
Fターム[4F202AD07]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120)
Fターム[4F202AD07]の下位に属するFターム
シート状 (892)
管状体 (141)
棒状体、線状体(←電線芯材) (191)
繊維製品(編織物、不織布、長繊維物、コード) (269)
多孔体・発泡体 (94)
構造材(←芯材) (457)
複合体 (339)
層状体、積層体 (321)
異形断面・非円形断面 (18)
部分に特徴がある部材 (367)
Fターム[4F202AD07]に分類される特許
21 - 31 / 31
樹脂成形部付軸受装置の製造方法及び樹脂成形部付軸受装置

【課題】 軸受外周面と固着する樹脂成形部の内径側に高強度が確保されてなる樹脂成形部付軸受装置、及びその製造方法を提供する。
【解決手段】 外輪21の外周21aに樹脂成形部10が成形される樹脂成形部付軸受装置1の製造方法であって、キャビティ110内に軸受本体20がインサートされ、フェノール樹脂Rが、キャビティ110に対し樹脂成形部10の外周面側から射出され、キャビティ110内をラジアル方向内向きに移動して、外輪21の外周面21a側に到達する。
(もっと読む)
発泡成形品に対する面ファスナの取付け方法、及びこの方法で成形した面ファスナ付き発泡成形品

【課題】表皮材側のループ材の被係合部に発泡成形体側の面ファスナをより確実に係合させることができるようにするとともに、発泡成形品に不良品が出るのを抑制する。
【解決手段】
一方のベース面側に係合部を設けて成る帯状の面ファスナ4を、成形型1側の型部材2の収容凹部3に収容し、その収容状態で発泡成形して面ファスナ4を発泡成形品に一体に取付ける発泡成形品に対する面ファスナの取付け方法であって、面ファスナ4の長手方向両端部に軟質ウレタンフォーム14を貼着し、面ファスナ4を軟質ウレタンフォーム14とともに型部材2の収容凹部3に収容した状態で発泡成形する。
(もっと読む)
RTM成形方法、および、RTM成形方法用プリフォーム。
【課題】
大量生産に対応でき、且つしわのないRTM成形方法を提供する。
【解決手段】
所望の積層角度に配置した強化繊維織物を複数層積層し、上型に最初に接触する部分で連続または間欠に強化繊維織物を連結する。強化繊維を上型に最初に接触する部分で連結することにより、ハンドリングが良く、上型で押さえたときに各層がそれぞれ連結部方向に引っ張られ、製品の裏表での曲率の違いがあっても、各層が一定の安定した張力を持ち形状賦形性を持もつ複数層連結された強化繊維織物を得ることが出来、強化繊維の“しわ”のないRTM成形品を得ることができる。
(もっと読む)
電波透過性を有する金属色加飾成形体の製造方法
【課題】金属色パターンを有するフィルムを基礎に、これに予備賦形を施すことなく、電波透過性を有する金属色パターン加飾成形体を効率良く製造する。
【解決手段】金属色パターンを呈するフィルムアセンブリ10を基礎に、金属色パターンの視認される側に、透明性のあるクリヤ層20を設けるクリヤ層形成工程と、このように形成されたものの上記金属色パターンの視認されない裏面側へ、本プラスチック成形体の基礎を成すベース基材部30をインジェクション成形手段等を用いて設ける担体部形成工程と、からなる。
(もっと読む)
ゴム型およびその製造方法
【課題】ゴム−金属板間の剥離を確実に防止して、最終的に得られる鋳造製品において、形状不良等の問題を生ずることのない、鋳型製造用のゴム型およびその製造方法を提供する。
【解決手段】タイヤのトレッドパターンを型取りした型取り面を有するゴム部20と、ゴム部20に固着されてゴム部20を補強する金属板2とを備え、金属板2が、厚み方向の貫通孔3A,3Bを少なくとも一箇所有するゴム型である。金属板2がゴム部20により厚み方向両側から挟持されてなる、サンドイッチ構造を有する。
(もっと読む)
異径筒体成形方法、同方法を使用する異径筒体成形装置及び同装置用中子
【課題】手作業によらずに高能率的に異径筒体の成形が可能な異径筒体成形方法を提供する。
【解決手段】割り型の空洞部の底部に異径筒体である成形品の径大側端部を遮蔽するキャップをセットする第1工程、(b)割り型の型締めをするとともに、中子を割り型の空洞部の所定位置に固定して、中子と割り型の間に所定のキャビティを形成する第2工程、(c)そのキャビティに溶融樹脂材料を注入し、冷却して成形品を成形する第3工程、(d)割り型を型開きするとともに、中子をその中子から成形品を軸方向に抜脱可能な位置に移動して固定する第4工程、(e)中子の中に形成してある空気通路に加圧空気を供給し、その加圧空気を中子の先端付近からその中子と成形品の間に吹き込んで、その成形品を前記中子から剥離し、かつその中子の軸方向に抜脱させる第5工程からなる。
(もっと読む)
車両用複合シャシ部片を製造する方法およびツール
本発明は、互いに対して調節可能な第1(14)および第2のツール部品(12)を備えるツール(10)内で、自動車両用の複合シャシ部片(16、28)、特にルーフモジュールを製造する方法に関する。外皮(16)が、第1のツール部品内に、外皮の第1のツール部品に面する側の外周領域(22)の少なくとも一部分(24)が、第1のツール部品に設けられた封止部材(18)内にきつく挿入されるように配置され、プラスチック材料(28)が、外皮の第1のツール部品とは反対側に面する側に付着され、このプラスチック材料の成形は、第2のツール部品によって実施され、この複合シャシ部片は、封止部材から開放され、ツールから取り外される。本発明は、さらに、対応するツールにも関する。 (もっと読む)
ゴム成形体の射出成形方法
【課題】成形型内に射出注入された未加硫ゴム組成物の流動性と、成形されたゴム成形体の脱型性とを確保し、未加硫のゴム成形体を円滑に射出成形することができる、ゴム成形体の射出成形方法を提供すること。
【解決手段】未加硫ゴム組成物の流動性が確保される温度に成形型6を加熱し、その成形型6のキャビティ11に未加硫ゴム組成物を射出注入した後、キャビティ11内に成形されたゴム成形体が未加硫状態である間に当該ゴム成形体を冷却して、未加硫状態のゴム成形体を成形型6より取り出す。
(もっと読む)
樹脂成形品の製造方法
【課題】 樹脂成形品でありながら、その色合いを金属色にすることができる樹脂成形品の製造方法を提供すること。
【解決手段】 透明又は半透明な流動状態の合成樹脂と金属粉とを混合して成る混合物を、その混合された金属粉と同種の金属粉が予め雌型に敷設されている型に注入する。すると、雌型に予め敷設されている金属粉は注入された混合物に付着して、注入した混合物はその状態で固化する。よって、その混合物が固化して成形される樹脂成形品の表面に金属粉を付着させることができる。従って、この樹脂成形品の色合いを金属粉の有する金属色にすることができる。
(もっと読む)
ゴルフボール成形用金型及びゴルフボールの製造方法
【課題】 ウエルドの発生をほとんど無くし、中間ベントピンに起因するバリの形成を低減させてボールの外観不良を可及的に少なくすることができる品質に優れたゴルフボールを製造することを目的とする。
【解決手段】 上下型の割型からなり、内部にコア又は複数層からなる球状体が配置される球状のキャビティを有し、かつそれぞれ上記キャビティに進退可能な複数個のサポートピンと、上記割型の接合面に沿って所定間隔離間して配置された複数個の樹脂射出ゲートを備えたゴルフボールの成形用金型において、キャビティ内の空気又はガスを外部に逃散させる中間ベントピンを、溶融樹脂が互いに収束する箇所又はその近傍に位置するキャビティ外壁面に配設し、その配置数が各割型当り1個又は2個であることを特徴とするゴルフボールの成形用金型を提供する。
(もっと読む)
成形インサートとして使用するための射出成形された留め物品
一体形成フック領域を一つの面に有する射出成形インサートを、そのフック領域が成形物品の一つの面に存在する様に成形物品の部品として使用することができる。成形インサートを部品として有する成形物品は、射出成形、圧縮成形、ブロー成形、もしくは回転成形の様な種々の成形工程によって、または吹付け用樹脂、エポキシ系樹脂、もしくはガラス繊維系樹脂の様な成形用素材で形成することによって、形成することができる。 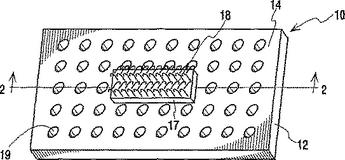 (もっと読む)
(もっと読む)
21 - 31 / 31
[ Back to top ]