
Fターム[4F201BR15]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形品の後処理、後加工 (486) | 熱処理(←火炎処理) (289) | 冷却 (40)
Fターム[4F201BR15]に分類される特許
21 - 40 / 40
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
押出機の排出樹脂冷却方法及び装置
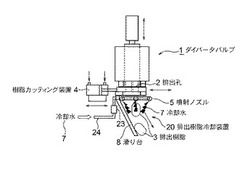
【課題】本発明は、排出孔から排出された排出樹脂の周囲に配設された複数の噴射ノズルから冷却水を供給し、少量の冷却水で高効率に排出樹脂を冷却することを目的とする。
【解決手段】本発明による押出機の排出樹脂冷却方法及び装置は、ダイバータバルブ(1)の排出孔(2)の下方に位置し内方へ向けて配設された複数の噴射ノズル(5)からの冷却水(7)により冷却する方法と構成である。
(もっと読む)
高分子フィルムの製造装置および高分子フィルムの製造方法
【課題】高分子フィルム特にポリイミドフィルムを製造する際に、乾燥や熱処理をテンター式搬送装置を使用して実施する場合に、クリップで挟むことにより生じるフィルムの厚み斑やフィルム破断のリスクを低減できる高分子フィルムの製造に適した製造装置とその装置を使用して製造する高分子フィルムの製造方法を提供する。
【解決手段】クリップテンター式処理部を有する高分子フィルム製造装置において、クリップを高分子フィルム又は高分子前駆体フィルム両側端部を把持して搬送する把持開始時点でクリップの温度が180℃未満となるように冷却する手段を有する高分子フィルム製造装置とこれを使用する高分子フィルム製造方法。
(もっと読む)
表面層加熱処理装置、表面層加熱・急冷処理装置

【課題】連続的に加熱処理ができる、エネルギーとスペースに無駄がない、効率的でコンパクト化が可能な表面層加熱処理装置を提供する。
【解決手段】円筒形体の外側面の表面層を加熱処理する加熱処理装置であって、
加熱処理の対象の被処理物を保持する保持手段、被処理物を回転するように保持手段を回転させる回転駆動手段、前記表面層を加熱処理する加熱手段を備えた加熱処理、被処理物を加熱処理室外部から加熱処理室入口、加熱処理室、加熱処理室出口を通り加熱処理室外部へ導く被処理物搬送路、及び、被処理物を被処理物搬送路上で移動させて、加熱処理室内に搬入し、熱処理終了後の該被処理物を加熱処理室外へ搬出する被処理物搬送手段を備えた表面層加熱処理装置において、加熱手段が赤外線加熱源である表面層加熱処理装置。
(もっと読む)
樹脂チューブの製造方法
【課題】樹脂チューブ内の残留応力を解消して耐疲労性を向上させた樹脂チューブを得ることのできる樹脂チューブの製造方法を提供する。
【解決手段】樹脂材料を成型して樹脂チューブ1とし、得られた樹脂チューブ1に、その残留応力を除去するための熱処理を施す。かかる熱処理は、好適には、樹脂チューブの樹脂材料の融点以下の温度で一定時間保持した後、常温まで徐冷する処理とする。樹脂チューブの樹脂材料としては、エンジニアリングプラスチック系の高結晶性樹脂、例えば、ポリアセタールまたはポリエーテルエーテルケトンが好適である。
(もっと読む)
バイオマス原料由来の樹脂成形体の製造方法、及びこれにより得られるバイオマス原料由来の樹脂成形体
【課題】成形サイクルを長くすることなく、樹脂の結晶化を促進でき、優れた耐衝撃強度、及び耐熱温度を有する生分解性材料よりなる成形品を得る。
【解決手段】バイオマス原料由来の樹脂の結晶化温度未満で、かつガラス転移温度未満に保持された金型内5に、バイオマス原料由来の樹脂、又は石油原料由来の樹脂とバイオマス原料由来の樹脂とのブレンド樹脂を射出し、その後、冷却固化することにより得られるバイオマス原料由来の樹脂成形体の製造方法であって、前記金型5から離型して成形品1(ハウジング)を得る工程を行い、その後に、前記成形品1の形状寸法精度を必要とする箇所を支持した状態で結晶化させるアニール工程を行う。
(もっと読む)
成型品熱処理装置
【課題】変形した成型品の熱膨張方向や加熱温度分布をほぼ一定にして所望形状に修正する。
【解決手段】成型品の一面側形状と一致する平面形状で内部に流路が設けられた第1保持部材と、成型品の他面側形状と一致する平面形状で内部に流路が設けられた第2保持部材と、第1及び第2保持部材相互を近接させる作動部材と、第1及び第2保持部材の流路に熱媒を供給して回収する熱媒供給手段とを備える。成型品を第1及び第2保持部材間にて拘束した状態でそれぞれの流路内を流通する熱媒により加熱して所望形状に熱変形可能にする。
(もっと読む)
シート状物の乾燥方法及び装置並びにシート状物の冷却方法及び装置
【課題】 複数のシート状物を容易に且つ効率良く冷却することが可能な複数のシート状物の冷却方法、並びに設置スペース及び設備コストが小さい複数のシート状物を冷却するための複数のシート状物の冷却装置、などを提供する。
【解決手段】 シート状物の冷却方法及び冷却装置は、鉛直方向から0度以上90度未満の角度で直立又は傾斜すると共に互いに接触して並置された複数のシート状物に気体を吹付けることにより前記複数のシート状物を離間させると共に前記複数のシート状物の間隙に気体を通過させて前記複数のシート状物を冷却する。
(もっと読む)
プラスチックから成る殊にリング状の部材の内法寸法の補正のための方法
本発明は、熱可塑性のプラスチック若しくは少なくとも部分的に結晶性のプラスチックから成る殊にリング状の部材(14)の寸法補正のための方法、該方法によって成形されたリング状の部材(14)、及び該方法に用いられる振動発生装置(20,30,32)に関する。本発明に基づき、振動発生装置(20,30,32)を励起して振動を発生させ、かつ軸線方向の所定の送りでリング状の部材(14)内に挿入する。振動発生装置(20,30,32)とリング状の部材(14)との部分的な接触によって、リング状の部材はガラス転移温度(T)を越えるまで部分的に加熱される。リング状の部材(14)内に振動発生装置(20,30,32)の寸法補正区分(24)を入り込ませることによって、リング状の部材の内径寸法は高い精度で経済的に規定される。  (もっと読む)
(もっと読む)
芳香族ポリカーボネート系樹脂発泡体の製造方法及び芳香族ポリカーボネート系樹脂発泡体
【課題】
本発明は、高温下で使用しても寸法が狂うことがない芳香族ポリカーボネート系樹脂発泡体の製造方法、及びその芳香族ポリカーボネート系樹脂発泡体を提供することを目的とする。
【解決手段】
本発明の芳香族ポリカーボネート系樹脂発泡体の製造方法においては、芳香族ポリカーボネート系樹脂からなる押出発泡体を、該芳香族ポリカーボネート系樹脂の[ガラス転移温度(Tg:℃)−40℃]以上ガラス転移温度(Tg:℃)以下の温度で加熱してから、[ガラス転移温度(Tg:℃)−100℃]以下に冷却する熱処理工程により芳香族ポリカーボネート系樹脂押出発泡体を製造する方法であり、該熱処理工程において、得られる該発泡体を[ガラス転移温度(Tg:℃)−40℃]で30時間の加熱試験後の寸法変化率が0.15%以下となるように熱処理することを特徴とする。
(もっと読む)
被成形体を圧縮成形、熱調節、移送及び検査するための装置
所定量のペースト状プラスチックを供給するよう配置する押出手段(2)と、上記所定量を圧縮成形して被成形体(8)を得るよう配置する成形手段(6)を備える成形用カルーセル手段(7)と、上記被成形体を熱的に調節するための熱調節用カルーセル手段(9;109)を含む装置であって;カルーセル手段(11)と、上記カルーセル手段(11)によって支持し、上記カルーセル手段(11)に関して可動にして、被成形体(8)を移動させる搬送ユニット手段(12;101)と、上記被成形体(8)を熱的に調節するよう配置する熱調節手段(13)とを含み、該熱調節手段(13)を上記搬送ユニット手段(12;100)と関連させる装置。 (もっと読む)
樹脂成形品の取出し装置
【課題】 成形後の変形も自動で矯正可能とする樹脂成形品の取出し装置を提供する。
【解決手段】 金型11、12によって成形された後の樹脂成形品200を保持部130によって保持して、金型11、12外に取出す樹脂成形品の取出し装置において、保持部130に、樹脂成形品200が保持部130によって保持されている間に、樹脂成形品200の冷却収縮に伴う変形の方向とは逆方向の力を加えて矯正する矯正部134を設ける。
(もっと読む)
強度が向上された架橋重合体状材料および製造方法
軸方向に対して直角の方向で圧縮力を架橋した重合体に加えることにより、放射線架橋(50kGy)した、圧力処理したUHMWPE材料を開発した。次いで、変形した材料を、変形した状態に維持しながら、冷却する。得られた材料は、異方性であり、軸方向に沿って高い強度を有する。この特定方向で加工した材料は、5気圧酸素を含む圧力容器中での4週間の促進エージング(ASTM F2003)後でも、酸化に対して安定している。その酸化安定性のために、この変形処理した材料は、再融解された、架橋したUHMWPEに以前から使用されている空気透過性包装およびガス滅菌に好適な候補である。 (もっと読む)
熱可塑性ポリウレタンチューブの製造方法
【課題】 構造制御がチューブ全体に均一に行なわれた熱可塑性ポリウレタンチューブの製造方法を提供することである。
【解決手段】 熱可塑性ポリウレタンチューブを流動開始温度Tm以下でガラス転移点Tg以上の温度T1に加熱し、ついで温度T2(但し、Tm>T1>T2>Tg)に温度降下させ、該温度T2で加熱した後、冷却して相分離構造を有する熱可塑性ポリウレタンチューブを製造するにあたり、複数の赤外線ヒータ1を前記ポリウレタンチューブ2の周方向に配設して該ポリウレタンチューブ2を加熱するものである。これにより、チューブ2全体に均一な構造制御が可能となる。
(もっと読む)
形状記憶特性を有するアモルファス及び半結晶質ポリマーのブレンド
形状記憶特性を有するアモルファスポリマー及び半結晶質ポリマーとのブレンドを、ポリ(フッ化ビニリデン)、ポリラクチド、ポリ(ヒドロキシブチレート)、ポリ(エチレングリコール)、ポリエチレン、ポリエチレン−コ−酢酸ビニル、ポリ(塩化ビニル)、ポリ(塩化ビニリデン)及びポリ(塩化ビニリデン)とポリ(塩化ビニル)のコポリマー類のような結晶質ポリマーと、ポリ(酢酸ビニル)、ポリメチルアクリレート、ポリエチルアクリレート、アタクチックポリメチルメタクリレート、アイソタクチックポリメチルメタクリレート、シンジオタクチックポリメチルメタクリレート及びその他のポリアルキルメタクリレート類のようなアモルファスポリマーとをブレンディングすることによって製造した。該ポリマー材料の製造法及びその用途、例えばスマートな医療機器としての用途も開示されている。 (もっと読む)
プラスチック片の成形後冷却のための方法及び装置
成形されたプラスチック片を冷却する方法及び装置は、複数のプラスチック成形品を保持すべく構成されている取出し構造体/工程(13)を好適に備えており、複数のプラスチック成形品は、これらのプラスチック成形品の閉塞端部が取出し構造体(13)の内側に向けて配置され且つそれらのプラスチック成形品の開放端部が取出し構造体の外側に向けて配置されるように、向けられる。移動構造体/工程が、取出し構造体(13)と第1冷却ステーション及び第2冷却ステーションのうちの少なくとも1つの冷却ステーションとの間の、相対的な移動を引き起こすべく構成されている。第1冷却ステーション(20)は、複数のプラスチック成形品の開放端部を通して、それらのプラスチック成形品の内側へ冷却流体を供給すべく構成されている第1冷却構造体/工程を備えている。第2冷却ステーション(22)は、複数のプラスチック成形品の開放端部を通して、それらのプラスチック成形品の内側へ冷却流体を供給すべく構成されている第2冷却構造体/工程を備えている。  (もっと読む)
(もっと読む)
取出しおよび冷却システムおよびその方法
取出しおよび冷却の方法および装置は、プラスチック成形品を成形機から冷却ステーションまで、さらに冷却ステーションを経て搬送するものであり、好ましくは、主支持体を有する取出し装置と、該主支持体によって担持される、エンドレス経路内を移動するコンベヤーと、該支持体近傍のカムと、該コンベヤーによって担持されて該コンベヤーと共に該エンドレス経路に沿って移動する、該カムの輪郭に応動して該支持体に対する該アームの位置を変更する従動子を含む複数のアームと、各アームによって担持される少なくとも1つのホルダーを含む。各ホルダーは、少なくとも1つの成形品を収容して運んで、成形品の搬送を助長し、可撓性かつ弾性のものであって、該ホルダーの少なくとも一部の、関連するアームに対する相対移動を可能にする。 (もっと読む)
プラスチック部材の調整装置及びプロセス
予備成形品(5)を調整するために多くのホルダ(7)に合うような面を有することを特徴とする冷却タレット(6)から成る、プラスチック予備成形品(5)を調整するための装置及びプロセス。このタレットは、水平軸(X)の周囲を回転し、予備成形品を金型から降ろすアーム(3)の下にある上部分と、予備成形品(5)をタレット(6)から抜き取るためのテーブルの近くにある下部分と、の間を垂直に横切る。タレットの構造は、二つの平行しているバー(18、19)、及びホルダ(7)の基礎部が取り付けられた幾つかの連結プレート(14)、から成る。  (もっと読む)
(もっと読む)
プラスチック製物体用射出成形装置及び方法
【課題】 プラスチック製プレフォーム(5)型成形装置及び方法を提供する。
【解決手段】 本装置は、複数の射出成形キャビティが設けられた射出成形金型、プレフォーム(5)を金型から取り出すための、ギロチン状把持エレメントが設けられた、プレフォームを把持するため、開放位置の金型半部間に存在する空間と外部位置との間を移動するアーム(3)、及びプレフォーム(5)の調整を行うための一群のカップ(7)が面に設けられた冷却タレット(6)を含み、このタレットは、水平軸線を中心とした回転移動及び抜き出しアームの下のプレフォームを受け取るための比較的高い位置とプレフォーム(5)の抜き出しテーブルと対応する下位置との間での垂直方向並進移動を行い、抜き出しテーブルには、プレフォームのリング(9)の下を把持し、カップ(7)から抜き出すための歯形状制限部が設けられた長さ方向スロットが設けられている。
(もっと読む)
ポリテトラフルオロエチレン処理
1枚以上のPTFEフィルムが、20時間を超える時間、摂氏150度(℃)を超える温度に加熱され、次に、PTFEフィルムが冷却される。PTFEフィルムは、200℃を超えて250℃未満の温度に、最も好ましくは約228℃の温度に加熱してもよい。PTFEフィルムは、50時間を超える間か、または最も好ましくは約100時間、一定の温度に維持してもよい。PTFEフィルムは、熱処理可能なPTFEフルオロポリマーフィルムであってもよく、また多数の熱影響部を有してもよい。熱影響部は、熱処理の前後に作られてもよい。一般に熱影響部は、通常は圧力下で2枚以上のPTFEフィルムを一緒に溶接することによって、もたらされる。被熱処理ポリテトラフルオロエチレン(PTFE)フルオロポリマーが熱処理されるべき「最適」温度および「最適」期間が決定される。 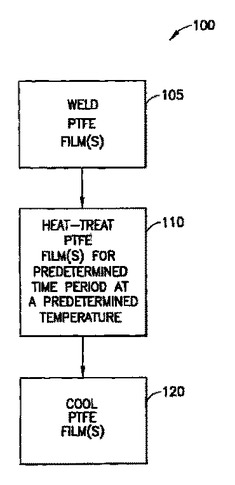 (もっと読む)
(もっと読む)
21 - 40 / 40
[ Back to top ]