
Fターム[4F202CU02]の内容
プラスチック等の成形用の型 (108,678) | タイヤ用型、コア (1,668) | 外型 (700) | 壁部 (244)
Fターム[4F202CU02]に分類される特許
1 - 20 / 244
ローカバー
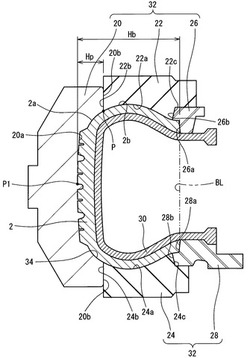
【課題】ブロンの発生が抑制されつつ、はみ出し部の発生が抑制されたローカバーの提供。
【解決手段】本発明に係るローカバー2は、金型32に投入される。この金型32は、トレッドセグメント20と、サイドプレート22、24と、ブラダー30とを備えている。このローカバー2は、トレッドセグメント20に接する外周面2aと、サイドプレートに接する外側面2bと、この外周面2aと外側面2bとの間に形成された段差とを備えている。この段差に連続する外周面2aの端は、段差に連続する外側面2bの端より軸方向外側に位置している。トレッドセグメント20とサイドプレート22との境界に対応する外側面の位置が位置Pとされると、この段差は、この位置Pより半径方向外側に形成されている。
(もっと読む)
タイヤ加硫用金型

【課題】過加硫の恐れなく、均一な加硫状態を短時間で得ることができ、また、スピューレス金型であってもゴム流れの不良の発生を抑制することができるタイヤ加硫用金型を提供する。
【解決手段】トレッド外面形状に対応した凹凸部を備えた複数のトレッドセグメントからなる環状のトレッドモールドと、サイドウォール外面を形成する上下一対のサイドモールドとを備えたタイヤ加硫用金型であって、トレッドセグメントの上部および下部に位置するショルダーブロック部の一部または全部に、トレッドセグメント中央部に比べて熱伝導率が高く、トレッドセグメント中央部とは熱膨張率が異なる金属が用いられているタイヤ加硫用金型。
(もっと読む)
タイヤおよび該タイヤの加硫金型
【課題】加硫時におけるエア溜まりを抑制しながら、タイヤのリム装着時におけるエア漏れを効果的に抑制する。
【解決手段】両ビード部13の軸方向外側面13aに高さが0.05mm以上の半径方向に延びる突条27を複数設けているが、このような突条27は加硫時にゴムが該突条27と補完関係にある加硫金型の凹溝に流動侵入することで形成される。ここで、加硫開始時に前記凹溝を通じてエアが外部に誘導排出されるため、エア溜まりが抑制される。しかも、突条27の高さは 0.5mm未満であるので、加硫済のタイヤ11をリムに装着し内圧を充填すると、該突条27は容易に潰れ、タイヤ11のリム装着時におけるエア漏れを効果的に抑制することができる。
(もっと読む)
タイヤ加硫金型
【課題】ベントホールへ嵌入する際のベントピースの曲がりを抑制できるとともに、スピューの長さを低減できるタイヤ加硫金型を提供する。
【解決手段】タイヤの外表面を成形するタイヤ成形面1aに、加硫成形時にタイヤの外表面とタイヤ成形面1aとの間のエアを排出させるベントホール5が設けられたタイヤ加硫金型において、ベントホール5に鉄系材料からなる筒状のベントピース6が嵌入され、ベントホール5とベントピース6との界面56に、金型本体及びベントピース6よりも軟質の材料からなり、厚みが500μm以下の介在層7が介在されている。
(もっと読む)
タイヤ用加硫金型および自動二輪車用タイヤ
【課題】金型強度を確保し、ショルダー部根元付近やサイドウォール部でのクラックの発生を抑制することができ、さらに、走行性能の低下を抑制することができるタイヤ用加硫金型および自動二輪車用タイヤを提供する。
【解決手段】自動二輪車用タイヤを製造するためのトレッドセグメントと一対のサイドプレートとに分割されたタイヤ用加硫金型であって、前記自動二輪車用タイヤのショルダーブロックとサイドウォール部との間につなぎ部が形成され、かつタイヤ外側に凸となるようにトレッド部の溝底ラインを湾曲させるキャビティーを有し、トレッドセグメントとサイドプレートとの割り位置が、つなぎ部の外表面上に位置し、さらに、所定の条件を満足するように形成されているタイヤ用加硫金型。
(もっと読む)
タイヤ用加硫モールド及びタイヤの製造方法
【課題】加硫モールドにおいて、セクターモールドの釜締めに伴うバリの発生を抑制する。
【解決手段】 分割した複数のセグメント12から成り、半径方向に縮径して釜閉じしたときに円環状となるセクターモールド10と、セクターモールド10を挟んで配置され、内部に生タイヤ用の収容空間を形成する一対のサイドモールドから成るタイヤ用加硫モールドであって、前記各セグメント12の割位置12bの内周側に、セクターモールド10を閉じたときに、収容された生タイヤを凹ませて前記各骨部20間に生タイヤが侵入するのを抑制する凸部22を備えた。
(もっと読む)
マスターモデルの製作方法
【課題】複数の分割モデルからなるタイヤ成形用金型のマスターモデルを簡易に組み立てる。
【解決手段】複数の分割モデル10を組み合わせて、マスターモデル1を製作する。複数の分割モデル10は、タイヤ周方向に並べて配置する。固定治具を複数の分割モデル10に取り付ける。固定治具は、隣り合う分割モデル10の位置を合わせて分割モデル10を拘束する。固定治具により複数の分割モデル10を固定して、マスターモデル1を組み立てる。
(もっと読む)
タイヤ加硫装置及びタイヤ
【課題】加硫後のタイヤからセクターモールドのブレードをスムーズに引き抜くことによるサイプやブロックブロックへの損傷を抑制することができるタイヤ加硫装置、及び、当該タイヤ加硫装置によって製造されるタイヤを提供する。
【解決手段】本発明に係るタイヤ加硫装置1は、セクターモールド30と、セクターモールドの内周面からタイヤ径方向内側に向かって突出し、サイプを形成するブレードとを備える。ブレードは、複数のブロックのうちトレッド幅方向外側に位置するブロックに位置するサイプを形成する外側ブレード334,335を有する。外側ブレードの厚みは、トレッド幅方向内側からトレッド幅方向外側に向かって漸次薄く形成され、かつブレードの抜き方向においてトレッド踏面からサイプの溝底に向かって漸次薄く形成されていることを要旨とする。
(もっと読む)
タイヤ用モールド
【課題】ブロックがしっかりと固定され、使用後でも分解可能なモールドの提供。
【解決手段】内面にキャビティ面7が形成されたタイヤ用モールド1であって、並列された複数の板状のピースを有するブロック6と、このブロック6が装着されうる凹所27を有するホルダ5と、この凹所27に嵌合されたブロック6を、凹所27に対して着脱可能に固定する固定機構とを備えており、この固定機構が、上記ブロック6の表面に各ピースを貫通する方向に形成されたキー溝と、上記凹所27の内面に配置される、上記キー溝に係合するキー36、37とを有しており、上記キー溝にキー36、37が係合することにより、ブロック6が凹所27の内面から離脱自在になることが阻止される。
(もっと読む)
タイヤ加硫用金型
【課題】キャビティ面などを傷めたり、金型形状に寸法変化を生じさせたりすることがなく、バリの発生を充分に抑制して、外観や品質が安定した空気入りタイヤを提供することができると共に、メンテナンス間隔を大幅に延長することができるタイヤ加硫用金型を提供する。
【解決手段】トレッドセグメント、サイドプレート、およびビードリングの上下各1対を備え、これらの各合わせ面を合致させた状態でタイヤの加硫成形を行うタイヤ加硫用金型であって、サイドプレートとビードリングの合わせ面のうち、少なくとも一方の合わせ面に、タイヤの周方向に1周する溝部が設けられているタイヤ加硫用金型。溝部の断面形状は、半円形状であって、半径が0.3〜3.0mmである。溝部は、キャビティ面から0.5〜5.0mmの位置に設けられている。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】モールド表面に開口する排気機構のスリットを所望の位置に簡便に形成できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する
【解決手段】一端にアンカー部7aを突設したブレード7を、アンカー部7aのみを石膏鋳型12に埋設して石膏鋳型12の表面12a上に載置し、ブレード7の石膏鋳型12の表面12a上に載置されている部分を、易崩壊性耐火材料からなる被覆層10で被覆した状態にして、この状態の石膏鋳型12の表面12aに溶融金属Mを流し込んで表面12aの形状を転写するとともにブレード7を鋳込んだモールドを鋳造した後、モールド表面から突出しているアンカー部7aを除去し、被覆層10を除去することによりブレード7の周囲にスリットを形成し、排気孔形成部材11を除去することによりピースの外部に通じる排気孔を形成して、スリットと排気孔とを連通させる。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】排気機構を備えたモールドを、簡便に製造できるタイヤ加硫用モールドの製造方法およびこの製造方法により製造されるタイヤ加流用モールドを提供する。
【解決手段】ブレード6の石膏鋳型11の表面11aから突出している部分6aを、易崩壊性耐火材料からなる被覆層9で被覆するとともに、鋳造用耐火材からなる棒状の排気孔形成部材10を、被覆層9に接触させてブレード6に直立に取り付けた状態にして、この状態の石膏鋳型11の表面11aに溶融金属Mを流し込んで表面11aの形状を転写するとともに、ブレード6の石膏鋳型11の表面から突出している部分および排気孔形成部材10を鋳込んだモールドを鋳造した後、被覆層9および排気孔形成部材10を除去することによりブレード6の周囲にスリットを形成し、このスリットと連通してモールド背面側に延びる排気孔を形成する。
(もっと読む)
タイヤ用モールド
【課題】ブロックがしっかりと固定され、使用後でも分解可能なモールドの提供。
【解決手段】内面にキャビティ面7が形成されたタイヤ用モールド1であって、間にスリット28を形成しつつ並列された複数の板状ピース13、14を有するブロック6と、ブロック6が嵌合されうる凹所21を有するホルダ5と、凹所21に嵌合されたブロック6を凹所21に対して着脱可能に固定する固定部材とを備えており、この固定部材が、ホルダ5を貫通してブロック6のピン穴19に係合しうる固定ピン20であり、固定ピン20を緩めることにより、ブロック6のホルダ5への嵌合及び取り外しが可能となる。
(もっと読む)
空気入りタイヤ
【課題】サイドウォール部の表示マークの視認性を向上させ得る空気入りタイヤを提供すること。
【解決手段】この空気入りタイヤは、サイドウォール部の表面に表示マーク1を備える。また、表示マーク1が、所定の文字、図形または記号の輪郭を形成すると共にサイドウォール部のプロファイル面に対して凹となる第一凹部21と、この第一凹部21内に形成される第一リッジ部22と、第一凹部21の輪郭に沿って配置されると共にサイドウォール部のプロファイル面に対して凹となる第二凹部31と、この第二凹部31内に形成される第二リッジ部32とを備える。そして、第二リッジ部32が第一リッジ部22よりも密に配置される。
(もっと読む)
プレキュアトレッドの製造方法
【課題】生産性を犠牲にすることなく、プレキュアトレッドのタイヤ踏面垂直方向でのヒステリシスロス(tanδ)の差が小さく、プレキュアトレッド全域で均一に加硫されたプレキュアトレッドの製造方法を提供する。
【解決手段】未加硫トレッドを加硫プレス装置により加硫する際に、前記加硫プレス装置と前記未加硫トレッドの間に非加硫性シートを配置して加硫することを特徴とするプレキュアトレッドの製造方法。
(もっと読む)
タイヤ加硫用モールド
【課題】ブレードを埋設する排気溝の加工を簡便にするとともに、排気溝を有効に利用して、排気効率を一段と向上させることができるタイヤ加硫用モールドを提供する。
【解決手段】タイヤ成形面2に開口して形成される排気溝4が平面視で長方形状であり、ブレード7が排気溝4の厚さよりも小さな厚さt1の上端部8と、上端部8の下方に排気溝4の厚さ方向両端面に当接する当接部9と、排気溝4とブレード7の上端部8との間に形成される微小すき間gと排気孔11とを連通させる連通部とを有し、エアaやガスを、微小すき間gおよび連通部を経て、排気孔11を通じてモールドの外部に排出させる。
(もっと読む)
タイヤの加硫金型
【課題】ビードリングの形状を改善することにより、ビード部のヒール領域におけるベアなどの加硫不良を減じるのに役立つタイヤの加硫金型を提供する。
【解決手段】ビード成型面17を有するビードリングM3を含むタイヤの加硫金型Mである。ビードリングM3は、タイヤのビード部4のビードヒール面4bからのびる1以上の分割面Sによってタイヤ軸方向内外に分割される2以上のリング片Rから形成される。一方側のリング片の分割面上には、周方向にのびる周方向溝26と、この周方向溝26からビードヒール面4bまでのびるとともに他方側のリング片の分割面との間で隙間Gが0.02〜0.08mmの排気スリットEをなす複数のスリット形成溝27とが設けられる。タイヤ軸方向外側に配される外側のリング片は、該外側のリング片を貫通してのびるベントホールBが設けられる。
(もっと読む)
タイヤ加硫用金型の製造方法及びタイヤ加硫用金型
【課題】タイヤのトレッドパターンを形成する突起部品を、タイヤ加硫用金型に簡易かつ強固に固定する。
【解決手段】金型10は、内面11の突起部品20を固定する位置に形成された固定穴12と、突起部品20の一部を挟み込む挟込部材30とを備えている。突起部品20の固定時には、挟込部材30により突起部品20を挟み込み、挟込部材30を固定穴12に埋め込む。固定穴12により挟込部材30を締め付けて突起部品20を固定し、金型10の内面11に突起部品20を固定する。
(もっと読む)
空気入りタイヤおよびタイヤ成形金型
【課題】加硫故障の発生を抑制できる空気入りタイヤおよびタイヤ成形金型を提供すること。
【解決手段】この空気入りタイヤ1は、トレッド部を成形するセクターモールドと、サイドウォール部を成形するサイドプレートとを有するタイヤ成形金型を用いて加硫成形される。また、空気入りタイヤ1は、セクターモールドのタイヤ成形面とサイドプレートのタイヤ成形面との接合部により成形されるタイヤ部分をセクター端被成形部SEと呼ぶときに、このセクター端被成形部SEからトレッド面に沿ってタイヤ幅方向内側に延在する突起部5を備えている。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】作業工数を削減しつつ、モールドの製造過程でサイプ用ブレードを植設した石膏鋳型を乾燥させる際やこの石膏鋳型を用いて鋳造する際に、石膏鋳型にクラックが発生しないようにできるタイヤ加硫用モールドの製造方法を提供する。
【解決手段】ゴム型8の表面に植設したサイプ用ブレード7の長さ方向端部7aおよびゴム型8の表面に熱溶融消失材10を接触させて配置した後、石膏Pを流し込んで、ゴム型8の表面形状を転写しつつサイプ用ブレード7を表面に移設した石膏鋳型を作製し、石膏鋳型を加熱乾燥する際に熱溶融消失材10を消失させてサイプ用ブレード7の長さ方向端部7aで石膏鋳型に空洞を形成した後、溶融金属を流し込んで、石膏鋳型の表面形状を転写しつつサイプ用ブレード7を表面に移設したモールドを鋳造し、空洞に充填された溶融金属が固化して形成された空洞充填部をモールドから除去する。
(もっと読む)
1 - 20 / 244
[ Back to top ]