
Fターム[4F202AH04]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 回転要素(ローラ、扇風機羽、スクリュー) (238)
Fターム[4F202AH04]に分類される特許
161 - 180 / 238
OAローラの製造方法
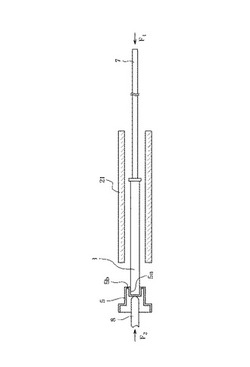
【課題】第1のキャップ5に嵌合された芯金1の他端のふらつきを防ぎ、金型21内周面を傷つけることなく芯金1をスムーズに金型21内へ挿入することが可能なOAローラの製造方法を提供することにある。
【解決手段】第1のキャップ5に嵌合された芯金1の他端を金型21の一方の開口部側に待機させ、金型21の他方の開口部から支持棒7を金型21内に挿入し、支持棒7の先端で芯金1の他端の端面を金型軸方向に押し付けたあと、次いで、支持棒7の先端を芯金1の他端の端面に押し付けたまま芯金1を、その一端側を他端側に向けて押しながら金型21内へ挿入し、第1のキャップ5によって金型21の一方の開口部を閉塞したあと支持棒7を芯金1から離し、その後芯金1の他端に第2のキャップ9の中心穴を嵌合させると共に第2のキャップ9によって金型21の他方の開口部を閉塞する。
(もっと読む)
ゴムローラの成形金型、ゴムローラの製造方法

【課題】金型のオーバーフロー部におけるゴムバリの残留を抑制し、ゴムバリの除去が容易となるゴムローラの成形金型、ゴムローラの製造方法を提供する。
【解決手段】円筒状金型の両端部の開口において篏合する第一及び第二の駒型と、第一及び第二の駒型によって円筒状金型内で保持可能とされた軸体とを有し、
いずれか一方の駒型の側から前記円筒状金型内にゴム材料を注入し、前記軸体の外周にゴムローラを成型するゴムローラの成型金型において、
ゴム材料の非注入側の駒型に、前記円筒状金型内から金型外に向かって徐々に小さくなる断面を有するオーバーフロー用の穴乃至は溝1aと、これらに連通するエアベント穴乃至は溝1bが設けられた構成とする。
(もっと読む)
ゴムローラの成形金型、ゴムローラの製造方法
【課題】金型のオーバーフロー部におけるゴムバリの残留を抑制し、ゴムバリの除去が容易となるゴムローラの成形金型、ゴムローラの製造方法を提供する。
【解決手段】円筒状金型の両端部の開口において篏合する第一及び第二の駒型と、第一及び第二の駒型によって円筒状金型内で保持可能とされた軸体とを有し、
いずれか一方の駒型の側から前記円筒状金型内にゴム材料を注入し、前記軸体の外周にゴムローラを成型するゴムローラの成型金型において、
ゴム材料の非注入側の駒型が、前記円筒状金型の開口と嵌合する前記円筒状金型の長手方向中心軸に対して傾斜角θ1のテーパ形状の嵌合部を有し、
前記テーパ形状の嵌合部に、材料の注入量のバラツキを逃がすための液溜まりとなる円周状の溝1bと、オーバーフローした材料を前記円周状の溝まで導く円筒状金型の長手方向の溝1cとが設けらた構成とする。
(もっと読む)
インサート成形用金型装置、及びインサート成形品の製造方法
【課題】成形後の後加工をすることなく、優れた品質を有する樹脂部品を形成することができるインサート成形用金型装置、及びインサート成形品の製造方法を提供すること。
【解決手段】インサート部品である軸体50の全周を囲むように配置されたキャビティ38に、溶融した樹脂を充填して、軸体と樹脂とを一体的に形成するようにしたインサート成形用金型装置であって、軸体50はその長手方向が起立するように配置され、キャビティ38は、樹脂を受け溜める受容部44を通って、樹脂が充填されるようになっており、受容部44は、軸体50の全周を囲むようにして、軸体50の径方向に沿ったキャビティの側面38cに開口した開口部37を介して、キャビティ38とつながっている。
(もっと読む)
導電性ローラ用成形型
【課題】弾性層の外径寸法の振れが小さい上、外径が9mm以下の導電性ローラを製造することが可能な導電性ローラ用成形型を提供する。
【解決手段】両端にそれぞれ開口部2A,2Bを有する内径9mm以下の円筒状のモールド本体3と、該モールド本体3の開口部2A,2Bにそれぞれ嵌合されたキャップ部4A,4Bとを備える導電性ローラ用成形型において、キャップ部4A,4Bが、中央に円筒状の開口部を有するキャップ本体5A,5Bと、該キャップ本体5A,5Bの開口部の中に配置されローラの軸1の端部を支持する支持部6A,6Bとをそれぞれ有し、前記キャップ本体5A,5Bと前記支持部6A,6Bとが、支持部6A,6Bの外周上に配設されたローラの軸方向に延びるリブ7A,7Bにより連結された構造とする。
(もっと読む)
マグネットローラおよびその製造方法
【課題】 従来の軸一体型マグネットローラ等では、ゲート側の磁束密度に比べ、反ゲート側の磁束密度が高くなる場合がある。
【解決手段】 成形金型内のマグネットローラに対し、ゲート側端部から反ゲート側端部に向かって冷却温度に勾配を設けてマグネットローラを成形する。
一つの態様として、「強磁性体粉末と樹脂バインダーとを含む溶融状態の混合物を磁場印加成形する工程を含むマグネットローラの製造方法であって、成形金型内でマグネットローラを構成するマグネットピースまたはマグネットローラに対して、ゲート側端部から反ゲート側端部に向かって冷却温度に勾配を設けた状態で成形する工程を含むことを特徴とする、マグネットローラの製造方法。」を解決手段とする。
(もっと読む)
ローラ成形型及びそれを用いたローラの製造方法
【課題】外径寸法の振れが小さいローラを製造可能なローラ成形型を提供する。
【解決手段】両端に開口部2A,2Bを有するモールド本体3とその開口部2A,2Bに嵌合されたキャップ部4A,4Bとを備えるローラ成形型において、キャップ部4A,4Bが中央に円筒状開口部を有するキャップ本体5A,5Bとその開口部中に配置されローラ軸の端部を支持する支持部6A,6Bとローラ軸方向に可動自在で両端に開口を有する栓部材7A,7Bとを有し、キャップ本体5A,5Bと支持部6A,6Bとはリブ8A,8Bにより連結されており、注入側栓部材7Aのローラ軸方向内側端部は注入側キャップ本体5Aの円筒状開口部と注入側支持部6Aとの隙間に圧入可能であり、排出側栓部材7Bは排出側キャップ本体5Bに圧入可能であり、排出側支持部6Bがローラ軸方向外側端部に排出側栓部材7Bのローラ軸方向内側開口9に圧入可能な凸部10を有する構造とする。
(もっと読む)
ローラ成形型及びそれを用いたローラの製造方法
【課題】真円度の高いローラを製造することが可能なローラ成形型を提供する。
【解決手段】両端にそれぞれ開口部2A,2Bを有する円筒状のモールド本体3と該モールド本体3の開口部2A,2Bに嵌合されたキャップ部4A,4Bとを備えるローラ成形型において、キャップ部4A,4Bが両端にそれぞれ開口部を有するキャップ本体5A,5Bとそのローラ軸方向内側の開口部6A,6Bに弾性層材料の排出側から嵌挿されてローラの軸端部を支持しつつローラの軸方向に可動自在な可動支持部材7A,7Bとを有し、前記開口部6A,6Bが円筒部8A,8Bと該円筒部の内面に設けられた複数のリブ9A,9Bとからなり、前記可動支持部材7A,7Bが前記開口部6A,6Bに嵌挿可能な嵌挿部10A,10Bと該嵌挿部の排出側に位置し嵌挿部の外径よりも大きく且つモールド本体の内径よりも小さな外径の封止部11A,11Bとを有する構造とする。
(もっと読む)
ローラ成形型
【課題】外径寸法の振れを小さくできる上、弾性層端部にピンホール不良を発生させ難いローラ成形型を提供する。
【解決手段】両端に開口部2A,2Bを有するモールド本体3と該モールド本体3の開口部2A,2Bに嵌合されたキャップ部4A,4Bとを備えるローラ成形型において、キャップ部4A,4Bが中央に円筒状開口部5A,5Bを有するキャップ本体6A,6Bと該キャップ本体の円筒状開口部5A,5Bの中に配置されローラの軸1の端部を支持する支持部7A,7Bとを有し、キャップ本体6A,6Bと支持部7A,7Bとがローラの軸方向に延びるリブ8A,8Bにより連結された構造とした上、キャップ本体の円筒状開口部5A,5Bの外周と支持部7A,7Bの内周との同心度を10μm以下とし、モールド本体3の内面の同軸度を10μm以下とし、嵌合前の(キャップ本体の円筒状開口部5A,5Bの外径)−(モールド本体3の内径)の値を0〜50μmとする。
(もっと読む)
ローラ成形型及びそれを用いたローラの製造方法
【課題】断面形状が高い真円度を有するローラを製造することが可能なローラ成形型を提供する。
【解決手段】両端にそれぞれ開口部2A,2Bを有する円筒状のモールド本体3と、該モールド本体3の一方の開口部2Aに嵌合された弾性層材料の注入側キャップ部4Aと、前記モールド本体3のもう一方の開口部2Bに嵌合された弾性層材料の排出側キャップ部4Bとを備えるローラ成形型において、前記注入側キャップ部4A及び前記排出側キャップ部4Bが、中央に開口部を有するキャップ本体5A,5Bと、該キャップ本体5A,5Bの開口部に嵌挿されてローラの軸1の端部を支持し且つローラの軸方向に可動自在な可動支持部材6A,6Bとを有する構造とする。
(もっと読む)
画像形成装置用ローラおよびその製造方法ならびに成形型
【課題】セル開口性及び離型性が安定して良好な画像形成装置用ローラ及びその製造方法、並びにその製造に好適な成形型を提供する。
【解決手段】芯金2と芯金2上に形成された少なくとも一層のポリウレタンフォーム層を有する画像形成装置用ローラの製造用の成形型において、筒状型1と、芯金の両端部を支持するための下駒および上駒とを有し、筒状型内面の表面10点平均粗さRzが0.8μm以上5μm未満であり、且つ、成形型内面に画像形成装置用ローラの脱型を容易にする離型剤固形膜を有する。上記画像形成装置用ローラの製造方法において、上記成形型に芯金を配置する工程;ポリウレタンフォーム層の材料を成形型内に導入して発泡硬化させる工程;および成形型より画像形成装置用ローラを脱型させる工程を有する。この方法により画像形成装置用ローラを製造することができる。
(もっと読む)
弾性ローラの脱型方法
【課題】筒状金型の中空部に金型と平行に配置したシャフトと、この中空部に材料を注入し硬化させて形成した弾性層とよりなる弾性ローラを、弾性層の厚さ小さくても、容易に金型から取り出すことのできる弾性ローラの脱型方法を提供する。
【解決手段】シャフト1の金型一方側の端を押して、シャフト1を金型他方側に第一の距離だけ変位させたあと、弾性ローラ10の金型一方側の端面と金型内周面とで画成される空間23に加圧気体を流入させ、シャフト1の金型他方側の端をクランプ9で把持して、弾性ローラ10を金型他方側に取り出す弾性ローラの脱型方法である。
(もっと読む)
弾性体ローラの成形方法
【課題】状金型の中空部に配置された芯金の周囲に弾性体材料を注入して弾性体ローラを形成する際、前記筒状金型を、広い設置スペースを必要とすることなく、しかも短時間で予め予熱しておくことのできる、弾性体ローラの製造方法を提供する。
【解決手段】芯金を含む芯金入り金型14の予熱を電磁誘導加熱によって行う。
(もっと読む)
ローラ芯金溝部の清掃方法
【課題】ローラの芯金の端部に設けられた周方向に延在する溝部の中で硬化した樹脂もしくはゴム材料を効率的に除去して溝部を清掃する方法を提供する。
【解決手段】芯金1と直角の向きに張り渡され、溝部4の溝幅よりも細い直径のワイヤ7を前記溝部に食い込ませ、弾性ローラを回転させ、もしくは、ワイヤ7を長さ方向に往復変位させて溝部底面と前記ワイヤとを相対変位させて、樹脂もしくはゴム材料Mを掻き落とす。
(もっと読む)
弾性体ローラ成形用金型の表面粗さ回復方法
【課題】筒状金型の中で発泡体形成材料を発泡成形させて形成される弾性体ローラの発泡弾性体層の外周面を特定する、金型内周面に施されたフッ素樹脂入りフッ素コート層の、前記発泡弾性体層の成形に伴う摩耗によって低下する表面粗さを低コストで回復させることのできる弾性体ローラ成形用金型の表面粗さの回復方法を提供する。
【解決手段】金型21を300〜400℃の温度に30〜100分間保持する熱処理を行ったあと、0〜50℃の範囲にまで急冷することによりフッ素樹脂入りフッ素コート層4を回復させる。
(もっと読む)
マグネットローラの製造方法
【課題】筒状金型の中空部よりなるキャビティに、磁場を印加しながら、金型長さ方向一方側の端から磁粉入材料を注入するに際し、磁粉入り材料の水分率や温度を上げたりすることなく、長さ方向磁力分布におけるリップルの発生を抑制することのできるマグネットローラの製造方法を提供する。
【解決手段】金型1を、金型長さ方向一方側を高い温度に、他方側を低い温度に温度調節して前記磁粉入材料を注入する。
(もっと読む)
マグネットローラ成形用金型
【課題】金型中空部分の、円筒壁面部分とテーパ状壁面部分との境界となる角部の、磁力のもっとも強い磁石に対応する部分が集中的に摩耗するのを抑制し、マグネットローラ主極の磁力がこれによって経時変化するのを防止することのできるマグネットローラ成形用金型を提供する。
【解決手段】このマグネットローラ成形用金型1は、磁力のもっとも強い磁石16Aに対応するキャビティ周方向位置で、キャビティ壁面7aは、断面形状において他の壁面部分より曲率半径の小さい弧状凸部3を有るとともに、キャビティ延長部8の、少なくともキャビティ7に連続する部分を、キャビティ壁面7aを長さ方向にまっすぐ延長させて構成される。
(もっと読む)
現像剤量規制ブレード形成用金型、および、それによって形成される現像剤量規制ブレード
【課題】低温低湿の環境下でも画質を良好なものにすることのできる現像剤量規制ブレード形成用金型、および、それによって形成された現像剤量規制ブレードを提供する。
【解決手段】現像剤量規制ブレード形成用金型10は、金属プレートを配置するプレート配置空間14と、このプレート配置空間14に隣接する、弾性部材成形用の帯状のキャビティ15とを具え、このキャビティ15を画成するキャビティ面20の、キャビティ幅方向断面における少なくとも一部の面20aにはシボ加工を施されるとともに、シボ加工された面の表面粗さRyは10μm以下となるよう構成されている。
(もっと読む)
マグネットローラの製造方法
【課題】筒状金型の中空部よりなるキャビティに、磁場を印加しながら、金型長さ方向一方側の端から磁粉入材料を注入するに際し、磁粉入り材料の水分率や温度を上げたりすることなく、長さ方向磁力分布におけるリップルの発生を抑制することのできるマグネットローラの製造方法を提供する。
【解決手段】金型1を、金型長さ方向一方側を高い温度に、他方側を低い温度に温度調節して前記磁粉入材料を注入する。
(もっと読む)
ロールの製造方法
【課題】本発明は、アンダーカット部を有するロールを製造する際、分割型を使用することなく製造したロールを円滑に脱型させることを課題とする。 【解決手段】 芯棒体9と、ゴム層10とからなり、アンダーカット部有するロール11をロール成形型1で製造し、該ロール成形型1および/または該ロール11を加熱および/または冷却し、熱膨張量または熱収縮量の差によって該ロール成形型1と該ロール11との間に間隙Cを形成した上で、該ロール11を該ロール成形型1から脱型する。 (もっと読む)
161 - 180 / 238
[ Back to top ]