
Fターム[4F202AH59]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | スポーツ用具・ゲーム・玩具 (48)
Fターム[4F202AH59]の下位に属するFターム
ボール(テニスボール、バレーボール) (11)
人形 (6)
Fターム[4F202AH59]に分類される特許
21 - 31 / 31
水中呼吸装置用マウスピース
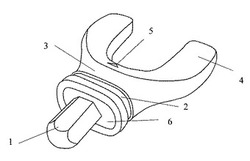
【課題】顎関節に障害のある者、歯のなくなった高齢者、市販の水中呼吸装置用マウスピースでは十分な適合を得られない歯列不正者に対して、口腔周囲筋や顎関節などの負担が少なく適合性の高い水中呼吸装置用マウスピースを、容易に短期間で作成するための作成方法を提供する
【解決手段】市販のマウスピースと同形態の気体導入筒部および、犬歯部から大臼歯部まで咬合できるバイト部を併せ持つ熱流動性材料からなる構造体を利用して上下顎顎間関係を記録し、その後歯の咬合面や歯肉の形態に合わせて熱流動性材料を用いて整形を行い、埋没、流蝋した上でゴム状弾性材を填入し使用者個人の口腔内に適合した水中呼吸装置用マウスピースを作成する
(もっと読む)
立体成型品及びその製造方法並びにその用途
本発明は、硬化性シリコーン組成物の架橋物からなる立体成型品であって、前記硬化性シリコーン組成物の少なくとも一部を前記架橋物の誘電率よりも大きい誘電率を有し、前記架橋物に対して剥離性を有する基材と接触した状態で架橋させて得られた立体成型品に関する。接着現場における成型機並びにプライマー乃至接着剤の使用を必要とせず、複雑な立体形状を有するシリコーンゴムを任意の材質の基体へ容易に且つ比較的短時間で接着させることが可能であり、得られる製品のシリコーンゴム部分に気泡の混入や欠損がない。 (もっと読む)
遊技盤の成形方法及び成形金型

【課題】合成樹脂製の遊技盤の成形において、ウェルドの発生を防止すること。
【解決手段】キャビティ室35内に溶融状態の合成樹脂を射出し、未硬化の状態で釘用下穴ピン37をキャビティ室35内に突出させ、キャビティ室35内で合成樹脂(遊技盤1)が固化したら、釘用下穴ピン37を引き抜いた後に型開する。射出、充填時に釘用下穴ピン37がキャビティ室35に無いので、釘用下穴ピン37が原因となってウェルドが発生することはない。型開に先立って、遊技盤1を金型30で保持した状態で抜くので、釘用下穴ピン37を確実に遊技盤1から引き抜くことができる。
(もっと読む)
遊技盤成形金型及び遊技盤の成形方法。
【課題】 合成樹脂製の遊技盤を成形するための金型の製造コストを低減する。
【解決手段】 成形金型1は、表示装置の画面を臨ませるための表示窓12が設けられた遊技盤10を成形するための金型であって、表示窓12を形成するための駒4を交換可能である。表示窓12の形状は機種毎に異なるが、遊技盤10の外形形状は、同じ遊技機メーカーのものであれば機種毎では異ならない。成形金型1は駒4を交換可能であるから、A社の遊技盤10の外形形状に合わせて固定型2及び可動型3を製造しておいて、表示窓12を形成するための駒4を機種毎に変更すれば、A社の遊技盤10については機種毎に駒4を製造するとしても、機種毎に固定型2及び可動型3を製造する必要がなくなる。
(もっと読む)
孔を有する樹脂成形体の製造方法
【課題】低歪で、孔の寸法精度に優れ、かつウエルドラインが消失された状態で射出成形により孔が設けられた樹脂板を製造する方法を提供する。
【解決手段】キャビティ壁部の一部に孔を設け、この孔に挿入されて往復運動する孔ピン5を有する可動側金型1と固定側金型3とを型締めして成形キャビティを形成し、該孔ピン5が完全に孔に挿入されていてキャビティ壁部面が実質的にフラットな状態において、このキャビティ内に溶融した熱可塑性樹脂8を射出充填した後、樹脂のコア層の温度がガラス転移温度+30℃以上の時点で該孔ピン5を孔から突出させてキャビティに押し込み、その後コア層の温度がガラス転移温度以下まで冷却されてから金型内で該孔ピン5を該孔に完全に戻し入れて成形樹脂に該孔ピン5に対応する孔を形成し、しかる後成形体を金型から離脱させることにより孔を有する樹脂成形体とりわけ樹脂板を製造する。
(もっと読む)
異径筒体成形方法、同方法を使用する異径筒体成形装置及び同装置用中子
【課題】手作業によらずに高能率的に異径筒体の成形が可能な異径筒体成形方法を提供する。
【解決手段】割り型の空洞部の底部に異径筒体である成形品の径大側端部を遮蔽するキャップをセットする第1工程、(b)割り型の型締めをするとともに、中子を割り型の空洞部の所定位置に固定して、中子と割り型の間に所定のキャビティを形成する第2工程、(c)そのキャビティに溶融樹脂材料を注入し、冷却して成形品を成形する第3工程、(d)割り型を型開きするとともに、中子をその中子から成形品を軸方向に抜脱可能な位置に移動して固定する第4工程、(e)中子の中に形成してある空気通路に加圧空気を供給し、その加圧空気を中子の先端付近からその中子と成形品の間に吹き込んで、その成形品を前記中子から剥離し、かつその中子の軸方向に抜脱させる第5工程からなる。
(もっと読む)
マンドレル引抜ツール及びその使用方法
【課題】ストリンガや補強材などの構造用複合部品からマンドレルを引き抜く際、構造用複合部品に対して損傷を与えるような力を加えることがないように構成されたマンドレル引抜ツールを提供する。
【解決手段】アクチュエータアセンブリと、前記アクチュエータアセンブリに機能的に連携し、第1のマンドレルと係合するように構成された第1のマンドレルインターフェースアーム(309)とを含むマンドレル引抜ツール(301)である。前記マンドレル引抜ツールは、さらに、第1のマンドレルインターフェースアーム(309)と摺動可能に係合し、第2のマンドレルと係合する第2のマンドレルインターフェースアーム(313)を含む。マンドレルを引き抜くための方法であって、マンドレルを引き抜くために用いられるマンドレル引抜ツール(301)を準備することを含む。
(もっと読む)
RTM成形装置および方法
【課題】比較的大型の繊維強化樹脂製品を成形するRTM成形において、ボイドのない高品質の成形品を効率よく短時間で成形可能なRTM成形装置および方法を提供する。
【解決手段】成形型のキャビティ内に強化繊維基材を配置し、該キャビティの外周に配置された樹脂注入ラインから樹脂排出ラインに向けてマトリックス樹脂を注入して該強化繊維基材に樹脂含浸後、加熱硬化させる繊維強化樹脂のRTM成形装置において、樹脂注入ラインが複数に分割形成されていることを特徴とするRTM成形装置、およびRTM成形方法。
(もっと読む)
ブロック構造体
【課題】 複数の物品を自在に且つ容易に連結することができるブロック構造体を提供する。
【解決手段】 ブロック構造体1は、全体としてほぼ直方体箱形形状を有し、合成樹脂の射出成形よりなる第1の分割体2及び第2の分割体3を、側壁12a及び12bを介して、平面部9と平面部10とが対向するように付き合わせて一体化して構成されている。第1の分割体2には、右側面及び底面に対応する側壁から内方に凹むと共に広がり、且つ平面部9から平面部10に向かって先細り形状の凹部7a及び7bが形成されている。一方、第2の分割体3には、側壁12a及び12bから突出すると共に広がり、且つ平面部10から平面部9に向かって先広がり形状の凸部5a及び5bが形成されている。複数の同一形状のブロック構造体は、この凸部と凹部とを嵌合させることによって、自在且つ容易に連結することが可能となる。
(もっと読む)
遊技機のトップランプカバー
【課題】機枠の前面上部に設けたトップランプカバーにおいて、第1インサート部分と第2インサート部分と事後成形部分との結合部分の光の屈折低減、および裏面形状の連続性を確保する。
【解決手段】トップランプカバー1が機枠に取り付けられた場合における上面側に配置される光透過性を有する合成樹脂により予め形成された第1インサート部分2と、トップランプカバー1が機枠に取り付けられた場合における下面側に配置される光透過性を有する合成樹脂により予め形成された第2インサート部分3と、第1インサート部分2と第2インサート部分3とを成形型の内部に配置して光透過性を有する合成樹脂により事後成形された事後成形部分4とからなる合成樹脂成形品として構成されている。
(もっと読む)
樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピン
【課題】ヒケ等の成形過程における不具合を回避しつつ規定に基づいた正確な形状等を得ることができ、且つ、樹脂成形における作業性を向上させることができる樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピンを提供する。
【解決手段】キャビティの長手方向中心軸aに沿って出没自在の第1軸棒9,10を有する第1金型8と、キャビティの長手方向中心軸bに沿って出没自在の第2軸棒16,17を有する第2金型15とを用い、キャビティ内に第1軸棒9,10を挿入しつつ溶融合成樹脂を流し込み、中芯部2を得る中芯部成形工程と、第1軸棒9,10により成形された中芯部2の穴に第2軸棒16,17を挿通して位置決めした後、第2金型15のキャビティと中芯部2との間に溶融合成樹脂を流し込み、中芯部2の外表面に表皮3を得る表皮成形工程と、を含むものである。
(もっと読む)
21 - 31 / 31
[ Back to top ]