
Fターム[4F201BM05]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 予備成形品の製造 (678) | 材料の成形による製造 (303) | 射出成形 (103)
Fターム[4F201BM05]に分類される特許
41 - 60 / 103
プリフォーム射出成形装置

【課題】型開閉と型締めの各駆動源を別個として高速にて型開閉しながら、成形サイクル毎に最上位にある基盤を型開閉ストローク分だけ昇降させる必要の無いプリフォーム射出成形装置を提供する。
【解決手段】プリフォーム射出成形装置は、上方から順に、上部型締め盤20、可動盤40、下部基盤10及び下部型締め盤30を有する。上部型締め盤20と下部型締め盤30は、複数のクランプシャフトで連結されて一体的に昇降する。開閉駆動手段60は、可動盤40を型開位置と型閉位置とに昇降させる。型締め手段70は、下部型締め盤30を昇降させることで、下部型締め盤30と一体で複数のクランプシャフト及び上部型締め盤20を昇降させ、上部型締め盤20の下降位置を型締め位置として設定する。圧受け部材80,90は、上部型締め20が型締め位置に設定される際に、型締め力を可動盤40に伝達し、かつ、その型締め力を圧受けする。
(もっと読む)
ポリエステル系ガスバリア樹脂およびそのプロセス
【課題】ポリマー系ガスバリア樹脂を提供する。
【解決手段】樹脂に対し50:5000ppmの割合で含まれる、粒子サイズが10〜100 nmで、懸濁培地に超音波分散されるナノクレイの懸濁液をPET樹脂に供給し、プリフォーム樹脂を作製する。
(もっと読む)
成形装置および成形方法

【課題】成形品の寸法および重量を安定させる。
【解決手段】キャビティ11内に供給された未加硫のゴム材料をキャビティ11の内面形状に沿った外形形状に成形した後に、この成形品Wを未加硫の状態でキャビティ11から取り出す成形装置10であって、キャビティ11内に流動状態にある未加硫のゴム材料を射出する射出成形機21と、キャビティ11内に射出されたゴム材料をこのキャビティ11内で冷却する冷却手段27と、を備える。
(もっと読む)
プラスチックレンズ成形方法およびレンズプリフォーム
【課題】射出成形時の樹脂流れと保圧による非対称の光学歪みがほとんどなく、光学特性の優れたレンズを成形することができるプラスチックレンズ成形方法およびレンズプリフォームを提供する。
【解決手段】向かい合う2面で光学面45a、45bを形成するプラスチックレンズ成形方法であって、光学面45a上にゲートを配置して所望のレンズ45と重量が同じでほぼ同形状のレンズプリフォーム15を成形する射出成形工程と、レンズプリフォーム15を所望のレンズ45最終寸法に圧縮成形する圧縮成形工程と、によりプラスチックレンズ45を成形する。射出成形工程から圧縮成形工程までは、ガラス転移温度以上の温度で実施される。
(もっと読む)
プラスチックレンズ成形方法
【課題】射出成形時の残留応力による光学歪みがほとんどなく、光学特性の優れたレンズを短い成形サイクル時間で効率よく成形することができるプラスチックレンズ成形方法を提供する。
【解決手段】プラスチックレンズ成形方法であって、最終寸法のレンズ35と同重量でガラス転移点以上の温度のレンズプリフォーム15を用意する準備工程と、ガラス転移点以上の温度のレンズプリフォーム15をガラス転移点以下の一定温度の圧縮成形機構30により圧縮してレンズ成形する圧縮成形工程と、によりプラスチックレンズ35を成形する。
(もっと読む)
プリフォームを後冷却する装置および方法
本発明は、多重の射出成形型から取り出された形状不安定のプリフォーム(10)のサイジングおよび後処理を行う装置ならびに方法に関しており、水冷式の冷却スリーブ(21)に組み込まれた、プリフォーム(10)の開いた端部側の外側のための空冷が提案される。特に特別な種類のプリフォームでは、冷却スリーブ(21)にプレフォーム内で支持されていない領域は、開いた成形型(8,9)からの取出もしくは冷却スリーブへの引渡開始から、外側で、冷却空気または冷凍された空気を用いた冷却によって前凝固される。新たな構成手段によって、特に冷却スリーブ(32)内でのサイジングまたは後冷却の領域での処理による負荷下の寸法精度および圧力箇所形成に関しても、最高品質が保証される。 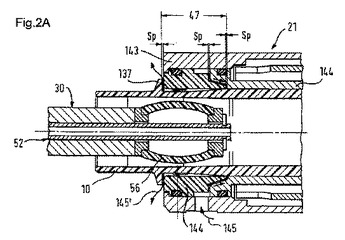 (もっと読む)
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
プリフォーム及びその加熱方法
【課題】プリフォームの少なくとも延伸される部分を温度差なく均一に延伸ブロー成形に適した温度まで高温短時間で加熱することができる薄肉プラスチックボトルを生産するプリフォームを提供する。
【解決手段】ネックリング部3と胴体部4の接続部に突起6を設けるとともに、胴体部4をプリフォームの中心軸に対してほぼ同心円となる円筒部とし、また底部5をなだらかな曲線で構成された半球状として、胴体部および底部の厚みをほぼ均一とし、さらに、キャップ嵌合部2の頂面部の厚みを1.5〜1.8mm、ネックリング部の基部の断面厚みを3.0mm以上とする。
(もっと読む)
射出成形品
【課題】結晶化速度を向上させ、良好な耐熱性を有し、且つ透明なポリ乳酸樹脂の射出成形品を提供する。
【解決手段】ポリL-乳酸から成る樹脂に機能性フィラーを配合することにより、耐熱性と結晶化速度が改善された透明なポリ乳酸樹脂の射出成形品を作製することが可能となった。射出成形品は透明性に優れ、成形サイクルが短いので、飲料用の中空容器やプリフォームに適したポリ乳酸樹脂の射出成形品を効率良く生産するのに資するものである。
(もっと読む)
容器から桿状体を配送する装置及び方法並びに後続の搬送装置
本発明は、容器(1)から桿状体(2)、すなわち配送口(3)を有するホッパーからペットボトル用加工材料(プリフォーム)を配送する装置であって、配送口(3)に回転する円板(5)が備えられていることを特徴としている。 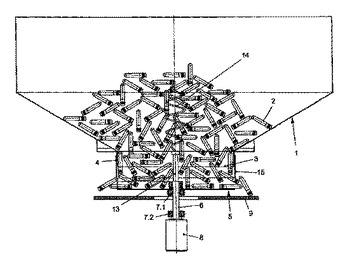 (もっと読む)
(もっと読む)
酸素排除性を持つドライブレンド、及び単層包装物品を作るためのその使用
【課題】 O2排除性を持つ単層包装物品を作るためのドライブレンドを提供する。
【解決手段】 このドライブレンドは(A)少なくとも一種の第一遷移金属触媒(A2)を被覆されたポリアミドペレット(A1)、好ましくは(B)第二遷移金属触媒、及び(C)ポリエステルをドライブレンドすることにより調製され、かつこのドライブレンド(A/C)または(A/B/C)は単層包装物品を形成するために加工される。好ましくは、(A)の量はドライブレンド[(A/C)または(A/B/C)]の合計重量の1重量%〜4重量%であり、かつ第一(A2)及び第二(B)遷移金属触媒の合計量はポリアミドペレット(A1)の合計重量の1重量%〜15重量%である。
(もっと読む)
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 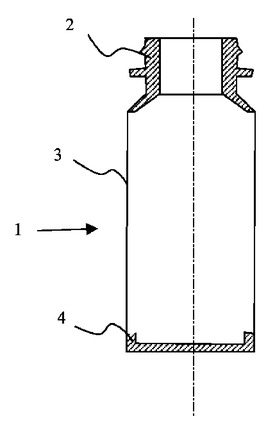 (もっと読む)
(もっと読む)
飽和ポリエステル樹脂製多層プリフォームおよびそれからなる多層ボトル
【課題】透明性に優れかつ表面滑り製に優れたポリエステル製プリフォームならびに中空成形体を提供すること。
【解決手段】少なくともスキン層とコア層の2層の飽和ポリエステル樹脂層から形成される飽和ポリエステル樹脂製多層プリフォームであり、スキン層を形成する飽和ポリエステル樹脂中に平均粒径が5μm以下の不活性粒子を含有することを特徴とする飽和ポリエステル樹脂製多層プリフォーム、およびこのプリフォームを延伸成形して得られる飽和ポリエステル樹脂製多層ボトル。
(もっと読む)
予備成形物の後処理のための装置並びに方法
本発明は、金型から取り出された形状不安的な予備成形物(10)の後処理のための装置並びに方法であって、複数の校正ピン若しくはニップル(30)を備えており、該校正ピン若しくはニップルはスリーブ状の構成部分内への差込のためのそれぞれ1つの挿入部分を含んでおり、前記スリーブ状の構成部分は冷却スリーブとして形成されており、前記ニップル(30)の挿入部分は半径方向に膨らみ可能なプレスリング若しくはシールリング(56)を有しており、該プレスリング若しくはシールリングは前記スリーブ状の構成部分内に差し込まれるようになっている形式のものにおいて、前記挿入部分の軸線方向で前記プレスリング若しくはシールリング(56)の両側にそれぞれ1つの保持肩部(54,55)を配置してあり、該保持肩部は前記プレスリング若しくはシールリングの膨らましのために互いに相対的に移動させられるようになっており、前記各ニップル(30)はそれぞれ2つの管片を有しており、該各管片の端部にそれぞれ前記保持肩部(54,55)のうちの一方を取り付けてあり、前記プレスリング若しくはシールリング(56)は、テルモス瓶の閉鎖部のように機械的に膨らませられるようになっている。  (もっと読む)
(もっと読む)
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
樹脂一体成形体及びその製造方法
【課題】発泡部位を有している樹脂の一体成形体であり、しかも、容器口部のように、所望の部位が選択的に発泡されていない非発泡領域となっている樹脂成形体を提供する。
【解決手段】熱可塑性樹脂の一体成形体であって、該成形体は、面方向でみて発泡領域と非発泡領域とから形成されており、非発泡領域が、結晶化度が13%以上であることを特徴とする。
(もっと読む)
ブロッキング防止プリフォーム
【課題】口部の内径より胴部の外径を細く形成したプリフォームにおいて、プリフォームのブロッキングを防止し、スタッキングしても容易に引き離すことができる樹脂容器形成用のプリフォームを提供すること。
【解決手段】胴部外径を口部内径より細く形成した、樹脂容器形成用のプリフォームにおいて、他のプリフォームの口部内に入った場合に、他のプリフォームの口部内面に接触する突起を底部に形成した。これにより突起は、その頂部が口部内面に接触し、他のプリフォームとの間に空間を形成して口部内面と底部が密着しないように保持して、プリフォームのブロッキングを防止できる。
(もっと読む)
プリフォームの受け取り治具
【課題】十分には冷却されていない状態のプリフォームを、変形を生じさせることなく、取り出し治具から受け取り、次の装置に受け渡すことの可能な受け取り治具を提供する。
【解決手段】 取り出し治具12からプリフォーム1を受け取って次に搬送する受け取り治具21であって、中心にプリフォーム1内に挿入されるガイド用突起21cを設け、プリフォームの口部1aの外側に真空吸引される空間24を形成し、その空間の負圧をプリフォームのフランジ1bに作用させて吸着保持する構成とし、更にガイド用突起21cには外部に連通した通気孔35を設けてプリフォーム1内を大気に開放しておき、変形しやすいプリフォーム胴部1cに負圧を作用させないようにする。
(もっと読む)
射出成形プリフォーム
【課題】 本発明は従来の射出成形装置をノズル部、金型等を大きく変更することなく使用でき、連続稼働可能で工業的な利用ができるゲートカット不要のプリフォーム、特には底部形状の創出を技術的な課題としたものである。
【解決手段】 射出成形された2軸延伸ブロー成形用のプリフォームにおいて、底部外面中央に、長さ寸法を最大で前記底部の肉厚の1.5倍とした射出成形において形成されるスプルー部をカットしないで有し、底部内面中央のスプルー部に対向する位置に、スプルー部も含めた底部の肉厚の変動を緩和するように、スプルー部による凸状の形状を補完する凹部を形成し、凹部に2軸延伸ブロー成形における延伸ロットの先端部が嵌入して芯出し可能な構成とする。
(もっと読む)
三価カチオン中和アイオノマーから製造されるブロー成形中空物品及びボトル
三価カチオンで中和されたアイオノマーを含む押出成形中空物品または射出成形中空物品ならびにブロー成形ボトルが開示されている。これらのアイオノマーは、同じコポリマーであるが、一価カチオンまたは二価カチオンのみで中和されたコポリマーを含むアイオノマー組成物より高い溶融強度を有する。本ブロー成形ボトルは、一価カチオンおよび二価カチオンのみで中和されたアイオノマーを含むブロー成形ボトルを実質的に上回る壁厚さおよび重量を有することが可能である。 (もっと読む)
41 - 60 / 103
[ Back to top ]