
Fターム[4F202AD17]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 多孔体・発泡体 (94)
Fターム[4F202AD17]に分類される特許
1 - 20 / 94
樹脂成形品および樹脂成形品を用いたユニット
【課題】機構部品を支持する支持部を備えた構造体を発泡樹脂で成形するに当たり、該構造体の支持部における剛性低下を抑制することが可能となる樹脂成形品および樹脂成形品を用いたユニットを提供する。
【解決手段】機構部品を支持する支持部を備えた構造体を発泡樹脂で成形した発泡樹脂成形品であって、
前記構造体における前記機構部品を支持する支持部以外が、内部に気泡セルが複数分布する発泡部によって成形されると共に、
前記機構部品を支持する支持部が、前記気泡セルが内部に存在しない非発泡部によって、前記支持部以外の発泡部と一体成形された構成とする。
(もっと読む)
発泡合成樹脂成形体及びその製造方法

【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
離型フィルム
【課題】 プリント基板製造の際、熱プレス成型時に基盤の表面形状への追随性に優れ、熱プレス時における接着剤のはみ出し、及びフィルム端面でのクッション層の浸み出しを抑制する多層離型フィルム。
【解決手段】 中心層として示差走査熱量計による融点が60〜120℃である、電子線などの放射線にて容易に架橋するαオレフィン及び/あるいはαオレフィン系共重合体を有し、外層に示差走査熱量計による融点が200℃以上である、電子線などの放射線にて架橋しない離型層を有する多層フィルムを押し出し成型し、成型後、電子線などの放射線にて中心層のαオレフィン及び/あるいはαオレフィン系共重合体のみを選択的に架橋することを特徴とするプリント基板製造用多層離型フィルム。
(もっと読む)
樹脂成形体およびその製造方法
【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
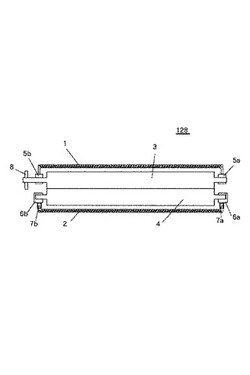
薄板樹脂製パネルおよびその製造方法
【課題】発泡樹脂製芯材シートと表皮材シートとの接着性を確保するとともに、金属製補強板の厚み方向の固定を可能とする薄板樹脂製パネルおよびその製造方法の提供。
【解決手段】内表面120同士を合わせることにより内部空間を形成する複数の発泡樹脂製芯材シート122と、該複数の発泡樹脂製芯材シート122それぞれの外表面123全体に接着された表皮材シート124と、内部空間に保持された金属製補強板125とを有し、複数の発泡樹脂製芯材シート122の一方は、内表面120に凸部130を有し、複数の発泡樹脂製芯材シート122の他方は、内表面120に、凸部130と相補形状の凹部131を有し、凸部130が凹部131に嵌合することにより、複数の発泡樹脂製芯材シート122により金属製補強板125を挟み込み、厚み方向に固定することを特徴とする薄板樹脂製パネル100。
(もっと読む)
シートパッドの製造方法
【課題】成形型への小パッドの取付作業性を向上するとともに、シートパッド損傷のおそれを低減することができるシートパッドの製造方法を提供する。
【解決手段】成形型の内面に小パッド14を保持させておき、該成形型内に発泡原液を供給して発泡させることにより、パッド本体に小パッド14が一体化されたシートパッドを製造するに際し、成形型の内面に先端が拡大した横断面形状を持つ凸条28を設けておくとともに、小パッド14における成形型に対する取付け面14Aに凸条28が嵌合する凹溝30を設けておき、凸条28と凹溝30を嵌合させて小パッド14を成形型に保持させる。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接エアを供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型17と、成形型17の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面にエアを供給して離型を促進するエア供給部26と、エア供給部26に接続されるエア供給系と、を備え、エア供給部26は、エア供給系26から供給されたエアを噴出する複数の噴出孔24を有する。
(もっと読む)
シート用パッドの製造方法およびシート用パッド
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、高精度で、かつシートフレームとの間での擦れ音の発生を抑制可能なシート用パッドを形成すること。
【解決手段】金型10においてガス抜き孔12が開口するキャビティ面14に補強部材3を配置する配置工程と、キャビティ11内で発泡原料を発泡させ、発泡体を形成するとともに該発泡体に補強部材3を一体に固着させることで、シート用パッドを形成する発泡工程と、を有し、ガス抜き孔12は、キャビティ面14のうち、被固定部を形成する被固定部の形成領域17に開口し、補強部材3において少なくともガス抜き孔12に対応する部分には、非通気性部材4が取り付けられ、発泡工程は、キャビティ11内で発泡する発泡原料により補強部材3をキャビティ面14に押し付けた状態で、非通気性部材4によりガス抜き孔12をキャビティ11の内側から覆うシート用パッドの製造方法を提供する。
(もっと読む)
成形体及びその製造方法
【課題】金属を用いることなく、光及び輻射熱を反射し、断熱性が向上した意匠性の高い成形体を作製することができる成形体の製造方法及び該方法により製造された成形体の提供。
【解決手段】成形体の製造方法は、成形金型内111に配置された空洞含有樹脂フィルム1上に、100℃〜320℃の溶融した樹脂50aを射出成形することを含み、前記空洞含有樹脂フィルムのSP値と前記樹脂のSP値との差の絶対値が、6.0未満である成形体の製造方法であって、前記空洞含有樹脂フィルムの平均厚みが25μm超200μm未満であり、前記成形体における樹脂部分の平均厚みが0.3mm超10mm未満であり、前記射出成形時における溶融した樹脂の射出圧力が200MPa未満であり、かつ、下記式(1)を満たす。(数4)t1×1/3×Qm×Vf>(Ti−50)×Ci×t2×1/200式(1)
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】発泡樹脂成形品の成形方法並びに成形装置に係り、製品板厚を自由に設定できるとともに、シルバーストリーク、発泡ムラ、凹凸不良等の成形不良を解消した外観性能に優れた発泡樹脂成形品の成形方法並びに成形装置を提供する。
【解決手段】キャビティ型51、コア型52とからなる成形金型50の上方に押し出しユニット60及びダイス61を設定し、ダイス61から下方向に向けて発泡樹脂シートSを押し出し、型開き状態にあるキャビティ型51、コア型52内に垂下状態で供給した後、成形金型50を型締めして、発泡樹脂基材31を所要形状にプレス成形するとともに、コア型52に連設した射出ユニット53から溶融樹脂Mを樹脂通路521を通じてコア型52の型面に設けた凹部522内に射出充填することで、機能性樹脂部材32,33を発泡樹脂基材31の裏面所定位置に融着一体化する。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を積層一体化した積層成形品の成形方法並びに成形装置であって、接着剤を廃止することで設備の簡素化、工数の低減を図るとともに、表皮の精度の良い形状出しを可能とした外観性能の優れた積層成形品の成形方法並びに成形装置を提供する。
【解決手段】成形金型50の上方に加熱ヒーター60、表皮ロール70を配置し、表皮ロール70から引き出した表皮22を加熱ヒーター60により任意温度に加熱した状態でキャビティ型51とコア型52との間に垂下させ、その後、キャビティ型51、コア型52を型締めした後、表皮22を真空・圧空成形することにより、表皮22を所要形状に成形する。次いで、表皮22の背面側に射出ユニット54を通じて溶融樹脂Mを射出充填し、樹脂芯材21を所要形状に成形するとともに、樹脂芯材21の樹脂熱により表皮22を熱融着させることでドアトリムアッパー(積層成形品)20を所要形状に成形する。
(もっと読む)
シートパッド
【課題】軟質発泡樹脂よりなるシートパッド本体と、該シートパッド本体の裏面側に配設する別部材とを備えるシートパッドであって、別部材とシートフレーム等との摺接で異音が発生せず、シートパッド本体と別部材との固定を従来よりも確実にしたシートパッドを提供する。
【解決手段】軟質発泡樹脂よりなるシートパッド本体と、該シートパッド本体の裏面側に配設する別部材と、を備えてなるシートパッドにおいて、前記別部材の外周面の少なくとも一部に、前記軟質発泡樹脂に対して浸透性を有する布状介装材を貼り付け、該布状介装材が貼り付けられた別部材の少なくとも一部およびシートパッド本体の裏面側の少なくとも一部をサポータ材で覆う。
(もっと読む)
合成樹脂成形品の製造方法
【課題】 表面層と裏面層とを有する合成樹脂成形品を製造するに当たって効率良く製造でき、しかも、この成形品の強度を向上させることのできる合成樹脂成形品の製造方法を提供する。
【解決手段】 可動型1を第1の成形位置に位置させることで第1のキャビティ41が形成されると共に、該第1のキャビティ41内に可動型2に沿って界面層シート6が配設される。この状態で第1のキャビティ41内に第1の合成樹脂組成物71が注入される。その後、可動型2を第2の成形位置に移動させることで可動型2と対向する面に上記界面層シート6が残置された第2のキャビティ42が形成される。この状態で第2のキャビティ42内に第2の合成樹脂組成物72が注入される。さらにその後、可動型2を離型位置に移動させることで、合成樹脂成形品7を得るようにした。
(もっと読む)
成形体及び成形方法
【課題】
解決しようとする課題は、従来のブロー成形のパリソン内に発泡ビーズを充填する方法は通常のブロー成形機では実施できず専用の装置を必要とし、装置が高価であることから非常なコスト高になってしまい、また、中空成形品にチップウレタンを重ねて、中空成形品単独では形成が困難な嵩高のものを形成する方法は安価ではあるが、発泡体と中空体とが基本的に別体なので在庫管理の手間が2倍かかるという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成される成形体に発泡体をインサート成形することにより前記課題を解決した。
(もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接水分を供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型3と、成形型3の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面に液状の水分を供給して離型を促進する水分供給部8と、水分供給部8に接続される水分供給系7と、を備え、水分供給部8は、水分供給系7から供給された水を噴出する複数の噴出孔であることを特徴とする。
(もっと読む)
シートパッド及びその製造方法
【課題】シートバックパッドの上部に形成される肉厚部を有するフランジ部にボイドが成形されず、かつ、成形時に発泡成形型の型割り位置に補強材がかみ込むことのないシートパッドを提供する
【解決手段】パッド本体部11及びパッド本体部11の上端から後方に突出して延在する張り出し部12、張り出し部12からパッド本体部11の下方向に向かって折曲して延在するとともにパッド本体部11の下方向に移行するに従ってパッド本体部11の後方向に漸次肉厚が増大する肉厚部13c及び肉厚部13cから連続するとともに漸次肉厚が減少する段差部13dを介して端縁がパッド本体部11の下方向に凸状に形成された先端部14を有するフランジ部13を備え、先端部14が先端部充填体20で形成され、かつ、先端部充填体20が補強材16の端部を押さえ込むとともに補強材16がシートパッドの内側面に張設される。
(もっと読む)
多色成形品、およびその製造方法
【課題】色分けの境界部を定めて高品位な多色成形品を提供し、さらに、そのような高品位な多色成形品を得ることが可能な多色成形品の製造方法を提供する。
【解決手段】多色成形品10の製造方法は、多色成形品の外形形状に合致したキャビティ21を形成する開閉自在な成形型20内に、第1と第2の樹脂材料11、12のそれぞれが含浸自在な多孔質体71を備えるシート部材70を配置し、シート部材を境にしてキャビティを第1と第2のキャビティ部23、24に分ける。次に、第1の樹脂材料を第1のキャビティ部に、第2の樹脂材料を第2のキャビティ部に充填する。そして、第1と第2の樹脂材料のそれぞれをシート部材の多孔質体に含浸させて、多色成形品における色分けの境界部14を形成する。
(もっと読む)
シートパッド
【課題】金型のガス抜き溝への樹脂の詰りや、インサート補材の落下、フィルムの設置による不具合等の問題を生ずることなく、パッド本体の係合溝付近へのボイドの発生を確実に防止することにある。
【解決手段】発泡樹脂製のパッド本体2の表面側に係合溝2a,2bを有するシートパッド1であって、一端部が前記係合溝2a,2b付近に位置するとともに他端部がパッド本体2の裏面側に延びる通気部材5を設置したことを特徴とするシートパッド1である。
(もっと読む)
成形品の製造方法及び液体供給ユニット
【課題】第1成形部材と第2成形部材との間に可撓性のシート部材を挟み込んだ状態でこれらを一体に成形してもシート部材の変形を抑制することが可能な成形品の製造方法及び液体供給ユニットを提供する。
【解決手段】液体供給ユニットは、可動型21にケース部材14を保持させるとともに固定型22に各針部材16を保持させる保持ステップと、ケース部材14の各周壁部の内側にフィルター15をそれぞれ配置する配置ステップと、金型20の型締めを行うことで、ケース部材14と各針部材16とで各フィルター15を挟持する型締めステップと、ケース部材14と各針部材16との接合箇所に形成される接合用キャビティ27に、溶融樹脂をケース部材14の各周壁部と各針部材16との間を通って各フィルター15側に向かって流れるように射出して、ケース部材14と各針部材16と各フィルター15とを接合する射出ステップとを行うことによって製造される。
(もっと読む)
1 - 20 / 94
[ Back to top ]