
Fターム[4F202AH74]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 光学部品(←ホログラム、偏光体) (2,165) | レンズ(眼鏡レンズ、コンタクトレンズ) (558)
Fターム[4F202AH74]に分類される特許
541 - 558 / 558
射出圧縮成形金型装置

【課題】 キャビティ形成部を有するコア型の、各対向面に沿った方向における位置ずれを確実に抑制する。
【解決手段】 型締め時に互いが対向する対向面11a、21a間にキャビティCが形成される一対の金型11、21を備え、これら11、21は対向面11a、21aに孔11b、21bが形成された型板12、22と、孔11b、21bに配設されるとともに、キャビティ形成部13a、23aを有するコア型13、23とを備え、キャビティCに溶融樹脂を射出した後に、前記金型11、21をさらに型締め方向に移動させ、前記樹脂を型締め方向に圧縮し、内面と外面とを有する射出成形品を製造する金型装置1であって、前記コア型13、23と前記型板12、22との間に、前記コア型13、23を、前記対向面11a、21aに沿った方向に拘束し、かつ前記型板12、22の内周面に対して摺動自在に支持する支持体30が配設されている。
(もっと読む)
プラスチックレンズ成形型の製造方法及びプラスチックレンズ

【課題】 プラスチックレンズの成形を高精度に行うことができ、プラスチックレンズが非球面レンズであっても好適に使用することができるプラスチックレンズ成形用ガラス製成形型の製造方法、この方法によって製造される成形型、及び、この成形型を使用して製造されたプラスチックレンズの提供。
【解決手段】 プラスチックレンズ成形用ガラス製成形型を、軟化したガラス2表面に押圧型1を押圧後、この押圧を保持して押圧されたガラス2をガラス転移点未満にまで冷却し、その後押圧を解除してガラスを徐冷することによってガラス製成形型を製造する。軟化したガラス2の形状は、凸状形状であり、この凸状部分から押圧することが好適な製造方法である。この製造方法によって製造されたガラス製成形型を使用することで、プラスチックレンズを製造する事ができる。
(もっと読む)
レンズを前方の型枠半体から乾式にはずすための方法および装置
レンズの周辺末端をはずす第一の力を加えることにより、続くレンズの中心をはずす第二に力を加えることにより、レンズが鋳造され、接着させられる前方型枠部分から、乾燥状態で眼科用レンズをはずすための方法および装置。本発明は、レンズを傷つけることを生ずることなく、レンズが結合される型枠部分から乾燥したレンズをはずす装置および方法を提供することにより、レンズが結合される型枠部分からレンズを乾式ではずすことに関する。本発明は特に、レンズの硬化処理に続いて、レンズが、より優先的に接着する雌型部分を有する型枠内で成形されるコンタクトレンズおよび眼内レンズの製造に適合される。  (もっと読む)
(もっと読む)
レンズ成形金型の加工方法
【課題】成形金型の成形面を精度良く且つより簡単な制御にて加工し得るレンズ成形金型の加工方法を提供する。
【解決手段】砥石部24を有する研削工具13によりレンズ成形金型11に円筒状の成形面11aを加工する加工方法であって、砥石部24が所定高さtの円柱状に形成された研削工具13を、回転させた状態で且つその回転軸心方向aで一方向に繰返し移動させるとともに、当該研削工具13とレンズ成形金型11との相対距離を変化させながら研削する際に、研削工具13をその回転軸心方向aと直交する金型11の幅方向で所定間隔おきに移動させて円筒状の成形面11aを形成する方法である。
(もっと読む)
2つのシェル型を位置合せする装置
第1シェル型と第2シェル型とを位置合せする装置には、第1シェル型を保持するための第1グリッパ(1)、第2シェル型を保持するための第2グリッパ(2)、及びセンタリングステーション(3)を備える。両グリッパ(1、2)を、所定の軸(6)に沿って互いに対して、及びセンタリングステーションに対して変位可能にし、軸(6)の周りに、個別にだけでなく同期しても回転可能にする。センタリングステーション(3)には支持体を備え、該支持体により円に沿って配置したバネ要素を支持し、上記軸(6)は該円の中心を通過する。センタリングのために、シェル型をグリッパによってセンタリングステーション(3)内に移動させ、その後グリッパから取外し、それによりシェル型をバネ要素だけで保持する。バネ要素の半径方向力は均等にシェル型に全側面から作用しており、該半径方向力によりシェル型を力の重心に変位させる。その後、シェル型を再度グリッパで把持し、センタリングステーション(3)の外に移動させる。 (もっと読む)
コンタクトレンズの製造方法およびそれに用いられる樹脂型
【課題】 光学性に優れ角膜に損傷を与えることのない滑らかな表面およびエッジを有する高品質なコンタクトレンズを、低コストにて製造する。
【解決手段】 本発明によるコンタクトレンズの製造方法およびそれに用いられる樹脂型は、雄型のレンズ外周規定部にコンタクトレンズのエッジ形状を形成するエッジRを付設した樹脂型を使用し、ベースカーブ側のエッジ部は雄型に付設したエッジRの転写によって形成し、フロントカーブ側のエッジ部は旋盤による切削加工によって形成することを特徴としている。
(もっと読む)
射出成形金型およびその成形方法
【課題】余分なエネルギーを消費することなく、金型表面のみを選択的に加熱し、樹脂表面の転写性を確保及び樹脂表面と中心の温度差を小さくし、内部歪を低減し、低収差な製品の提供を目的とする。
【解決手段】固定側金型(2)と、固定側金型に対して進退自在であり、かつ、固定側金型と接することで固定側金型との間にキャビティーを形成する可動側金型(3)と、固定側金型を貫通するノズルゲート,ランナー及びスプルーからなる樹脂流路と、樹脂流路を介して前記キャビティーに樹脂を圧入して成形する射出成形金型であって、固定側金型及び可動側金型の少なくとも一方のレンズインサート転写面を上基準として下へ1mm以上10mm以下離れた位置まで穴が施されており、この穴に加熱源を挿入することで解決できる。
(もっと読む)
成形型の設計方法、成形型及び光学レンズ
【課題】 成形型から光学レンズを成形する際に当該光学レンズが変形してしまう場合であっても、頂点において所望の透過屈折力を有する光学レンズを成形できること。
【解決手段】 光学レンズ20を成形する成形型の設計方法であって、上記光学レンズの第1面21及び第2面22における両設計曲面の形状を規定するシェイプファクタに基づき、成形される光学レンズの頂点Oにおける透過屈折力の成形による誤差を予測し、この成形誤差に対応する補正情報を用いて上記成形型を補正して設計するものである。
(もっと読む)
固体物品とりわけ光学物品を清浄化するための組成物、およびその様な物品を清浄化する方法
本発明は有機物汚れで汚染された物品用の清浄液に関し、次のものから構成される:
−(A)重量で50%以上、好ましくは重量で60%以上、より好ましくは重量で70%以上および最も好ましくは重量で80%以上の少なくとも1つのラクトン;
−(B)8から15の範囲のHLBを持つ少なくとも1つの界面活性化合物。
(もっと読む)
非球面マイクロレンズアレイ及びその製造方法、並びにその応用
【課題】光軸に垂直な平面上で直交する2つの軸に沿って曲率半径と非球面係数を個別に異なるように調節することにより光効率を向上させる非球面マイクロレンズアレイ及びその製造方法を提供すること。
【解決手段】本発明による非球面マイクロレンズアレイ100は、ベース120と、前記ベース上に配列され、光軸に垂直な前記ベースの平面上で直交する2つの軸に沿ってそれぞれ異なる曲率半径及び非球面係数を有するように形成される複数の非球面マイクロレンズ110とを含み、屈折程度、すなわち、開口数を各軸方向に沿って容易に調節でき、球面収差が減少して集光効率が増加する。また、プロジェクションスクリーン、イメージセンサなどに適用される場合、感度及び解像度の向上を図ることができる。
(もっと読む)
光学レンズの成形に関する方法
少なくとも成形型の一部分と成形型の一部に装着された封鎖部材とによって形状規定されるキャビティを準備し;該成形型の一部は垂直に配置され上部と底部とを有し、また該底部付近に配置されて封鎖部材に装着された封止部材を有し;封止材料と封鎖部材との底部付近を器具で穿刺し、穿刺によって封止材料に開口を設け、器具を介してキャビティに重合性組成物を導入することを含む方法。封止材料を試験するために便利な方法。他の方法も開示されている。  (もっと読む)
(もっと読む)
レンズしるしおよびレンズにしるしを形成する方法
コンタクトレンズ(10)は、モールドツール1にエッチングされたしるし(64)を有して成形される。1つの実施形態では、このツールは、ステンレス鋼から作製され、マスクされ、そして塩化ナトリウムの溶液で電気化学的にエッチングされる。電圧および電流はDCであり、これらおよび時間および温度は、所望の深さのエッチングを提供するように制御される。しるしを有するコンタクトレンズを製造するための、そして該しるし内および該しるし近傍での該コンタクトレンズにおける亀裂および割れを減らすためのプロセスもまた提供される。  (もっと読む)
(もっと読む)
少なくとも1つのレンズセントレーションマークを有するレンズおよび同レンズの製造方法および使用方法
レンズの主面(12)上に形成される少なくとも1つのレンズセントレーションマーク(30)を有するレンズ(10)が開示される。レンズセントレーションマークは、第1の軸(50)および主面の交差点(52)に位置決めされることができ、第1の軸が主面の回転軸であるように、主面は第1の軸を中心にして対称である。そのようなレンズセントレーションマークを有するレンズの製造方法のほか、レンズセントレーションマークを利用するレンズ面のセントレーションの測定方法もまた開示される。  (もっと読む)
(もっと読む)
光学表面を生成するための型を製造する方法、コンタクトレンズを生成する方法、及び、このような方法と共に使用するための装置
特製の光学表面を生成するための型を製造する方法であって、型の所要形状を得るために、ベース形状を有する型は変更される。変更は、型表面をフォトレジスト層(16)で被覆するステップと、層を所定パターンの照射放射線(9)に露光するステップと、露光された層を現像することによって、所要の型形状(22)を得るために、層の部分を除去するステップとを含むリソグラフィプロセスを用いて遂行される。個々のコンタクトレンズのためのように、少量の光学表面を生成するためにこの方法を用い得る。 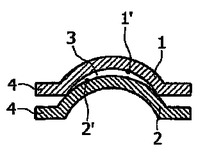 (もっと読む)
(もっと読む)
眼内レンズ用金型
本発明は、金型およびこの金型を用いて多段眼内レンズを製造するための方法である。金型は、金型コアのレンズ部および/または触覚部と流体連通したゲートを備えている。また、金型コアの周囲にはガスケットが設けられている。成形用材料がゲートを通じて金型に導入されると、ガスケットによって周囲に真空が付与され、金型コア内に閉じ込められた空気が排出され、材料が金型コア内に吸引されやすくなる。
 (もっと読む)
(もっと読む)
複合レンズの成形方法
【課題】 成形型と複合層との離型を確実かつ容易に行えるようにした複合レンズの成形方法を得る。
【解決手段】 ガラスレンズの一面に成形型を用いて光硬化性樹脂からなる複合層を転写することにより成形する複合レンズの成形方法において、成形型4と複合層3との鏡面をなす第1の転写面4aの外周部に、成形型4の引き剥がし方向に対して当該成形型4と複合層3との離型のきっかけとなる直交する第3の転写面4cをもつようにした。
(もっと読む)
眼鏡用プラスチックレンズの注型重合方法
【課題】 光硬化樹脂レンズの重合工程では、粘着テープと成形型でモールドを形成し、注入針を粘着テープに貫通させたり、熱風で注入口を開け、光硬化性プラスチックレンズ原料をモールド内に注入し、その後、封止剤で封止していた。しかし、封止剤が光硬化性プラスチックレンズ原料に混入し、眼鏡用プラスチックレンズの製造歩留まりを低下させていた。
【解決手段】 光硬化性プラスチックレンズ原料の注入後に、その状態で光を照射して短時間で硬化させることで、注入後に必要であった封止工程が省略できる。また、封止剤の混入を防ぐことができる。
(もっと読む)
マイクロレンズアレイ金型加工方法及びマイクロレンズアレイ金型
【課題】本発明はマイクロレンズアレイ金型を高精度に加工するマイクロレンズアレイ金型加工方法及びマイクロレンズアレイ金型を提供する。
【解決手段】加工機1を用いたレンズアレイ金型10の溝加工に際して、まず、単結晶ダイヤモンド工具4と砥粒工具5の工具間距離を測定し、砥粒工具5をマイクロレンズアレイ金型10の溝加工位置まで移動させて、単結晶ダイヤモンド工具4での加工代を残した切り込み量分X軸方向に移動させる。この状態で、研削液をかけながら砥粒工具5を回転させてY軸方向に移動させて、溝11を形成する粗加工工程処理を行う。その後、単結晶ダイヤモンド工具4を最初の溝11の加工位置まで移動させ、単結晶ダイヤモンド工具4を回転させながら溝11をそのコーナがシャープエッジな状態に加工する仕上げ加工工程処理を行う。
(もっと読む)
541 - 558 / 558
[ Back to top ]