
Fターム[4F203AF01]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 表面の性状、外観に特徴ある成形品 (24) | 凹凸模様 (13)
Fターム[4F203AF01]に分類される特許
1 - 13 / 13
光処理装置
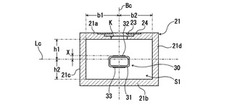
【課題】 装置の小型化を図りながら、エキシマランプの高電圧側電極とケーシングとの間での外部放電を防止して所期の紫外線照射処理を確実に行うことのできる光処理装置を提供すること。
【解決手段】 この光処理装置は、光取出窓を有するランプ収容室が内部に形成された金属製のケーシングと、このケーシングにおける前記ランプ収容室内に配置された、高電圧側電極およびアース側電極の一対の電極が放電容器の外表面に対向して配置されてなるエキシマランプとを具えた光放射ユニットを具えてなり、
前記エキシマランプは、放電容器の管壁の肉厚をT〔mm〕とするとき、前記高電圧側電極が、前記ランプ収容室の高さ方向の中央位置を中心に±1.5Tの範囲内に位置された状態で、配置されている。
(もっと読む)
積層体及びその製造方法

【課題】ナノ凹凸構造による反射防止機能を示すと共に、高い耐擦傷性、特にJIS K5600−5−4に準じた鉛筆硬度試験で3H以上を示す積層体を提供する。
【解決手段】透明基材上に中間層を介して表層が積層された積層体であって、中間層の厚さが8〜40μmであり、表層の厚さが中間層の厚さの0.4〜1.5倍であり、中間層のtanδ(損失正接)が20℃、1Hzにおいて0.2以上である積層体。特に、表層がナノ凹凸構造を有する層であり、また中間層は、圧縮破壊応力が20MPa以上であり、圧縮率20%における圧縮応力が1〜20MPaであり、圧縮後に応力を解放した場合元の厚さの90%以上に戻る樹脂によって構成されていることが好適である。
(もっと読む)
高撥水構造の形成方法
【課題】撥水剤の塗布や混練することなく、かつ特殊な加工設備・金型を必要とせず、簡単な工程で加硫ゴムの表面に高撥水構造を形成する方法を提供する。
【解決手段】ゴムの加硫成形工程において、メッシュシート2の構造をゴム組成物3の表面へ転写し、加硫ゴム表面に高撥水構造を形成する。メッシュシートのメッシュ数が150〜508メッシュである。メッシュシートのオープニングが20〜120μmである。メッシュシートのオープニングエリアが20〜50%である。
(もっと読む)
タイヤモールド及び空気入りタイヤの製造方法
【課題】接着不良やライトネスといった加硫成型時のゴム流れ不足による不具合を抑制しつつ、タイヤ外観の均一性を確保できるタイヤモールドと空気入りタイヤの製造方法を提供する。
【解決手段】タイヤ成型面10のサイドウォール部を成型する領域に、周方向に沿った環状の粗面成型部1を備え、粗面成型部1には、5〜300μmの突出高さで周方向CDに沿って螺旋状に延びる突起5を設けた。これにより、未加硫タイヤの粘着を抑えてゴムの流動性を確保するとともに、空気が周方向に流れるように促して残留を低減し、タイヤ外観の均一性の確保を図る。
(もっと読む)
空気入りタイヤおよびタイヤ成形金型ならびに空気入りタイヤの製造方法
【課題】氷路と雪路とでの旋回性能を向上できる空気入りタイヤ及びタイヤ成形金型ならびに空気入りタイヤの製造方法を提供する。
【解決手段】タイヤ周方向に延在する複数の周方向溝およびタイヤ幅方向に延在する複数の幅方向溝22により陸部23が区画形成され、該陸部23の踏面にサイプが形成されたトレッド部を有しており、タイヤ幅方向最外側に設けられた陸部23のタイヤ幅方向外側面23bに、幅方向溝22に接する態様で形成される凹部61(溝底凹部A611)を有し、かつ凹部61の底面に、凹凸が交互に配置されつつ線状に連続して形成された凹凸群7を有する空気入りタイヤにおいて、凹部61の底面、もしくは陸部23のタイヤ幅方向外側面23bに形成された凹凸群7は、自身が形成された面の外周縁から間隔をおいて形成されている。
(もっと読む)
空気入りタイヤおよびタイヤ成形金型ならびに空気入りタイヤの製造方法
【課題】氷路と雪路とでの旋回性能を向上すること。
【解決手段】タイヤ周方向に延在する複数の周方向溝およびタイヤ幅方向に延在する複数の幅方向溝22により陸部23が区画形成され、該陸部23の踏面にサイプが形成されたトレッド部を有する空気入りタイヤにおいて、タイヤ幅方向最外側に設けられた陸部23のタイヤ幅方向外側面23bに、幅方向溝22に接する態様で形成された凹部61(溝底凹部A611)と、該凹部61の底面に設けられ、凹凸が交互に配置されつつ線状に連続して形成された凹凸群7とを備える。
(もっと読む)
熱可塑性シートの加工装置
【課題】熱可塑性シートにエンボスパターンを形成する際に、シートの両端部のシワや折れ曲がりを防止することが可能な熱可塑性シートの加工装置を提供する。
【解決手段】本発明は、搬送中の熱可塑性シートにエンボスパターンを形成する熱可塑性シートの加工装置であって、熱可塑性シートの幅よりも長い軸方向長さを有し、表面に凹凸が形成され、回転可能に支持された円筒状のエンボス版と、エンボス版との間を通過する熱可塑性シートを押圧し、回転可能に支持された円筒状の圧胴と、熱可塑性シートに対し、エンボス版よりも上流側で且つこのエンボス版と同じ一方面側に配置され、熱可塑性シートの一方面を加熱するヒータと、ヒータと熱可塑性シートの一方面との間に配置され、ヒータの両側部のうち、熱可塑性シートの両側縁よりも幅方向の外側に延びる部分を覆う第1遮蔽部材と、を備え、第1遮蔽部材には、複数の貫通孔が形成されている。
(もっと読む)
パターン付樹脂シートの製造方法
【課題】効率よく精度の高いパターン形成を実施させ得るパターン付樹脂シート製造方法の提供を課題としている。
【解決手段】軸周りに回転可能なローラを有し、凹凸形状によってパターン形成されたパターン形成部が前記ローラの外周部に設けられている型材を用いて、レーザービームにより前記外周部が加熱された状態で樹脂シートの表面に前記外周部を圧接させることにより前記パターン形成部と凹凸方向が逆転されたパターンを前記樹脂シートの表面に形成させ、しかも、前記ローラを回転させて前記外周部により圧接される箇所を移動させることにより前記樹脂シートの表面に前記パターンを連続的に形成させることを特徴とするパターン付樹脂シート製造方法を提供する。
(もっと読む)
空気入りタイヤの製造方法
【課題】周方向溝が幅広だったり溝深さが深い場合でも、加硫時に、トレッドの内側のタイヤ構成部品が変形しないような空気入りタイヤの製造方法を提供する。
【解決手段】トレッド24の表面に周方向溝に対応するトレッド溝26Kが形成された生タイヤ20を加硫金型10にセットして加硫成形する際に、径方向内側に、上記トレッド溝26Kに嵌合する、タイヤ周方向に沿って延びる突起部41が形成された、加硫金型10の内面側の周方向曲率と同じ曲率を有する複数の円弧状のリング片をゴム部材で連結して形成したリング部材40を準備し、このリング部材40の上記突起部41を上記トレッド溝26Kに嵌合した後、上記生タイヤ20を加硫成形するようにした。
(もっと読む)
伝動ベルト製造用ベルトスリーブの加硫方法及び伝動ベルトの製造方法
【課題】残存空気が発生することなくベルトスリーブを加硫することができ、ベルト寿命を向上させた伝動ベルトを製造することができる、伝動ベルト製造用ベルトスリーブの加硫方法を提供する。
【解決手段】金型1の外周面に少なくとも心線2とゴムシート3からなる未加硫のベルトスリーブ4を巻き付けて装着する。この金型1に装着したベルトスリーブ4を加圧・加熱して圧縮する成形を行なう。この後に、加硫工程でベルトスリーブ4を加圧・加熱することによって、ベルトスリーブ4を加硫する。未加硫のベルトスリーブ4を圧縮することによって、心線2の間や心線2とゴムシート3の間に存在する空気を追い出してベルトスリーブ4内のエアー抜きをすることができ、空気が残存しない状態でベルトスリーブ4を加硫することができる。
(もっと読む)
タイヤ加硫成形用金型
【課題】エア排出のためのベントホールを、周方向の全長にわたって均等にゴムを誘導でき、ゴム充填不良を生じさせないように配置したタイヤ加硫成形用金型を提供する。
【解決手段】トレッド面に周方向溝1により区画された周方向リブ2を有し、周方向溝1内にトレッドウエアインジケータ3が形成されたタイヤの加硫成形用金型として、トレッド面を成形する型部内面の周方向リブ2を成形する凹型部分12に、エア排出のためのベントホール15を、周方向溝1,1を成形する凸型部分11,11に沿う両側の側端近傍域に、それぞれ凸型部分11,11におけるトレッドウエアインジケータ3,3の成形部分13,13の近傍位置を基点にして、タイヤ周方向に間隔をおいて交互に千鳥状に配設する。
(もっと読む)
ゴムフィルム複合体の製造法
【課題】ゴムフィルムと基材フィルムの積層体からなり、その界面接着力に優れ、各種の装置や部品に組み込む際に安価な汎用接着剤で接着加工を行うことができ、組み込み作業の際の作業性が良好で、ゴムフィルムの表面粗度を光沢面や梨地等の任意の粗度に設定することができる。
【解決手段】基材フィルム、アクリル酸誘導体およびメタクリル酸誘導体から選ばれた少なくとも一つの化合物を配合してなるゴム組成物からなる未架橋ゴムフィルムおよびカバーシートの積層体に電子線照射による架橋処理を行い、しかるのち上記のカバーシートを剥離する方法において、基材フィルムの塗工法における耐溶剤性がカバーシートの該耐溶剤性より劣る積層体であり、電子線照射を少なくとも1回は基材フィルム側から行う。
(もっと読む)
タイヤ成形用金型及びそのタイヤ成形用金型を用いた空気入りタイヤの製造方法
【課題】タイヤの制動,駆動時の変形を抑制する効果を保持しつつ、加硫金型離型時の抵抗を増加させないことにより、離型不良に起因する加硫故障を未然に防止することが出来るタイヤ成形用金型及び空気入りタイヤの製造方法を提供する。
【解決手段】この発明の実施形態では、タイヤの制動,駆動時の変形を抑制する効果を保持しつつ、加硫金型離型時の抵抗を増加させないことにより、離型不良に起因する加硫故障を未然に防止するため、サイピングブレード1の連続した折り返し面1a,1bのうち、タイヤ径方向の内側に向く面1bがタイヤ径方向の外側に向く面1aより摩擦力を大にした粗面4に形成してある。前記粗面4の具体的な実施形態としては、タイヤ径方向の内側に向く面1bに、横向きまたは縦向きのストレート状の凹凸部4aまたは4bや、菱格子状の凹凸部4c、更にはストレート状の凹凸部4bと菱格子状の凹凸部4cとを組合せた構成にすることが出来る。
(もっと読む)
1 - 13 / 13
[ Back to top ]