
Fターム[4F202AF14]の内容
プラスチック等の成形用の型 (108,678) | 表面の性状、外観に特徴ある成形品 (1,318) | 光沢(←鏡面) (55)
Fターム[4F202AF14]に分類される特許
41 - 55 / 55
射出成形用熱可塑性樹脂組成物、熱可塑性樹脂の射出成形方法、及び射出成形品
【課題】 射出成形により、艶消し性がよく、低光沢性に優れる成形品を、低コストで与える熱可塑性樹脂組成物、熱可塑性樹脂の射出成形方法、及び射出成形品を提供する。
【解決手段】 少なくとも(A)熱可塑性樹脂55〜83重量%、(B)オレフィン系ゴム7〜20重量%、および(C)無機充填剤10〜25重量%を含む射出成形用熱可塑性樹脂組成物であって、該(B)オレフィン系ゴム成分の重量平均分子量(Mw)が1.4×105〜1.9×105であることを特徴とする射出成形用熱可塑性樹脂組成物。
(もっと読む)
ポリビニルアルコール系フィルムの製造方法、およびポリビニルアルコール系フィルム
【課題】光学ムラのない、表面平滑性に優れたポリビニルアルコール系フィルムの製造方法、およびそれにより得られるポリビニルアルコール系フィルムを提供する。
【解決手段】表面にフッ素系樹脂膜を形成させたキャスト基材を用いて、キャスト法によりポリビニルアルコール系フィルムを製膜する工程により、ポリビニルアルコール系フィルムを製造する。
(もっと読む)
樹脂製リング形状品及びその射出成形方法

【課題】 樹脂製リング形状品を射出成形する場合にウェルドラインの発現を抑えて、成形されたリング形状品の意匠性を向上させる。
【解決手段】 コーナー部を有するリング形状のキャビティ13を備え、射出成形時に熱可塑性樹脂Rが上記キャビティ13内で互いに逆向きに流れ、その一方の流れがコーナー部に対応するキャビティ13のコーナー部を越えて他方の流れと合流する合流部23がキャビティ13のコーナー部に接近した位置になるようにゲートの位置を設定するとともに、キャビティ13のコーナー部外周縁部に合流部23から熱可塑性樹脂Rの他方の流れ方向下流側の延長線上に位置するように樹脂導入空間部21が絞り部21aを介して設けられた成形型を用意する。成形型のキャビティ13内にゲートより射出された熱可塑性樹脂Rを合流部23で合流させた後、樹脂溜まり部21に導入する。
(もっと読む)
樹脂成形品の製造方法
【課題】 樹脂成形品でありながら、その色合いを金属色にすることができる樹脂成形品の製造方法を提供すること。
【解決手段】 透明又は半透明な流動状態の合成樹脂と金属粉とを混合して成る混合物を、その混合された金属粉と同種の金属粉が予め雌型に敷設されている型に注入する。すると、雌型に予め敷設されている金属粉は注入された混合物に付着して、注入した混合物はその状態で固化する。よって、その混合物が固化して成形される樹脂成形品の表面に金属粉を付着させることができる。従って、この樹脂成形品の色合いを金属粉の有する金属色にすることができる。
(もっと読む)
樹脂製リング形状品及びその射出成形方法
【課題】 キャビティ内に射出された熱可塑性樹脂が分岐する箇所をキャビティから外側方に外し、リング形状品に光沢材の欠損箇所をなくして意匠性を向上させる。
【解決手段】 射出成形時に熱可塑性樹脂Rをキャビティ13内に射出するゲート15とキャビティ13を挟んで対向する樹脂導入空間部21を有する成形型を用意する。成形型のキャビティ13内にゲート15から射出された熱可塑性樹脂Rをその一部を樹脂導入空間部21に導入させつつ互いに逆向きに流れされてキャビティ13内に充填し、リング形状品を成形した後脱型し、樹脂導入空間部21で固化した樹脂固形物を必要に応じてリング形状品から切除する。
(もっと読む)
樹脂製リング形状品及びその射出成形方法
【課題】 樹脂製リング形状品を射出成形する場合にウェルドラインの発現を抑えて、成形されたリング形状品の意匠性を向上させる。
【解決手段】 射出成形時に熱可塑性樹脂Rがキャビティ13内を互いに逆向きに流れて合流する合流部23近傍に該合流部23の中心23aを起点として点対称となるように2つの樹脂溜まり部21をキャビティ13との境に絞り部21aを有するように形成した成形型(固定型9)を用意する。成形型(固定型9)のキャビティ13内に射出された熱可塑性樹脂Rを合流部23で合流させた後、各々の下流側の樹脂溜まり部21に導入してリング形状品を成形する。両樹脂溜まり部21で固化した樹脂固形物を脱型後にリング形状品から切除する。
(もっと読む)
非対称成形型の方位設定のための集成コアロック及び方法
光学面及び光学面に相対する非光学面を有する眼用レンズ金型部分を射出成形するための装置及び方法が提供される。装置は眼用レンズ金型部分の非光学面を形成するための集成非光学成形型を備える。集成光学成形型が集成非光学成形型に対向する位置関係にあり、集成非光学成形型とともに眼用レンズ金型部分を形成するための金型キャビティを形成する。好ましい実施形態において、集成光学成形型は回転可能な態様で取り付けられたコア部材(56)及びコア部材に取外し可能な態様で取り付けられた光学インサート(58)を有する。光学インサートは眼用レンズの非光学面に相対する眼用レンズの光学面を形成するための光学成形面(62)を有する。ロック機構(122)は、好ましい実施形態において、ピンがコア部材の回転を可能にする第1の位置とピンがコア部材の回転と防止する第2の位置の間で選択的に移動可能なロックピンを有する。  (もっと読む)
(もっと読む)
樹脂レンズの成形型
【課題】樹脂材料からなる微小レンズを高精度に成形できる成形型を得る。
【解決手段】表裏のレンズ面に対応する成形鏡面を有する一対の鏡面コアを、開閉可能な一対の胴型のコア支持孔にそれぞれ挿入支持した樹脂レンズの成形型において、一対の鏡面コアを対応する胴型のコア支持孔にそれぞれ挿入して固定し、一対の胴型の少なくとも一方に、該一対の胴型のパーティングラインに臨ませて、一対の鏡面コアによる成形空間から放射方向に延びる少なくとも二つの径方向突起形成空間を形成し、一対の胴型のいずれか一方に、この径方向突起形成空間に延びるイジェクトピンを進退自在に支持した樹脂レンズの成形型。
(もっと読む)
高光沢及び低光沢をもつカバー表皮
【課題】高光沢及び低光沢をもつカバー表皮を形成すること。
【解決手段】それぞれが第1表面仕上げ光沢及び第2表面仕上げ光沢を定める第1部分及び第2部分を有する真空形成されたトリム部品のカバー表皮であり、該第1の光沢は、該第2の光沢より、4より大きい差異だけ光沢が高い。
(もっと読む)
プラスチック成形品
【課題】プラスチック成形品を提供する。
【解決手段】本発明は、その表面が粒の山と粒の谷とを含む粒状模様を有する、ポリプロピレンからなるプラスチック成形品に関する。表面につや消しの外観を有する表面の書き込み感度を減少させるために、本発明によれば、粒の谷がつや消しの表面を有し、粒の山の頂が光沢のある表面を有することが提案される。本発明はまた、プラスチック成形品を製造する方法に関する。
(もっと読む)
型内塗装成形方法
【課題】 製品設計を行う上での自由度の低下を招くことなく、塗膜の形成時における光輝体の配向を整えて製品の意匠性を高めることが可能な型内塗装成形方法を提供する。
【解決手段】 型内塗装成形方法は、固定金型32と第1移動金型とを用いて開口部を有する基材を成形する工程と、固定金型32と第2移動金型とを用いて基材22の表面と第2移動金型との間に塗膜形成用キャビティ38を形成し、これに光輝体を含有する塗料を充填して基材22の表面に塗膜を形成する工程とを備えている。固定金型32には余剰塗料収容部41が設けられ、第2移動金型には塗料注入口39及び凸部40が設けられ、塗料注入口39と余剰塗料収容部41とは互いに凸部40を挟む対向位置にそれぞれ配設されている。そして、塗膜形成用キャビティ38に過剰量の塗料を注入することによって余剰となった塗料を余剰塗料収容部41内に収容した後、塗料を硬化させる。
(もっと読む)
射出成形用金型及び射出成形方法
【課題】 転写性が向上するとともに成形品に反りが発生することを効果的に防止でき、かつ、ハイサイクル化を損なうことのない射出成形用金型及び射出成形方法を得る。
【解決手段】 可動側金型10と固定側金型20とを有し、樹脂材からなる光学素子の射出成形用金型。可動側金型10及び固定側金型20のいずれにもコア型12,22と表面加工層14,24との間に断熱材13,23が介在されている。断熱材13,23が可動側金型10及び固定側金型20のいずれにも配置されているため、樹脂成形空間30に充填された樹脂の表裏面が温度差なく保温され、樹脂の流動性が従来より若干時間的に長く保持されることになる。これにて、微細形状14aの転写性が向上することは勿論のこと、成形品に反りが発生することが防止される。
(もっと読む)
電子ビーム表面平滑化装置および金型表面の処理方法
【課題】 金型表面の機械加工面の微細部分に高密度電子ビームで表面処理することで、精度及び効率良く金型表面の面粗度を改善することができる電子ビーム表面平滑化装置を提供する。
【解決手段】 CADデータ16を基に、高密度微細電子ビーム2の焦点を金型6の表面に結ばせるようにコンピュータ15で電子ビーム照射系、およびステージを制御し、金型表面の微細部分を順次、溶融固化させることで、前記金型の所望する領域の、機械加工あるいは放電加工を行っただけの面粗度の大きい表面を光沢表面に改良することを可能とした。
(もっと読む)
成形品の製造方法および浴室用カウンター
【課題】ねじれや反りの発生がない成形品の製造方法および浴室用カウンターを提供する
ことを目的としている。
【解決手段】アクリル樹脂シートを真空成形して得られる成形品の表面形状をした表面材
を、成形品の裏面形状の型面を有する注型用型内にセットし、注型用型の表面材裏面と成
形品の裏面形状の型面との間に不飽和ポリエステル樹脂および充填材を含むスラリーを充
填して、スラリーを硬化させて表面材の裏面に補強層を一体成形する成形品の製造方法に
おいて、前記スラリーが、低収縮剤およびガラス短繊維の少なくともいずれか一方の添加
によってその成形時の収縮度を表面材の収縮度近傍になるように調整されていることを特
徴としている。
(もっと読む)
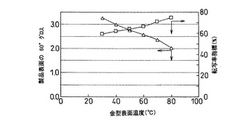
光沢レベルの調整
溶融材料(1)と接触する金型表面(4)と、金型表面(4)上の少なくとも1層のコーティング(6)と、金型表面(4)のための温度制御手段とを有する金型(3)内で溶融材料、特にプラスチックを射出成形する方法において、金型表面(4)を温度制御手段により冷却しており、それにより溶融材料がコーティングとの界面で凝固し、射出成形品を型から取出すことができる。この過程の間、溶融材料を金型表面(4)上のコーティング(6)と接触させており、射出成形品について指定した60°光沢レベルおよび/または色値Lが得られるようにコーティング材料の熱浸透率と整合させて、前記コーティング(6)の厚さを選択する。 (もっと読む)
41 - 55 / 55
[ Back to top ]