、本発明は、成形後の工程においてポリエチレンテレフタレート成形品に着色剤または添加剤を施す方法、およびこのような製造法によって得られる物品に関し、特に、ポリエチレンテレフタレートの容器または容器予備成形物を供給すること;容器または容器予備成形物のポリエチレンテレフタレートに対して化学的親和力を有する1種以上の着色剤を、液状媒体中溶液または液状媒体中分散液として収容する着色ゾーンを設けること;および着色ゾーンにおいて、容器または容器予備成形物と1種以上の着色剤とを、1種以上の着色剤の少なくとも一部を液状媒体から移行させ、そして容器または容器予備成形物に結合させるのに効果的な条件下において、液状媒体中にてある時間にわたって接触させること;を含む、着色されたポリエチレンテレフタレート容器または容器予備成形物を製造する方法に関する。 (もっと読む)
中空のプラスチック予備形成物の製造方法、プラスチック容器の製造方法、その表面上に可視的図案模様を含むプラスチック予備形成物及び容器
本発明は、その表面上に可視的図案模様(7)を含むプラスチック容器(6)を吹込み成形するのに適した中空のプラスチック予備形成物(1)の製造方法に関し、またプラスチック予備形成物で生産されたプラスチック容器に関するものである。本発明の方法は、完成した容器上に異なる審美的効果を達成することを許容し、加えて、これらの容器に滑り防止特性及び/又は心地よい触感を付与してもよい。 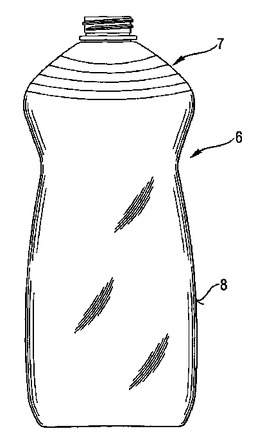 (もっと読む)
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
好ましい実施形態において、方法および装置は、成型可能な材料を有する物体を生産可能である。物体は、単層および多層である。物体は様々な方法により形成されることができる。 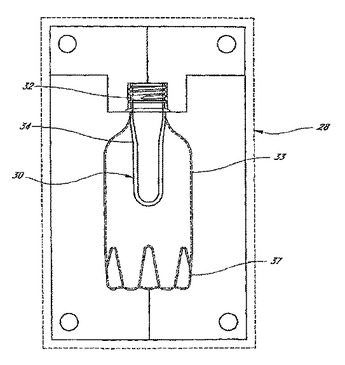 (もっと読む)
(もっと読む)
プラスチック製品の成形
従来のタイプの射出成形型装置に使用される、複合成形型装置は、射出成形型装置の圧盤(12)に設けられる複合モールドの半分部(10)からなっている。各モールドの半分部(10)は、プリフォーム成形のための射出成形キャビティ(16)の列や、プリフォームをブロー成形した製品にする延伸ブロー成形のためのブロー成形キャビティ(18)の列を備えている。それぞれのキャビティ(16)と(18)は共通のモールド分割方向に開くように、配列されている。  (もっと読む)
(もっと読む)
特に食品包装用プラスチック容器の予備成形品
本発明は食品包装用のプラスチック容器を製造するための予備成形品に関し、特に二重継ぎ合せにより金属製の蓋部で気密封止できる吹込成形薄壁容器に関する。予備成形品(1)は本体部(4)と凸状半球底部(6)とを含む。本体部(4)は、厚みを有する縁部(5)において終端する突縁部(3)で囲まれ、円筒状の首部(2)に向かって広がる円錐形状を有する。好ましくは内部本体部表面(4)が円筒状の首部に向かって広がる角度(α)は、外部本体部表面(4)が上方に開く角度(β)より大きく、かつ円筒状の首部(2)の厚み(g2)は、底部(6)の厚み(g3)より薄い。
 (もっと読む)
(もっと読む)
ハンドル一体型PET容器システム
本発明は、容器を形成するための予成型体に関するものであって、容器が、配向可能な可塑性材料から形成され、容器が、ブロー成型されたときには中空ハンドルを備えるものであり、予成型体が、成型構造を備え、この成型構造が、ネック部分と、このネック部分よりも下方に位置した膨張可能部分と、予成型体の少なくとも第1端部のところにおいて一体的に連結された配向可能な可塑性材料からなる中空ハンドル部分と、を有し、中空ハンドル部分が、容器が形成された際に中空ハンドルを構成するものとされ、中空ハンドル部分の内表面が、膨張可能部分の内表面を対して連続的なものとされている。  (もっと読む)
(もっと読む)
耐剥離性多層容器、プリフォーム、製品および製法
プラスチック容器、プリフォームまたは製品は、少なくとも1層のマトリックス樹脂、少なくとも1層のバリア樹脂ならびにバリア層とマトリックス層との結合を促進するためにバリア樹脂および/またはマトリックス樹脂にブレンドされる付着促進物質を有する多層壁を含む。マトリックス樹脂は好ましくは、エステル含有樹脂、さらに好ましくはPETなどのポリエステルである。接着促進物質には、複数の利用可能な1級、2級または3級アミン基を有するアミンポリマー、好ましくはイミンポリマーが含まれる。アルキレンイミンポリマー、特にポリエチレンイミンポリマーが好ましい。 (もっと読む)
プラスチック部材の調整装置及びプロセス
予備成形品(5)を調整するために多くのホルダ(7)に合うような面を有することを特徴とする冷却タレット(6)から成る、プラスチック予備成形品(5)を調整するための装置及びプロセス。このタレットは、水平軸(X)の周囲を回転し、予備成形品を金型から降ろすアーム(3)の下にある上部分と、予備成形品(5)をタレット(6)から抜き取るためのテーブルの近くにある下部分と、の間を垂直に横切る。タレットの構造は、二つの平行しているバー(18、19)、及びホルダ(7)の基礎部が取り付けられた幾つかの連結プレート(14)、から成る。  (もっと読む)
(もっと読む)
プラスチック製物体用射出成形装置及び方法
【課題】 プラスチック製プレフォーム(5)型成形装置及び方法を提供する。
【解決手段】 本装置は、複数の射出成形キャビティが設けられた射出成形金型、プレフォーム(5)を金型から取り出すための、ギロチン状把持エレメントが設けられた、プレフォームを把持するため、開放位置の金型半部間に存在する空間と外部位置との間を移動するアーム(3)、及びプレフォーム(5)の調整を行うための一群のカップ(7)が面に設けられた冷却タレット(6)を含み、このタレットは、水平軸線を中心とした回転移動及び抜き出しアームの下のプレフォームを受け取るための比較的高い位置とプレフォーム(5)の抜き出しテーブルと対応する下位置との間での垂直方向並進移動を行い、抜き出しテーブルには、プレフォームのリング(9)の下を把持し、カップ(7)から抜き出すための歯形状制限部が設けられた長さ方向スロットが設けられている。
(もっと読む)
81 - 100 / 103
[ Back to top ]